You might also like
- Machine Design Unit 1 Design PhilosophyDocument12 pagesMachine Design Unit 1 Design PhilosophyAnand Babu100% (3)
- Design of Transmission SystemsDocument5 pagesDesign of Transmission SystemsViswanathan KrishNo ratings yet
- ME8073 - UNCONVENTIONAL MACHINING PROCESSES SyllabusDocument2 pagesME8073 - UNCONVENTIONAL MACHINING PROCESSES SyllabusP.N. MohankumarNo ratings yet
- Cad Assignment 1Document14 pagesCad Assignment 1Gursewak SinghNo ratings yet
- BIW - BeadsDocument2 pagesBIW - BeadsArvind97No ratings yet
- Mass PropertiesDocument17 pagesMass Propertiespalaniappan_pandianNo ratings yet
- Machine Drawing Lab: Course Code: BTM 321 Credit Units: 01 Course ContentsDocument1 pageMachine Drawing Lab: Course Code: BTM 321 Credit Units: 01 Course ContentsSanjay GomastaNo ratings yet
- Module 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)Document2 pagesModule 1 AND MODULE 2 Question Bank - ADDITIVE MANUFACTURING (AM)MUHAMMED FAISALNo ratings yet
- B.tech. Syllabus AE With Short NotesDocument64 pagesB.tech. Syllabus AE With Short NotesAryan KumarNo ratings yet
- Me1008 Unit 3 Theory of Metal CuttingDocument39 pagesMe1008 Unit 3 Theory of Metal CuttingPruthviraj rathodNo ratings yet
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- Mechanics of Material - SyllabusDocument2 pagesMechanics of Material - SyllabusRahul PatilNo ratings yet
- ME83691-Computer Aided Design and ManufacturingDocument15 pagesME83691-Computer Aided Design and Manufacturingraman thiru55No ratings yet
- 300+ TOP THEORY of MACHINES Questions and Answers PDFDocument32 pages300+ TOP THEORY of MACHINES Questions and Answers PDFkrishnaNo ratings yet
- Effect of Motorcycle HelmetDocument8 pagesEffect of Motorcycle Helmetbmengg faculty2No ratings yet
- Simulation Lab ManualDocument60 pagesSimulation Lab Manualvensesfrank100% (1)
- Product Design Project Report On Device To Aid Outdoor CleaningDocument23 pagesProduct Design Project Report On Device To Aid Outdoor CleaningNajiNo ratings yet
- DME-814 Computer Integrated ManufacturingDocument76 pagesDME-814 Computer Integrated ManufacturingFarooq ShahNo ratings yet
- Unit Iii Visual RealismDocument59 pagesUnit Iii Visual RealismJabin JoeNo ratings yet
- Cad Cam Cae ChallengesDocument13 pagesCad Cam Cae ChallengesManoj Dhage0% (1)
- Lecture 1 Introduction To CAD-CAMDocument4 pagesLecture 1 Introduction To CAD-CAMabbas6063No ratings yet
- Sathyabama Question PaperDocument3 pagesSathyabama Question PaperamiestudentNo ratings yet
- P6 Presentation-30-3-2021Document68 pagesP6 Presentation-30-3-2021Moiz MalikNo ratings yet
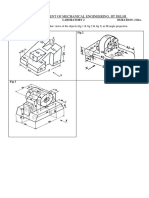
- drwing-IIT Que-1 PDFDocument14 pagesdrwing-IIT Que-1 PDFNur Alam100% (1)
- CAEDPDocument2 pagesCAEDPDurgaprasad DhanivireddyNo ratings yet
- Computer Application in DesignDocument1 pageComputer Application in DesignAntony PrabuNo ratings yet
- Rack and Pinion Steering DesigningDocument19 pagesRack and Pinion Steering DesigningAudrian Louven Realubit Sabado0% (2)
- Lecture 1 CAD Notes PDFDocument22 pagesLecture 1 CAD Notes PDFAnonymous hlRLVcMNo ratings yet
- Lecture 6 - Manufacturing Models and MetricsDocument14 pagesLecture 6 - Manufacturing Models and Metricsjamunaa83No ratings yet
- Computer Integrated Manufacturing (PLTW) SyllabusDocument4 pagesComputer Integrated Manufacturing (PLTW) SyllabusmailmelakaNo ratings yet
- Leaf Spring Project PDFDocument23 pagesLeaf Spring Project PDFRahulJNair100% (2)
- Co Po Mapping (Example)Document2 pagesCo Po Mapping (Example)selva_raj215414No ratings yet
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- Artificial Intelligience in Mechanical EngineeringDocument12 pagesArtificial Intelligience in Mechanical Engineering20 Atharv SalunkheNo ratings yet
- Design of A 3D Printed OrnithopterDocument4 pagesDesign of A 3D Printed OrnithopterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- CMRIT R18 Syllabus ME PDFDocument142 pagesCMRIT R18 Syllabus ME PDFMaddipudi RamakrishnaNo ratings yet
