You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Clutch Cylinder With PWM Valves and Sensor PDFDocument2 pagesClutch Cylinder With PWM Valves and Sensor PDFSherzad Chem100% (5)
- Guide For The Use of Polymers in Concrete: ACI 548.1R-97Document29 pagesGuide For The Use of Polymers in Concrete: ACI 548.1R-97Control de calidad Antamina100% (1)
- BS 1521Document11 pagesBS 1521Shameel PtNo ratings yet
- SX019a-Example Column Base Connection Under Axial Compression PDFDocument5 pagesSX019a-Example Column Base Connection Under Axial Compression PDFdvelchev100% (1)
- Fabricated Deformed Steel Bar Mats For Concrete ReinforcementDocument4 pagesFabricated Deformed Steel Bar Mats For Concrete ReinforcementBa Lestari WijanarkoNo ratings yet
- Installation of Metal Ceiling Suspension Systems For Acoustical Tile and Lay-In PanelsDocument5 pagesInstallation of Metal Ceiling Suspension Systems For Acoustical Tile and Lay-In PanelsJuan Carlos Huisa ChuraNo ratings yet
- Worked Examples Ec2 Def080723Document120 pagesWorked Examples Ec2 Def080723dan_ospir67% (3)
- TWI Knowledge Summary - Fitness For PurposeDocument5 pagesTWI Knowledge Summary - Fitness For Purposedhurusha100% (1)
- Construction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerDocument13 pagesConstruction and Building Materials: Min Wu, Björn Johannesson, Mette GeikerKaryne FerreiraNo ratings yet
- Lead and Lead CompoundsDocument228 pagesLead and Lead CompoundsabwinsonNo ratings yet
- Threaded Lifting Systems-UkDocument24 pagesThreaded Lifting Systems-UkCristi AndoneNo ratings yet
- Calculation and Spesification of Fuel Oil System: Design Iv Machinery Department of Marine EngineeringDocument42 pagesCalculation and Spesification of Fuel Oil System: Design Iv Machinery Department of Marine EngineeringMuzami ThahirNo ratings yet
- Adjustment Computation Notes by UotilaDocument59 pagesAdjustment Computation Notes by Uotilatangdc99No ratings yet
- Testing Concrete Compressive StrengthDocument2 pagesTesting Concrete Compressive Strengthsmartman35No ratings yet
- DOTCatalog PDFDocument16 pagesDOTCatalog PDFsajawalNo ratings yet
- Astm D 1751Document2 pagesAstm D 1751Mohammad YaseenNo ratings yet
- WIMO Final 2018 Mock P1fDocument8 pagesWIMO Final 2018 Mock P1fDo Yun100% (1)
- Chapter 3 TimbersDocument52 pagesChapter 3 Timbersaman sudi100% (1)
- BS 1521-1972Document11 pagesBS 1521-1972nazgul85No ratings yet
- ASTM E 84 TestDocument36 pagesASTM E 84 TestseetharamannNo ratings yet
- ASTM C 642-97 TM Density, Absorption & Voids in Hard. ConcDocument3 pagesASTM C 642-97 TM Density, Absorption & Voids in Hard. ConcGowtham RathinamNo ratings yet
- NR 06 - Shock Absorption Performance of Construction Helmets Under Repeated ImpactsDocument19 pagesNR 06 - Shock Absorption Performance of Construction Helmets Under Repeated ImpactsCPSSTNo ratings yet
- Astm 1579Document7 pagesAstm 1579Paolita Zubieta BelloNo ratings yet
- Identification of Business Processes in An Enterprise ManagementDocument10 pagesIdentification of Business Processes in An Enterprise ManagementWilliam GunawanNo ratings yet
- .Methods of Physical Tests For Hydraulic Cement: Indian StandardDocument8 pages.Methods of Physical Tests For Hydraulic Cement: Indian StandardRS EngineeringNo ratings yet
- Testing Aggregates: BS 812: Part 120: 1989Document10 pagesTesting Aggregates: BS 812: Part 120: 1989AmanNo ratings yet
- D3406 - 95 (Reapproved 2006) PDFDocument3 pagesD3406 - 95 (Reapproved 2006) PDFBlack GokuNo ratings yet
- Nondestructive Evaluation of Wood-Based Flexural Members Using Transverse VibrationDocument8 pagesNondestructive Evaluation of Wood-Based Flexural Members Using Transverse Vibrationasma hamzaNo ratings yet
- ASTM C 109 C109M-16aDocument10 pagesASTM C 109 C109M-16aMohammed AliNo ratings yet
- SandcreteBlocksJAE2004 PDFDocument9 pagesSandcreteBlocksJAE2004 PDFAbubakar Abdul RaufNo ratings yet
- INMO Air User GuideDocument34 pagesINMO Air User GuidebagasNo ratings yet
