You might also like
- TL244 en 2004-12-01Document6 pagesTL244 en 2004-12-01koalaboiNo ratings yet
- VW TL 244 2007 02 Zinc Nickel Alloy Coatings English PDFDocument6 pagesVW TL 244 2007 02 Zinc Nickel Alloy Coatings English PDFCleber AparecidoNo ratings yet
- MAGNI 565: Product Data SheetDocument1 pageMAGNI 565: Product Data SheetjulianaNo ratings yet
- Iso 4042 PDFDocument25 pagesIso 4042 PDFAditya Pratap100% (6)
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Document12 pagesBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- 9.57405-Eng - Plating Std.Document20 pages9.57405-Eng - Plating Std.Baravkar Auto Parts100% (1)
- GEOMETDocument4 pagesGEOMETtoyota952No ratings yet
- N67F CM-ZN-2 - 5001.110.016 - NormDocument22 pagesN67F CM-ZN-2 - 5001.110.016 - Normgokul100% (1)
- VW 01110 2 enDocument35 pagesVW 01110 2 enMaryana c100% (1)
- Engineered Coating SDocument2 pagesEngineered Coating SHo Bach100% (1)
- Ford Fastener Standard for WashersDocument17 pagesFord Fastener Standard for WashersRico MalibiranNo ratings yet
- MPIF Standard 35 Material Compositions and PropertiesDocument2 pagesMPIF Standard 35 Material Compositions and Propertiesidanfri100% (1)
- Din 2393-1Document6 pagesDin 2393-1alextentwentyNo ratings yet
- DBL 8451pDocument16 pagesDBL 8451pSimone CorrêaNo ratings yet
- Non-Electrolytically Applied Zinc Flake Coatings RequirementsDocument9 pagesNon-Electrolytically Applied Zinc Flake Coatings RequirementsJuan José Viñas MéndezNo ratings yet
- JIS B 0405 General TolerancesDocument1 pageJIS B 0405 General TolerancesGiang Nguyễn BáNo ratings yet
- Saej 356 V 002Document7 pagesSaej 356 V 002Evandro Luis GomesNo ratings yet
- TL - 260 - en 2015Document11 pagesTL - 260 - en 2015hand42100% (1)
- BS en 10268-2006Document16 pagesBS en 10268-2006liusf100% (2)
- Zinc Flake Technology-Technical PDFDocument1 pageZinc Flake Technology-Technical PDFKalyan DhakaneNo ratings yet
- 247 DIN EN 13858 Engl PDFDocument15 pages247 DIN EN 13858 Engl PDFAlejo Leal100% (4)
- Organic Coat GMW 14670 PDFDocument4 pagesOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoNo ratings yet
- Coating Standards-OverviewDocument10 pagesCoating Standards-Overviewwelington volpatto100% (1)
- FORD WX200 Rev2014Document4 pagesFORD WX200 Rev2014Amandeep SinghNo ratings yet
- Iso 15330 en PDFDocument6 pagesIso 15330 en PDFScube engineersNo ratings yet
- VW2.8.1 en 2009-12-01Document17 pagesVW2.8.1 en 2009-12-01mehmet ustunNo ratings yet
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- ASCOMETAL Steel Grades ENDocument8 pagesASCOMETAL Steel Grades ENasad144No ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoNo ratings yet
- WX100 World Wide Fastener Standard PDFDocument16 pagesWX100 World Wide Fastener Standard PDFRico Malibiran100% (1)
- VW01155 en 2005-02-01Document8 pagesVW01155 en 2005-02-01koalaboi0% (1)
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- Tool and Mould Steels StandardDocument68 pagesTool and Mould Steels StandardPhong Tong100% (1)
- Jed-257 008 en LDocument4 pagesJed-257 008 en LcroplaninecNo ratings yet
- Sae J864 1993 (En)Document4 pagesSae J864 1993 (En)Oh No PotatoNo ratings yet
- CS-11000Document17 pagesCS-11000Engenharia APedro100% (1)
- TC227 Shot Peening WD26910-1 060901Document13 pagesTC227 Shot Peening WD26910-1 060901Bahadır Uysal100% (1)
- Hes D2003 05 Rev6Document15 pagesHes D2003 05 Rev6FABRICIO100% (1)
- Esbm5a-B 1n261-s Aa RSWDocument37 pagesEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- FastenerDocument46 pagesFastenerTechproNo ratings yet
- VW 13750 - 2014-05 - enDocument21 pagesVW 13750 - 2014-05 - enHarold_katzerNo ratings yet
- SAE J1926, MS 16142 - CuttersDocument11 pagesSAE J1926, MS 16142 - CutterspbsurfNo ratings yet
- Iso 6157 1 1988Document9 pagesIso 6157 1 1988Hari PrasadNo ratings yet
- Iso 2819 1980Document8 pagesIso 2819 1980RobertoNo ratings yet
- Harmonized "Cluster" Document: For Electrical Connectors Conductive Plated CoatingsDocument22 pagesHarmonized "Cluster" Document: For Electrical Connectors Conductive Plated CoatingsFrederico CésarNo ratings yet
