You might also like
- Laterial Book PDFDocument35 pagesLaterial Book PDFShaikh Mohammed Nazim71% (14)
- SteelDocument44 pagesSteelDevendra SinghNo ratings yet
- En 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti PrigioniereDocument7 pagesEn 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti Prigionierearmando2380% (1)
- Weld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelDocument8 pagesWeld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelMuhammad AliNo ratings yet
- Astm 401Document4 pagesAstm 401JOSEPH REFUERZONo ratings yet
- Jdma17 2Document8 pagesJdma17 2qualidadesider0% (1)
- 20MnV6 Steel Characteristics and Heat Treatment GuideDocument1 page20MnV6 Steel Characteristics and Heat Treatment Guideg_sanchetiNo ratings yet
- FORD WX200 Rev2014Document4 pagesFORD WX200 Rev2014Amandeep SinghNo ratings yet
- Din 50942-96Document13 pagesDin 50942-96RONALD100% (2)
- 1 - Din 1683-1e - 0Document4 pages1 - Din 1683-1e - 0Joaquin AlvarezNo ratings yet
- Astm B633 - 1985Document5 pagesAstm B633 - 1985Welington Volpatto Morais100% (1)
- Vibratory Compactor With Hammtronic: C M Y CM MY Cy Cmy KDocument2 pagesVibratory Compactor With Hammtronic: C M Y CM MY Cy Cmy KCopemaq CopemaqNo ratings yet
- Turning GearDocument32 pagesTurning GearfaisalnadimNo ratings yet
- OceanofPDF - Com Tales of The Sun Eater Vol 3 - Christopher RuocchioDocument210 pagesOceanofPDF - Com Tales of The Sun Eater Vol 3 - Christopher Ruocchiounknown manNo ratings yet
- BRUSH BDAX GE - 62 - 170ERT Data CurvesDocument18 pagesBRUSH BDAX GE - 62 - 170ERT Data Curvescogen100% (4)
- SAE J413 InglesDocument6 pagesSAE J413 IngleswebmakerproNo ratings yet
- M 3031 (2013-06)Document16 pagesM 3031 (2013-06)Hatada FelipeNo ratings yet
- An Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalDocument5 pagesAn Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalKhin Aung ShweNo ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners PDFDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners PDFcilacapNo ratings yet
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375No ratings yet
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenNo ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- Material Specifications Forged Products Manufactured With The Forging Rev.04Document13 pagesMaterial Specifications Forged Products Manufactured With The Forging Rev.04Emre TekinNo ratings yet
- A319Document2 pagesA319malika_000% (1)
- ASTM A802!A802M - 95 (Reapproved 2010) - STD Practice For Steel Castings Surface Acceptance STD & Visual ExaminationDocument3 pagesASTM A802!A802M - 95 (Reapproved 2010) - STD Practice For Steel Castings Surface Acceptance STD & Visual ExaminationJoe ScopeliteNo ratings yet
- Iso AnnealingDocument2 pagesIso AnnealingPurushottam Sutar100% (1)
- DIN 17007-4-1963, Material Type NumberDocument9 pagesDIN 17007-4-1963, Material Type NumberLloyd R. PonceNo ratings yet
- FiatDocument10 pagesFiatrgi178100% (1)
- Din 7623Document2 pagesDin 7623Racha Amel100% (1)
- Saej402v002 PDFDocument8 pagesSaej402v002 PDFLuis LujanoNo ratings yet
- En 10139Document2 pagesEn 10139releone11No ratings yet
- Gould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Document2 pagesGould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Gourav SharmaNo ratings yet
- JIS G 3508-2 には,次に示す附属書がある。Document12 pagesJIS G 3508-2 には,次に示す附属書がある。tsengccNo ratings yet
- DEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariaDocument11 pagesDEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariatestesadaNo ratings yet
- Ams 4640Document5 pagesAms 4640Himanshu MishraNo ratings yet