- Basf Masterflow 950 TdsDocument3 pagesBasf Masterflow 950 TdsplmoNo ratings yet
- Aggregate Impact ValueDocument5 pagesAggregate Impact Valueonline researchNo ratings yet
- C704 C704 12Document11 pagesC704 C704 12mallesh100% (1)
- Ytl Cement - Kursb 1Document1 pageYtl Cement - Kursb 1الهادي الياس100% (1)
- Astm D689 - 2003Document6 pagesAstm D689 - 2003Teymur RegenmaisterNo ratings yet
- 10 - TDS - Emaco S22 NBDocument3 pages10 - TDS - Emaco S22 NBaahtagoNo ratings yet
- D790 - 10 PDFDocument11 pagesD790 - 10 PDFShanaka Jayasekara67% (3)
- Mortar TestingDocument4 pagesMortar TestingSasanka SekharNo ratings yet
- Isobond: SBR Bonding AdmixtureDocument3 pagesIsobond: SBR Bonding AdmixtureHussain MarzooqNo ratings yet
- D 6207-97 Test Method For Dimensional Stability of Fabrics TDocument6 pagesD 6207-97 Test Method For Dimensional Stability of Fabrics TAnonymous UoRu4s0% (1)
- SikaProof membrane PDSDocument2 pagesSikaProof membrane PDSKennethNo ratings yet
- Projectmodified Mix Design For ConcreteDocument32 pagesProjectmodified Mix Design For ConcreteSagarNo ratings yet
- Sikatherm® Foam 45 IN: Product Data SheetDocument4 pagesSikatherm® Foam 45 IN: Product Data SheetTarun KumarNo ratings yet
- Al-Jazeera Green Semi GlossDocument1 pageAl-Jazeera Green Semi GlossmctmcNo ratings yet
- ASTM D 2939 - 2003 (Withdrawn 2012)Document7 pagesASTM D 2939 - 2003 (Withdrawn 2012)Mohammed AliNo ratings yet
- The Initial Surface Absorption Test (ISAT) : An Analytical ApproachDocument7 pagesThe Initial Surface Absorption Test (ISAT) : An Analytical ApproachNuril IshakNo ratings yet
- UPV test measures concrete qualityDocument12 pagesUPV test measures concrete qualityFahmy AzizNo ratings yet
- Instruments For Various TestsDocument14 pagesInstruments For Various TestsReshmita PallaNo ratings yet
- Hyper CreteDocument2 pagesHyper CretedjgiumixNo ratings yet
- Basf Masteremaco Application GuideDocument15 pagesBasf Masteremaco Application GuideSolomon AhimbisibweNo ratings yet
- Laboratory Filter Papers: Standard Specification ForDocument4 pagesLaboratory Filter Papers: Standard Specification ForAhmed AlzubaidiNo ratings yet
- As 3706.10.1-2001 Geotextiles - Methods of Test Determination of Transmissivity - Radial MethodDocument2 pagesAs 3706.10.1-2001 Geotextiles - Methods of Test Determination of Transmissivity - Radial MethodSAI Global - APACNo ratings yet
- Pure Epoxy Fx-E400: Technical Data SheetDocument7 pagesPure Epoxy Fx-E400: Technical Data SheetRana Ahmad Aamir100% (1)
- Cmaa CM01 2019Document32 pagesCmaa CM01 2019Moren AlfonsoNo ratings yet
- Portland Cement Plaster Over CMUDocument2 pagesPortland Cement Plaster Over CMUoikono_klast100% (1)
- State of The Art in Grout MixesDocument38 pagesState of The Art in Grout MixesChristian SchembriNo ratings yet
- Masterseal 588: Description Packaging and ColorsDocument2 pagesMasterseal 588: Description Packaging and ColorsmariaNo ratings yet
- ASTM D3359 Standard Test Methods For Measuring Adhesion by Tape TestDocument2 pagesASTM D3359 Standard Test Methods For Measuring Adhesion by Tape TestEdgarDavidDiazCamposNo ratings yet
- MBS MasterBrace BrochureDocument8 pagesMBS MasterBrace BrochureAPURV GOYALNo ratings yet
- Corrugated High Density Polyethylene (HDPE) Grease Interceptor TanksDocument4 pagesCorrugated High Density Polyethylene (HDPE) Grease Interceptor TanksAhmad Zubair RasulyNo ratings yet
- Renderoc TgxtraDocument2 pagesRenderoc TgxtratalatzahoorNo ratings yet
- RILEM TC 191-ARP Recommended Test Method for Detecting Alkali-Reactivity in Concrete AggregatesDocument8 pagesRILEM TC 191-ARP Recommended Test Method for Detecting Alkali-Reactivity in Concrete AggregatesJorge Guerra LópezNo ratings yet
- Flooring ReportDocument4 pagesFlooring Reportn.k.indiaNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To Informationsudhir5441No ratings yet
- Roof cladding waterproofingDocument2 pagesRoof cladding waterproofingbilly wuNo ratings yet
- BS 5254 - 1976Document20 pagesBS 5254 - 1976Ahmed AbidNo ratings yet