- Mechanical Engineering DrawingDocument89 pagesMechanical Engineering DrawingRahmanNo ratings yet
- Modul 7 Group TechnologyDocument59 pagesModul 7 Group TechnologyFajar BahariNo ratings yet
- MC Design 2Document71 pagesMC Design 2Upayan Ghatak100% (1)
- Pre-Planning FunctionDocument10 pagesPre-Planning FunctionSandeep ChoudharyNo ratings yet
- National Skill Training Institute, Mumbai: Draughtsman Mechanical, CitsDocument27 pagesNational Skill Training Institute, Mumbai: Draughtsman Mechanical, CitsNitin B maske100% (1)
- Chapter 1 - Basic Principles of MetrologyDocument9 pagesChapter 1 - Basic Principles of MetrologyJJ PJNo ratings yet
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDocument26 pagesUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNo ratings yet
- ME1355-CAD / CAM Laboratory: Lab ManualDocument42 pagesME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- Durability Assessments of Motorcycle Handlebars Ken-Yuan Lin, 2005 XXXXXDocument25 pagesDurability Assessments of Motorcycle Handlebars Ken-Yuan Lin, 2005 XXXXXjaydeepnaruleNo ratings yet
- CC 9221 Design For ManufactureDocument2 pagesCC 9221 Design For ManufactureM.Saravana Kumar..M.ENo ratings yet
- Automation of Ac System Employing PLC and ScadaDocument10 pagesAutomation of Ac System Employing PLC and Scadaeyob feshaNo ratings yet
- Short Question Bank CADDocument3 pagesShort Question Bank CADnravin5No ratings yet
- Skill Development: Oem'S Authorized Cad/Cae Training CenterDocument1 pageSkill Development: Oem'S Authorized Cad/Cae Training CenterSheik ShafiNo ratings yet
- Module 5-Shaper (Handouts)Document9 pagesModule 5-Shaper (Handouts)Fayyaz NadeemNo ratings yet
- Me III II DMM II LnotesDocument33 pagesMe III II DMM II LnotesChandu MallamNo ratings yet
- CATIA Interview QuesionsDocument64 pagesCATIA Interview Quesionshariganesh697556No ratings yet
- Me-331 Design of Machine Elements Unit Iv Design of Basic ElementsDocument25 pagesMe-331 Design of Machine Elements Unit Iv Design of Basic ElementsMuthuvel MNo ratings yet
- Nov Dec 2016 PPC Question PaperDocument21 pagesNov Dec 2016 PPC Question PapersathyadallyNo ratings yet
- Computer Aided Manufacturing: Course ContentsDocument150 pagesComputer Aided Manufacturing: Course ContentsKaviya GaneshNo ratings yet
- COMPUTER AIDED MANUFACTURING - Chapter 1Document15 pagesCOMPUTER AIDED MANUFACTURING - Chapter 1Sweta Morabiya0% (1)
- CCA NOTES Module 3 and 4Document66 pagesCCA NOTES Module 3 and 4shiv sharmaNo ratings yet
- Learning Material: Department of Mechanical and Automation EngineeringDocument73 pagesLearning Material: Department of Mechanical and Automation EngineeringVipin SureshNo ratings yet
- Computer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionDocument23 pagesComputer Integrated Manufacturing: IV Year Mechanical Engg. Notes On Lesson Unit - I: IntroductionAndrei PodarNo ratings yet
- 1.cim Text BookDocument18 pages1.cim Text BookVinayakNo ratings yet
- Refrigeration and Air Conditioning Aug-Sept 2021Document2 pagesRefrigeration and Air Conditioning Aug-Sept 2021Sai Radha KrishnaNo ratings yet
- 4 Year Lesson Plan 1Document18 pages4 Year Lesson Plan 1Sai Radha KrishnaNo ratings yet
- Project ProposalDocument1 pageProject ProposalSai Radha KrishnaNo ratings yet
- Industrial Engineering-Estimating and Costing MAR-APRIL 2021Document4 pagesIndustrial Engineering-Estimating and Costing MAR-APRIL 2021Sai Radha KrishnaNo ratings yet
- Computer Aided Manufacturing Systems Aug-Sept 2021Document2 pagesComputer Aided Manufacturing Systems Aug-Sept 2021Sai Radha KrishnaNo ratings yet
- Projection of Points &lineDocument25 pagesProjection of Points &lineSai Radha KrishnaNo ratings yet
- Thermodynamics Assignment QuestionsDocument1 pageThermodynamics Assignment QuestionsSai Radha KrishnaNo ratings yet
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- Metrology: BY A.Radha KrishnaDocument73 pagesMetrology: BY A.Radha KrishnaSai Radha KrishnaNo ratings yet
- IB - TECH I SEM English - MaterialDocument22 pagesIB - TECH I SEM English - MaterialSai Radha Krishna100% (12)