- Iso 10511 Nut Dimensions - RefDocument2 pagesIso 10511 Nut Dimensions - Refkumarkk1969No ratings yet
- TSH7702GDocument8 pagesTSH7702GEmir AkçayNo ratings yet
- Iso 9717 2010 en FR - PDF Phosphate CoatingDocument11 pagesIso 9717 2010 en FR - PDF Phosphate CoatingGANESH ANo ratings yet
- GMW3359Document4 pagesGMW3359lev501No ratings yet
- Sae J525Document6 pagesSae J525brunoNo ratings yet
- WX 100Document17 pagesWX 100anon_967426204100% (1)
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDocument11 pagesIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARNo ratings yet
- Surface Vehicle StandardDocument8 pagesSurface Vehicle Standardwilian_coelho3309No ratings yet
- Harmonized "Cluster" Document: Fasteners Property Classes of Special ServiceDocument7 pagesHarmonized "Cluster" Document: Fasteners Property Classes of Special ServiceIBRNo ratings yet
- 00-Din-27 Din en 15800 SpringsDocument19 pages00-Din-27 Din en 15800 SpringsEricisrael100% (2)
- ES-VE-064 Plating StandardDocument8 pagesES-VE-064 Plating StandardFCP PUNEKARNo ratings yet
- Zinc Electroplated Coatings: Process Standard Page: 1/22Document22 pagesZinc Electroplated Coatings: Process Standard Page: 1/22IBRNo ratings yet
- Ford 970Document4 pagesFord 970amanNo ratings yet
- VW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)Document11 pagesVW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)jorge solisNo ratings yet
- TL - 260 - en 2004 PDFDocument4 pagesTL - 260 - en 2004 PDFhand42No ratings yet
- Din 976Document7 pagesDin 976anks_raNo ratings yet
- Din 976Document7 pagesDin 976anks_raNo ratings yet
- Une en Iso 898-7 TorqueDocument7 pagesUne en Iso 898-7 TorqueMiguel QueirosNo ratings yet
- B53 3312 - Aço Soldavel Lam Frio (E275-335-390D)Document4 pagesB53 3312 - Aço Soldavel Lam Frio (E275-335-390D)Thiago SilvaNo ratings yet
- Asme B18 2 2Document42 pagesAsme B18 2 2Miguel QueirosNo ratings yet
- OlDocument66 pagesOlcarlosfilipegomes3994No ratings yet
- Fiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICDocument13 pagesFiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICMiguel QueirosNo ratings yet
- Hole Sizes MetricDocument1 pageHole Sizes MetricMiguel QueirosNo ratings yet
- Tightening TorqueDocument2 pagesTightening TorqueMiguel QueirosNo ratings yet
- GC CatalogDocument30 pagesGC CatalogMiguel QueirosNo ratings yet
- Din-En Iso 3506-1 1998 PDFDocument24 pagesDin-En Iso 3506-1 1998 PDFPaco100% (2)
- Bolt & Nut-1 Corrosion Table SP PDFDocument30 pagesBolt & Nut-1 Corrosion Table SP PDFSankar CdmNo ratings yet
- ISO 4016-2001 DIN en ISO 4016-2001 - Hexagon Head BoltsDocument13 pagesISO 4016-2001 DIN en ISO 4016-2001 - Hexagon Head BoltsMiguel AngelNo ratings yet
- GC CatalogDocument30 pagesGC CatalogMiguel QueirosNo ratings yet
- Bolt & Nut-1 Corrosion Table SP PDFDocument30 pagesBolt & Nut-1 Corrosion Table SP PDFSankar CdmNo ratings yet
- Din-En Iso 3506-1 1998 PDFDocument24 pagesDin-En Iso 3506-1 1998 PDFPaco100% (2)
- ISO 4016-2001 DIN en ISO 4016-2001 - Hexagon Head BoltsDocument13 pagesISO 4016-2001 DIN en ISO 4016-2001 - Hexagon Head BoltsMiguel AngelNo ratings yet
- OlDocument66 pagesOlcarlosfilipegomes3994No ratings yet
- Fiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICDocument13 pagesFiat 9.57409 - 2007-04 - ZINC - NICKEL ALLOY ELECTROLYTICMiguel QueirosNo ratings yet
- EJOT Spiralform: The Thread Formers For MetalDocument16 pagesEJOT Spiralform: The Thread Formers For MetalMiguel QueirosNo ratings yet
- Home About TR TR Products Tech Support News Contact Search: Login Join Visit Investor Website EnglishDocument1 pageHome About TR TR Products Tech Support News Contact Search: Login Join Visit Investor Website EnglishMiguel QueirosNo ratings yet
- OlDocument66 pagesOlcarlosfilipegomes3994No ratings yet
- GC CatalogDocument30 pagesGC CatalogMiguel QueirosNo ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- Worldwide Engineering Standards: Material Specification Finish GMW4700Document4 pagesWorldwide Engineering Standards: Material Specification Finish GMW4700Miguel Queiros100% (4)
