You might also like
- 2nd Edition 2016 Design Guide 11 - Floor Vibrations Due To Human Activity PDFDocument138 pages2nd Edition 2016 Design Guide 11 - Floor Vibrations Due To Human Activity PDFSigfridoLoges100% (5)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Designers Guide To Eurocode 6 Design of Masonry Structures EN 1996 1 1 PDFDocument144 pagesDesigners Guide To Eurocode 6 Design of Masonry Structures EN 1996 1 1 PDFAtiq R RafiNo ratings yet
- NF P 18 710 UhpcDocument136 pagesNF P 18 710 UhpcKashif Naukhez100% (2)
- Fire Safety of Composites in Prefabricated Building (FRP)Document12 pagesFire Safety of Composites in Prefabricated Building (FRP)hafiz zain saeedNo ratings yet
- ASM ExtrusionDocument605 pagesASM ExtrusionGokhan Celikdag100% (2)
- The Technology of Cement IndustriesDocument42 pagesThe Technology of Cement Industriestesfayregs gebretsadik0% (1)
- Substation Design DataDocument23 pagesSubstation Design DataHugh cab100% (1)
- Alloy 6013 Tech Sheet 1Document4 pagesAlloy 6013 Tech Sheet 1IlyasNo ratings yet
- ALUMINIUM ALLOYS FOR EXTRUDED PROFILESDocument19 pagesALUMINIUM ALLOYS FOR EXTRUDED PROFILESDon JonesNo ratings yet
- DECADES OF DEDICATION TO THE NATIONDocument4 pagesDECADES OF DEDICATION TO THE NATIONTarun BhatiaNo ratings yet
- Physical and Piezoelectric Properties of APC Materials ChartDocument2 pagesPhysical and Piezoelectric Properties of APC Materials ChartTrương Anh DuyNo ratings yet
- Plasma HPR130Document4 pagesPlasma HPR130Imre VarnjuNo ratings yet
- Safe Reliable Powerful: Molded Case Circuit Breaker NZM - 1000 VACDocument6 pagesSafe Reliable Powerful: Molded Case Circuit Breaker NZM - 1000 VACAndy FarleyNo ratings yet
- Zetty Catalogue 121Document1 pageZetty Catalogue 121ramukolakiNo ratings yet
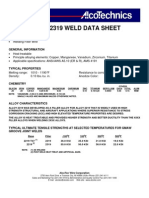
- Alloy 2319 welding data sheetDocument2 pagesAlloy 2319 welding data sheetSyam NathNo ratings yet
- Technical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarDocument2 pagesTechnical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarVignesh BharathiNo ratings yet
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoNo ratings yet
- Propiedades ZamakDocument5 pagesPropiedades ZamakMNNo ratings yet
- S690Document2 pagesS690corsini999No ratings yet
- Alloy 4047 Weld Data SheetDocument2 pagesAlloy 4047 Weld Data SheetMarcoAntonioNo ratings yet
- Technical Losses of Distribution Line (1.8.23)Document4 pagesTechnical Losses of Distribution Line (1.8.23)ASIF KHANNo ratings yet
- HSFG Bolts For Rdso DrawingsDocument5 pagesHSFG Bolts For Rdso DrawingschepurthiNo ratings yet
- Detroit Diesel 92 Service ManualDocument167 pagesDetroit Diesel 92 Service ManualVer Ghom100% (1)
- Technical Data For All PilgersDocument4 pagesTechnical Data For All PilgersTushar PachlangiaNo ratings yet
- Enerji Katalog enDocument406 pagesEnerji Katalog enllruNo ratings yet
- Technical Losses of Distribution Line (1.1.19)Document3 pagesTechnical Losses of Distribution Line (1.1.19)jiguparmar1516No ratings yet
- Technical Losses of Distribution Line (1.1.17)Document4 pagesTechnical Losses of Distribution Line (1.1.17)Vikas VikasNo ratings yet
- Features: Water WaterDocument1 pageFeatures: Water WaterajsdlkasjdklNo ratings yet
- Contactors and Contactor AssembliesDocument18 pagesContactors and Contactor AssemblieschochoroyNo ratings yet
- Anchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Document31 pagesAnchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Sudhanshu PalNo ratings yet