- A 646 PDFDocument6 pagesA 646 PDFGustavo SuarezNo ratings yet
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocument4 pagesHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNo ratings yet
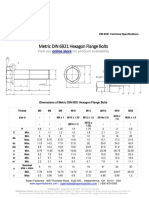
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- Non-Pre Load Hexagon Nut Bs 3692: Standards BS3692 (British Standard)Document2 pagesNon-Pre Load Hexagon Nut Bs 3692: Standards BS3692 (British Standard)Mahfuz AlamNo ratings yet
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Document13 pagesNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNo ratings yet
- Astm A47-99Document5 pagesAstm A47-99romerobernaNo ratings yet
- Ti Spec ANSI B1.8 1988 Contents PDFDocument2 pagesTi Spec ANSI B1.8 1988 Contents PDFDanang PrasetioNo ratings yet
- Founding - Technical Conditions of Delivery: European Standard EN 1559-4: 1999 Has The Status of A DIN StandardDocument14 pagesFounding - Technical Conditions of Delivery: European Standard EN 1559-4: 1999 Has The Status of A DIN Standardsathiya3387No ratings yet
- SP1Document25 pagesSP1mugu12No ratings yet
- AMS 2448B Application of Tungsten Carbide Coatings On Ultra High Strength Steels (HVOF)Document12 pagesAMS 2448B Application of Tungsten Carbide Coatings On Ultra High Strength Steels (HVOF)Jose GasparNo ratings yet
- 701 Steel InclusionRating DIN-50602Document1 page701 Steel InclusionRating DIN-50602ksathisNo ratings yet
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- Disclosure To Promote The Right To InformationDocument34 pagesDisclosure To Promote The Right To InformationSainath AmudaNo ratings yet
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Document15 pagesHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QANo ratings yet
- Is 1862Document4 pagesIs 1862mangesh sandavNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- AMS2745ADocument6 pagesAMS2745AmarcinNo ratings yet
- Iso 683-2-2016 2Document7 pagesIso 683-2-2016 2Saju ShajuNo ratings yet
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- Dif Stan 3-11-3Document31 pagesDif Stan 3-11-3Tariq RamzanNo ratings yet
- BS 1804 - Part 2 - 1968 - Parallel Steel Dowel Pins PDFDocument11 pagesBS 1804 - Part 2 - 1968 - Parallel Steel Dowel Pins PDFtheinNo ratings yet
- Bes MSDocument1 pageBes MSasdNo ratings yet
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- BS en 1652-1998 Copper and Copper AlloysÐ Plate, Sheet, Strip and Circles For General PurposesDocument42 pagesBS en 1652-1998 Copper and Copper AlloysÐ Plate, Sheet, Strip and Circles For General PurposesThao NguyenNo ratings yet
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- All your fastener needs from a single source: Metric DIN 7991 hex socket cap screwsDocument5 pagesAll your fastener needs from a single source: Metric DIN 7991 hex socket cap screwsmohamadreza bagheriNo ratings yet
- Conveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationDocument27 pagesConveyor Belts - Fire Resistant Conveyor Belting For Underground Mines and Such Other Hazardous Applications - SpecificationARAVINDRAJ V RNo ratings yet
- Spring 2019 Session 5 - Soil MechanicsDocument91 pagesSpring 2019 Session 5 - Soil MechanicsnickNo ratings yet
- Microindentation Hardness of Materials: Standard Test Method ForDocument40 pagesMicroindentation Hardness of Materials: Standard Test Method ForGian RemundiniNo ratings yet
- Norma ISO 6507-1 - 2005 PDFDocument8 pagesNorma ISO 6507-1 - 2005 PDFWelington Volpatto MoraisNo ratings yet
- Precote 5: Coating For SealingDocument2 pagesPrecote 5: Coating For Sealingwelington volpattoNo ratings yet