- Mandava Institute of Engineering and Technology: Ib - Tech Isem I Mid ExaminationsDocument2 pagesMandava Institute of Engineering and Technology: Ib - Tech Isem I Mid ExaminationsSai Radha KrishnaNo ratings yet
- Faculty Recruitment TestDocument8 pagesFaculty Recruitment TestSai Radha KrishnaNo ratings yet
- Conic Sections: Nomenclature of ConeDocument13 pagesConic Sections: Nomenclature of ConeSai Radha KrishnaNo ratings yet
- Sheet No.4: ELLIPSE (Eccentricity/General Method)Document1 pageSheet No.4: ELLIPSE (Eccentricity/General Method)Sai Radha KrishnaNo ratings yet
- DesignofshaftscouplingsDocument45 pagesDesignofshaftscouplingsSai Radha KrishnaNo ratings yet
- Metrology: BY A.Radha KrishnaDocument73 pagesMetrology: BY A.Radha KrishnaSai Radha KrishnaNo ratings yet
- SOLIDWORKS Ebook Freedom Create Designs AnywhereDocument17 pagesSOLIDWORKS Ebook Freedom Create Designs AnywhereTudor ȚăranuNo ratings yet
- Pump. College of Engineering, University of Southeastern Philippines, Davao CityDocument3 pagesPump. College of Engineering, University of Southeastern Philippines, Davao CityJimmy ValeNo ratings yet
- Product and Service Design ReviewerDocument7 pagesProduct and Service Design ReviewerFrue LoveNo ratings yet
- Use of Computers in Textile Industry - by - AbuBakkar MarwatDocument29 pagesUse of Computers in Textile Industry - by - AbuBakkar MarwatAbu Bakkar67% (3)
- CAD and Rapid Prototyping For Product DesignDocument177 pagesCAD and Rapid Prototyping For Product DesignRoberto Cruz100% (1)
- Rapid Tooling Technologies & Industrial ApplicationsDocument267 pagesRapid Tooling Technologies & Industrial ApplicationsDenis Cabrera Anaya100% (1)
- Axial Fan (Solid Works Design)Document14 pagesAxial Fan (Solid Works Design)ThanosNo ratings yet
- Introduction To Industry StandardsDocument32 pagesIntroduction To Industry Standardszeu chNo ratings yet
- Floormap MFL Tank Bottom InspectionDocument4 pagesFloormap MFL Tank Bottom Inspectionlanang08No ratings yet
- lecture04C-CFD - ICEM Mesh PDFDocument185 pageslecture04C-CFD - ICEM Mesh PDFkishoreNo ratings yet
- CAD SeminarDocument31 pagesCAD SeminarAdan DubeNo ratings yet
- Mastercam2020 MultiaxisAdvanced TrainingTutorial SAMPLEDocument43 pagesMastercam2020 MultiaxisAdvanced TrainingTutorial SAMPLENguyen Van LyNo ratings yet
- DRAFT User Guide Part2Document225 pagesDRAFT User Guide Part2Okey OkoliNo ratings yet
- CAD Regional Task 2010 - 4 Cylinder Boxer Engine With DrawingsDocument6 pagesCAD Regional Task 2010 - 4 Cylinder Boxer Engine With DrawingsAnitaNo ratings yet
- Smap3D Piping enDocument8 pagesSmap3D Piping enMani Mahalingam MasilaNo ratings yet
- MED M.TechDocument39 pagesMED M.TechvinaykumaryadavNo ratings yet
- CRT InformationDocument5 pagesCRT InformationA CNo ratings yet
- Tips To Start Architecture FirmDocument5 pagesTips To Start Architecture FirmShailesh SanchetiNo ratings yet
- Fundamentals of CadDocument16 pagesFundamentals of CadKrishna veniNo ratings yet
- Piping Arrangement ChecklistDocument1 pagePiping Arrangement ChecklistAbhishek SharmaNo ratings yet
- 4 Draughtsman (Civil) 2017Document73 pages4 Draughtsman (Civil) 2017Renu SainiNo ratings yet
- Patran 2010 User's GuideDocument228 pagesPatran 2010 User's GuideDon100% (1)
- Concurrent Engineering Design SyllabusDocument19 pagesConcurrent Engineering Design Syllabusalexcittadini01No ratings yet
- SIMSOLID FastStartTrainingGuide PDFDocument73 pagesSIMSOLID FastStartTrainingGuide PDFadigraduNo ratings yet
- Minesight 3D: Create, Manipulate, and Visualize Your Project DataDocument2 pagesMinesight 3D: Create, Manipulate, and Visualize Your Project Datamaster1793No ratings yet
- Bim Contract IssuesDocument9 pagesBim Contract IssuesEl ZharNo ratings yet
- HypCut User Manual V1.4Document66 pagesHypCut User Manual V1.4Deepak IshaannNo ratings yet
- BUDGET-OF-WORK 7 STE 3rd QDocument2 pagesBUDGET-OF-WORK 7 STE 3rd Qcarren salenNo ratings yet
- Avela ChristofferDocument66 pagesAvela Christofferreza_powerNo ratings yet