- TorqueDocument2 pagesTorquestaedtlerpNo ratings yet
- Models Indoor Unit Outdoor Unit Arg14Rlb Aog14RgaDocument18 pagesModels Indoor Unit Outdoor Unit Arg14Rlb Aog14Rgabigor2No ratings yet
- Material List 18.07.2017Document2 pagesMaterial List 18.07.2017virai hemanNo ratings yet
- Technical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarDocument2 pagesTechnical Information APP. 5 Field of Application:: 6 Bar/10 Bar /16 BarAshok SureshNo ratings yet
- Product Catalog AluminiuDocument32 pagesProduct Catalog AluminiusnoofsnoofNo ratings yet
- Fatigue Test (Project Report)Document15 pagesFatigue Test (Project Report)Ahmad Fraz0% (1)
- Three Phase Squirrel Cage Induction Motors: Maa Series 63 - 160 SIZESDocument6 pagesThree Phase Squirrel Cage Induction Motors: Maa Series 63 - 160 SIZESsugirinNo ratings yet
- Enclosed Switch CatalogueDocument28 pagesEnclosed Switch CatalogueSteveMateNo ratings yet
- Technical Losses of Distribution Line (1.1.17)Document3 pagesTechnical Losses of Distribution Line (1.1.17)ulul khanNo ratings yet
- Hot Rolled Sheets: LARSSEN (U) SectionsDocument1 pageHot Rolled Sheets: LARSSEN (U) SectionsdikhwanaNo ratings yet
- Strengths: Mixers - AeratorsDocument2 pagesStrengths: Mixers - AeratorsKashif MasudNo ratings yet
- TTM CatalogueDocument26 pagesTTM CatalogueMaksim100% (1)
- DESIGN OPTIMIZATIONDocument35 pagesDESIGN OPTIMIZATIONdasun1988No ratings yet
- Spheroidal GraphiteDocument1 pageSpheroidal GraphiteS.Mohana sundaramNo ratings yet
- Tunnel-13 Steel DetailsDocument10 pagesTunnel-13 Steel DetailsDeepak Lal DasNo ratings yet
- Gas Well Casing and Tubing Data PDFDocument2 pagesGas Well Casing and Tubing Data PDFAlexandru AndreiNo ratings yet
- Series 1060: Zetco Bronze Ball Valve F&F Lever HandleDocument2 pagesSeries 1060: Zetco Bronze Ball Valve F&F Lever HandleguslohNo ratings yet
- ISO 9001, ISO 14001: LG Low Voltage Air Circuit BreakersDocument24 pagesISO 9001, ISO 14001: LG Low Voltage Air Circuit BreakersDong BachNo ratings yet
- GeneralDocument39 pagesGeneralDeerendra KaranthNo ratings yet
- Dasco HvacDocument35 pagesDasco HvacrafaelNo ratings yet
- TurnbucklesDocument4 pagesTurnbucklesFunda TuranNo ratings yet
- Low-loss Power Splitters for Indoor and Outdoor UseDocument1 pageLow-loss Power Splitters for Indoor and Outdoor UseVíctor Romeu100% (1)
- Air GougingDocument4 pagesAir GougingJose Marie Rmgrocks BatoNo ratings yet
- A Study of The Grouped Arrangements of Stud Connectors On Shear StrengthDocument15 pagesA Study of The Grouped Arrangements of Stud Connectors On Shear Strengthfs jiNo ratings yet
- Bs 7835 11Kv LSZH Single Core Screened CableDocument2 pagesBs 7835 11Kv LSZH Single Core Screened CablefoaadahmadNo ratings yet
- Installation Manual for Midea Air Conditioner Models KFR-26GW/BP2DN1Y-PA402(A3), KFR-32GW/BP2DN1Y-PA402(A3), and KFR-35GW/BP2DN1Y-PA402(A3Document40 pagesInstallation Manual for Midea Air Conditioner Models KFR-26GW/BP2DN1Y-PA402(A3), KFR-32GW/BP2DN1Y-PA402(A3), and KFR-35GW/BP2DN1Y-PA402(A3mr.aikidoNo ratings yet
- SD II PDF - OCRDocument18 pagesSD II PDF - OCRSuraj KumarNo ratings yet
- IEI Mechanical Property Matrix For New WebsiteDocument4 pagesIEI Mechanical Property Matrix For New Websitejuan rodriguezNo ratings yet
- Katalog SCV A FC En06Document16 pagesKatalog SCV A FC En06twet wegwNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Original Spear Parts FMCDocument2 pagesOriginal Spear Parts FMCSardar PerdawoodNo ratings yet
- Welded Connections GuideDocument29 pagesWelded Connections GuideShaira CalderonNo ratings yet