- Norma ISO 6507-1 - 2005 PDFDocument8 pagesNorma ISO 6507-1 - 2005 PDFWelington Volpatto MoraisNo ratings yet
- Nyplas: Under-The-Head SealantDocument2 pagesNyplas: Under-The-Head SealantWelington Volpatto MoraisNo ratings yet
- Astm F436 - Arruela LisaDocument1 pageAstm F436 - Arruela LisaWelington Volpatto MoraisNo ratings yet
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- Norma ISO 6507-1 - 2005 PDFDocument8 pagesNorma ISO 6507-1 - 2005 PDFWelington Volpatto MoraisNo ratings yet
- Scale of The UniverseDocument2 pagesScale of The UniverseWelington Volpatto MoraisNo ratings yet
- Nexion 300 IcpmsDocument9 pagesNexion 300 IcpmsAhmad HamdounNo ratings yet
- Physics 2000 and Calculus 2000 - Modern College-Level Calculus-Based Physics PDFDocument1,416 pagesPhysics 2000 and Calculus 2000 - Modern College-Level Calculus-Based Physics PDFEdgar Campos LizárragaNo ratings yet
- Karta - FTL33Document36 pagesKarta - FTL33Adam MazurekNo ratings yet
- Spare Part ListDocument645 pagesSpare Part ListJose luis VargasNo ratings yet
- 1584343308IIT JAM GEO QuesDocument15 pages1584343308IIT JAM GEO QuesA common people Residence of JadavpurNo ratings yet
- Brain Organization and Neuroscience ConceptsDocument2 pagesBrain Organization and Neuroscience ConceptsKelLYSNo ratings yet
- Control Cables: XLPE Insulated, PVC Sheathed Multicore Cables For Fixed Wiring, 0.6/1 KVDocument2 pagesControl Cables: XLPE Insulated, PVC Sheathed Multicore Cables For Fixed Wiring, 0.6/1 KVJoseph PoplingerNo ratings yet
- ! Theory of Surface Plasmons and Surface-Plasmon Polaritons PDFDocument54 pages! Theory of Surface Plasmons and Surface-Plasmon Polaritons PDFOlshansky OlegNo ratings yet
- MONORAIL and AMS Product Catalogue ENDocument211 pagesMONORAIL and AMS Product Catalogue ENCicero MelloNo ratings yet
- Datasheet HPI GP6Document2 pagesDatasheet HPI GP6Caio BittencourtNo ratings yet
- CH302 Assignments 2020BDocument5 pagesCH302 Assignments 2020BMike VhurinosharaNo ratings yet
- Floating-Roof Tank Heel Reduction Options and Heel Turnover EmissionsDocument15 pagesFloating-Roof Tank Heel Reduction Options and Heel Turnover EmissionsHamid MansouriNo ratings yet
- Mechanical Characteristics of Overhead LinesDocument13 pagesMechanical Characteristics of Overhead LinesMizanur RahmanNo ratings yet
- Ups Lyonn Wi Series 1 A 3kvaDocument1 pageUps Lyonn Wi Series 1 A 3kvaCarlos VargasNo ratings yet
- Ozone Parc PDFDocument40 pagesOzone Parc PDFachopra14No ratings yet
- 02 Introduction To Sample PreparationDocument53 pages02 Introduction To Sample PreparationAri YusliandiNo ratings yet
- Green Protect: Protection of PV SystemsDocument86 pagesGreen Protect: Protection of PV Systemsgoguta gigelNo ratings yet
- EXP6 -star-delta - المعدلةDocument4 pagesEXP6 -star-delta - المعدلةAli AltahirNo ratings yet
- Assignment - Chapter 1 - DHRUVKUMAR PATELDocument4 pagesAssignment - Chapter 1 - DHRUVKUMAR PATELDhruv PatelNo ratings yet
- R4815N1 Rectifier: FeaturesDocument2 pagesR4815N1 Rectifier: FeaturesDanny AvilésNo ratings yet
- 2850 L3u308 Handout 16Document5 pages2850 L3u308 Handout 16Icee Sanie TibraNo ratings yet
- M1 PengukuranDocument18 pagesM1 PengukuranMUHAMMAD HARIZ IKHWAN BIN JAFRI MoeNo ratings yet
- JC2 Math Test Solutions Minimum Cone VolumeDocument13 pagesJC2 Math Test Solutions Minimum Cone VolumeTimothy HandokoNo ratings yet
- Lesson 2 Inertial Navigation Systems/ Inertial Reference SystemsDocument31 pagesLesson 2 Inertial Navigation Systems/ Inertial Reference SystemsadexNo ratings yet
- 2022 Bss Physics Paper II Msce MockDocument6 pages2022 Bss Physics Paper II Msce MockMalack Chagwa100% (1)