- KAMAX - Bolt and Screw CompendiumDocument60 pagesKAMAX - Bolt and Screw Compendiumjzaw65No ratings yet
- Section 10 Useful Information: General Information - Plastic FastenersDocument1 pageSection 10 Useful Information: General Information - Plastic FastenersMiguel QueirosNo ratings yet
- SDS for Contract Bleach solutionDocument3 pagesSDS for Contract Bleach solutionMustafa Maulana PanrNo ratings yet
- Ch13 Ch16 SuppDocument24 pagesCh13 Ch16 SuppQuoc AnhNo ratings yet
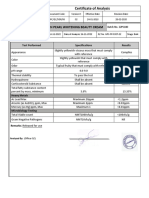
- Beauty CreamDocument1 pageBeauty Creammuhammad imran azizNo ratings yet
- Review Lipid ShorteningsDocument34 pagesReview Lipid Shorteningsaruna prasadNo ratings yet
- Carbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDocument3 pagesCarbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDanZel DanNo ratings yet
- Twofold CH Functionalization: Palladium-Catalyzed Ortho Arylation of AnilidesDocument5 pagesTwofold CH Functionalization: Palladium-Catalyzed Ortho Arylation of Anilidesmalala000No ratings yet
- General Chemistry 1 / Chemistry For Engineers: CH4701, CH4001Document21 pagesGeneral Chemistry 1 / Chemistry For Engineers: CH4701, CH4001Tadhg O'ShaughnessyNo ratings yet
- Registered Drugs IIDocument201 pagesRegistered Drugs IILorena IsaNo ratings yet
- CH 243. AromaticityDocument63 pagesCH 243. Aromaticityjob omyNo ratings yet
- Comparative Study On The Continuous Flow Hydrothermal Liquefaction of Various Wet-Waste Feedstock TypesDocument11 pagesComparative Study On The Continuous Flow Hydrothermal Liquefaction of Various Wet-Waste Feedstock Types719594 719594No ratings yet
- Alternative Fuels in Cement IndustryDocument12 pagesAlternative Fuels in Cement Industrysuleman205100% (1)
- Life Cycle Assessment of SunscreenDocument7 pagesLife Cycle Assessment of SunscreenAyesha ZakirNo ratings yet
- MSDS for Doshion CSA 9(H+) Strong Acid Cation Exchange ResinDocument5 pagesMSDS for Doshion CSA 9(H+) Strong Acid Cation Exchange ResinDzulkifli MuhamadNo ratings yet
- Cosmos Alminium-Technical - Specifications PDFDocument2 pagesCosmos Alminium-Technical - Specifications PDFmindsopenNo ratings yet
- Ratio and proportion worksheet solutionsDocument2 pagesRatio and proportion worksheet solutionsMAHESH VNo ratings yet
- DELO ELC Premixed PDSDetailPage 2Document4 pagesDELO ELC Premixed PDSDetailPage 2Dian Wahyu AlfatahNo ratings yet
- Investigatory ProjectDocument37 pagesInvestigatory ProjectMansi DangiNo ratings yet
- General Organic and Biochemistry An Applied Approach 2nd Edition James Armstrong Solutions ManualDocument14 pagesGeneral Organic and Biochemistry An Applied Approach 2nd Edition James Armstrong Solutions Manuala136596500No ratings yet
- Cambridge Assessment International Education: Co-Ordinated Sciences 0654/41 May/June 2018Document11 pagesCambridge Assessment International Education: Co-Ordinated Sciences 0654/41 May/June 2018The MumtazNo ratings yet
- Report On Rayon FibresDocument7 pagesReport On Rayon FibresMomin ShahNo ratings yet
- Drug Directory 2005Document204 pagesDrug Directory 2005Jeetu ShamdasaniNo ratings yet
- Sulphuric AcidDocument14 pagesSulphuric AcidNoman AslamNo ratings yet
- Detection of Food AdulterationDocument10 pagesDetection of Food AdulterationDavara Paresh R.No ratings yet
- DualSeal Airtight-Double-Cap Bottled ReagentsDocument7 pagesDualSeal Airtight-Double-Cap Bottled ReagentsSupat MuangyotNo ratings yet
- Organic Chemistry Lab Report Reactions of Aldehydes and KetonesDocument11 pagesOrganic Chemistry Lab Report Reactions of Aldehydes and KetonesLutfil Hadi100% (1)
- EnergeticsDocument2 pagesEnergeticsrudywahudiNo ratings yet
- Classification Test For Organic HalidesDocument4 pagesClassification Test For Organic HalidesChynna SyNo ratings yet
- Ch7 HM 3 1Document2 pagesCh7 HM 3 1Najmul Puda PappadamNo ratings yet
- Gypsum ProductsDocument8 pagesGypsum Productsمحمد الخزرجيNo ratings yet
- Zadania ChemiaDocument1 pageZadania ChemiamichalNo ratings yet