- Technical - Spec SkirtDocument25 pagesTechnical - Spec SkirtStructures ProductionNo ratings yet
- Cosmos Alminium-Technical - Specifications PDFDocument2 pagesCosmos Alminium-Technical - Specifications PDFmindsopenNo ratings yet
- Type ESR: FeaturesDocument4 pagesType ESR: FeaturesHari Sita RukminiNo ratings yet
- 20230301-Gate CanopyDocument3 pages20230301-Gate CanopyAbdullah NajjarNo ratings yet
- Eurocode 2: Design of Concrete Structures: @seismicisolationDocument72 pagesEurocode 2: Design of Concrete Structures: @seismicisolationAbdullah NajjarNo ratings yet
- Foyer: Mezzanine Floor Ground FloorDocument1 pageFoyer: Mezzanine Floor Ground FloorAbdullah NajjarNo ratings yet
- BemoDocument17 pagesBemoAbdullah NajjarNo ratings yet
- 035 - C - SK - 024 Stair Details 01Document1 page035 - C - SK - 024 Stair Details 01Abdullah NajjarNo ratings yet
- Eurocode 2 Part 1,6 - DDENV 1992-1-6-1994Document24 pagesEurocode 2 Part 1,6 - DDENV 1992-1-6-1994Abdullah NajjarNo ratings yet
- Spider FaçadeDocument2 pagesSpider FaçadeAbdullah NajjarNo ratings yet
- DumlllJ Unlt-Lolld Method EumplesDocument1 pageDumlllJ Unlt-Lolld Method EumplesAbdullah NajjarNo ratings yet
- 5t Yk CraneDocument1 page5t Yk CraneAbdullah NajjarNo ratings yet
- VIBDocument2 pagesVIBAbdullah NajjarNo ratings yet
- IITK-GSDMA Wind Codes Project ReportDocument106 pagesIITK-GSDMA Wind Codes Project ReportFung MakNo ratings yet
- Hree-Mornant Equation For CBDocument1 pageHree-Mornant Equation For CBAbdullah NajjarNo ratings yet
- Statically Indeterminate Portal Frame by Force MethodDocument1 pageStatically Indeterminate Portal Frame by Force MethodAbdullah NajjarNo ratings yet
- Support Rotation& in A Simply Supported BeamDocument1 pageSupport Rotation& in A Simply Supported BeamAbdullah NajjarNo ratings yet
- Hole Diameters For Type C, D, F, and T ScrewsDocument1 pageHole Diameters For Type C, D, F, and T ScrewsAbdullah NajjarNo ratings yet
- Weld Fillers For Cast AlloysDocument1 pageWeld Fillers For Cast AlloysAbdullah NajjarNo ratings yet
- Appendix 4 Design For Fire ConditionsDocument1 pageAppendix 4 Design For Fire ConditionsAbdullah NajjarNo ratings yet
- Constants For S-N CurvesDocument1 pageConstants For S-N CurvesAbdullah NajjarNo ratings yet
- Stress Category Details for Fatigue DesignDocument1 pageStress Category Details for Fatigue DesignAbdullah NajjarNo ratings yet
- Hole Diameters For TypeDocument1 pageHole Diameters For TypeAbdullah NajjarNo ratings yet
- Appendix 1 Testing: 1.1 General ProvisionsDocument1 pageAppendix 1 Testing: 1.1 General ProvisionsAbdullah NajjarNo ratings yet
- Standard Specifications for Aluminum Alloys and Mechanical TestingDocument1 pageStandard Specifications for Aluminum Alloys and Mechanical TestingAbdullah NajjarNo ratings yet
- Appendix 3 Design For FatigueDocument1 pageAppendix 3 Design For FatigueAbdullah NajjarNo ratings yet
- ELASTIC BUCKLING STRESS Fe OF ELEMENTSDocument1 pageELASTIC BUCKLING STRESS Fe OF ELEMENTSAbdullah NajjarNo ratings yet
- TENSION COEFFICIENT KTDocument1 pageTENSION COEFFICIENT KTAbdullah NajjarNo ratings yet
- Design requirements for structural components subjected to fatigue and repeated loadingDocument1 pageDesign requirements for structural components subjected to fatigue and repeated loadingAbdullah NajjarNo ratings yet
- Excellent barrier and gloss properties of PTM polyester filmDocument1 pageExcellent barrier and gloss properties of PTM polyester filmHamdy AkkadNo ratings yet