- Thsu BW PocketDocument1 pageThsu BW PocketVíctor Ruiz GeaNo ratings yet
- Potain Topkit H30/30C & Liebherr Tower Crane Foundation DesignDocument4 pagesPotain Topkit H30/30C & Liebherr Tower Crane Foundation DesigngeraldNo ratings yet
- Week 1: Workout 1 (Monday) : Chest, Back, AbsDocument9 pagesWeek 1: Workout 1 (Monday) : Chest, Back, AbsgeraldNo ratings yet
- SpecGuide - PDF IGSDocument94 pagesSpecGuide - PDF IGSLUISA ARIASNo ratings yet
- Flexprime PS100 - TDSDocument2 pagesFlexprime PS100 - TDSgeraldNo ratings yet
- Flexprime PS100 - TDSDocument2 pagesFlexprime PS100 - TDSgeraldNo ratings yet
- Delmar Unit 4 Magnetism Sept 2022Document51 pagesDelmar Unit 4 Magnetism Sept 2022Williams UgazNo ratings yet
- Accurate Doppler Current Sensor for Measuring Sea Current Speed and DirectionDocument4 pagesAccurate Doppler Current Sensor for Measuring Sea Current Speed and DirectionKiran VepanjeriNo ratings yet
- Spract 4Document24 pagesSpract 4Jennifer SmithNo ratings yet
- LDX 9013DS VTM Product SpecificationsDocument3 pagesLDX 9013DS VTM Product Specificationsgab manNo ratings yet
- Problems On Trigonometric Identities With SolutionsDocument7 pagesProblems On Trigonometric Identities With SolutionsLeonarda Bagtindon LicayanNo ratings yet
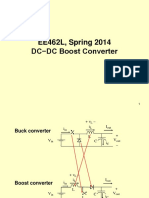
- DC DC Boost ConverterDocument21 pagesDC DC Boost Converterrokbraihan2No ratings yet
- IBPS RRB Clerk Prelims Mock Test PDF - (English Version) : Numerical AbilityDocument23 pagesIBPS RRB Clerk Prelims Mock Test PDF - (English Version) : Numerical AbilitySajal MalNo ratings yet
- Dyno ShortcutsDocument9 pagesDyno ShortcutsJordy CinqvalNo ratings yet
- Manual Testing - Common Interview QuestionsDocument31 pagesManual Testing - Common Interview QuestionsSravanthi AylaNo ratings yet
- Quiz 4 Plot and Graph AnsDocument4 pagesQuiz 4 Plot and Graph AnsCh asimNo ratings yet
- MTH302 - Business Mathematics & Statistics - Solved - MID Term Paper - 05Document5 pagesMTH302 - Business Mathematics & Statistics - Solved - MID Term Paper - 05ehtasham shakeelNo ratings yet
- High Voletage Lithium Batteries - LNMODocument2 pagesHigh Voletage Lithium Batteries - LNMOajunkie17No ratings yet
- NEWIRPWMDocument5 pagesNEWIRPWMDYCEC SERDNo ratings yet
- FTP Imp RCDocument48 pagesFTP Imp RCKarthik KeyanNo ratings yet
- Hb2637l-Evk-301 DPT HSDocument10 pagesHb2637l-Evk-301 DPT HSAlec NanetteNo ratings yet
- LEP 4.1.07 Semiconductor Thermogenerator: Related TopicsDocument3 pagesLEP 4.1.07 Semiconductor Thermogenerator: Related Topicsjrfisico2011No ratings yet
- Determine Earth's Magnetic Field Using Tangent GalvanometerDocument26 pagesDetermine Earth's Magnetic Field Using Tangent GalvanometerKusum SukhijaNo ratings yet
- Supreme Roa02Document1 pageSupreme Roa02MUDI SOBARHADINo ratings yet
- Deep Learning For Sentiment Analysis of Tunisian DDocument21 pagesDeep Learning For Sentiment Analysis of Tunisian DJamila HamdiNo ratings yet
- CH 14Document34 pagesCH 14Tarun NeerajNo ratings yet
- Topic 2: Random Variables and Their Distributions: Rohini Somanathan Course 003, 2016Document16 pagesTopic 2: Random Variables and Their Distributions: Rohini Somanathan Course 003, 2016SaswataNo ratings yet
- Injection Pump Test SpecificationsDocument2 pagesInjection Pump Test SpecificationsKevin TtitoNo ratings yet
- Microsoft Word: The Most Popular Word ProcessorDocument93 pagesMicrosoft Word: The Most Popular Word ProcessorNirmal KambojNo ratings yet
- معوقات انتشار التجارة الإلكترونية في مجال تسويق وثائق التامين فى سوق التأمين المصرىDocument3 pagesمعوقات انتشار التجارة الإلكترونية في مجال تسويق وثائق التامين فى سوق التأمين المصرىIslam SiamNo ratings yet
- Analysis On Spatial Variation of Rainfall and Groundwater Fluctuation in Hebballa Watershed, Mysore District, Karnataka, IndiaDocument7 pagesAnalysis On Spatial Variation of Rainfall and Groundwater Fluctuation in Hebballa Watershed, Mysore District, Karnataka, IndiaEditor IJTSRDNo ratings yet
- Thorn User ManualDocument38 pagesThorn User ManualdanNo ratings yet