- Amran Et Al. 2022 - 3D-Printable Alkali-Activated Concretes For Building Applications-A Critical ReviewDocument24 pagesAmran Et Al. 2022 - 3D-Printable Alkali-Activated Concretes For Building Applications-A Critical Review孟嫣然No ratings yet
- 09-Thai Cooling TowerDocument27 pages09-Thai Cooling TowerEnergy4You100% (1)
- Tekaflex Pu 40 For Use in ConstructionDocument2 pagesTekaflex Pu 40 For Use in ConstructionEzeval GráficaNo ratings yet
- Poly (Vinyl Chloride) Jacket For Wire and CableDocument2 pagesPoly (Vinyl Chloride) Jacket For Wire and Cableمحمد مقلدNo ratings yet
- Wonderwall: Technical LeafletDocument3 pagesWonderwall: Technical LeafletmegaNo ratings yet
- Bubble Cap Tray CatalogDocument12 pagesBubble Cap Tray Cataloghaonamtran2222002No ratings yet
- Cogon Fiber in Earth Brick As A Sustainable Building Material - ReportDocument74 pagesCogon Fiber in Earth Brick As A Sustainable Building Material - ReportLEKI DORJINo ratings yet
- Technical Data Sheet: Easicoat Professional Refinish SystemDocument24 pagesTechnical Data Sheet: Easicoat Professional Refinish System'Jeiami Verano CaramayNo ratings yet
- R-TEK Conveyor Belt Brochure: Heat, Flame, Oil Resistant Belting SolutionsDocument22 pagesR-TEK Conveyor Belt Brochure: Heat, Flame, Oil Resistant Belting Solutionsmilos dzinoNo ratings yet
- Au-Sn Lead Free Solders in ElectronicDocument12 pagesAu-Sn Lead Free Solders in ElectronicPanji PanjiNo ratings yet
- FlowcableDocument4 pagesFlowcableFrancois-No ratings yet
- Vehicle Tribology: Concept of WearDocument21 pagesVehicle Tribology: Concept of Wearjamesv52_743942786No ratings yet
- Crushed EPS in Light Weight ConcreteDocument4 pagesCrushed EPS in Light Weight ConcreteIdrus zlnNo ratings yet
- W3 - L8 - MRCS - Concrete Deterioration - 3 PDFDocument42 pagesW3 - L8 - MRCS - Concrete Deterioration - 3 PDFsrinivasanNo ratings yet
- Conplast SP440 SuperplasticizerDocument2 pagesConplast SP440 SuperplasticizerRanganath NagargojeNo ratings yet
- Fiber Consumption in Nonwovens1Document12 pagesFiber Consumption in Nonwovens1gowrikathirNo ratings yet
- Sunguard Climaguard AME Processing Guidelines 0922Document49 pagesSunguard Climaguard AME Processing Guidelines 0922MiroslavNo ratings yet
- BMSE D 22 02382 ReviewerDocument28 pagesBMSE D 22 02382 ReviewerHEMANTH KUMAR CNo ratings yet
- ASTM D 3105 99 Testing Elastomeric and Plastomeric Roofing and Waterproofing MaterialsDocument3 pagesASTM D 3105 99 Testing Elastomeric and Plastomeric Roofing and Waterproofing Materialsmario3312No ratings yet
- Modular Balcony Connectors Provide Thermal Break SolutionDocument2 pagesModular Balcony Connectors Provide Thermal Break SolutionCarolina CordeiroNo ratings yet
- Ean Arie Jibaou: Arielle Lapp - Ellen Pierce - Porsche JacksonDocument1 pageEan Arie Jibaou: Arielle Lapp - Ellen Pierce - Porsche JacksonPriyanka NNo ratings yet
- DDW Compact Air Handling Unit: Panduan InstallasiDocument23 pagesDDW Compact Air Handling Unit: Panduan InstallasiRidwan baritoNo ratings yet
- Pipe CalculationDocument10 pagesPipe CalculationTrishul Nath PallayNo ratings yet
- Bs6088-Aiipl 202203011546377064Document4 pagesBs6088-Aiipl 202203011546377064Vijendra KumarNo ratings yet
- Schedule of Minimum Test Requirements for Earthworks and Pavement ConstructionDocument23 pagesSchedule of Minimum Test Requirements for Earthworks and Pavement ConstructionApple CurimatmatNo ratings yet
- Prevent Grinding Burn DamageDocument55 pagesPrevent Grinding Burn DamagesubbuNo ratings yet