You might also like
- Carbide Burrs and Diamond Coated Burrs for Precision DeburringDocument1 pageCarbide Burrs and Diamond Coated Burrs for Precision DeburringPartha Sarathi PradhanNo ratings yet
- Kristeel CatalogueDocument52 pagesKristeel CatalogueRam TejaNo ratings yet
- Axminster 15 - Hand Tools - p448-p516Document69 pagesAxminster 15 - Hand Tools - p448-p516Pierre799esNo ratings yet
- DMT ProductLineCatalogDocument18 pagesDMT ProductLineCatalogfournet_m2000No ratings yet
- Carbide Burs: Acrylic Finishing Burs. Fits Standard HandpiecesDocument5 pagesCarbide Burs: Acrylic Finishing Burs. Fits Standard HandpiecesBashayer AbdNo ratings yet
- On Mechanical Properties of Square and Rectangular Stainless Steel Wires Tested in Torsion PDFDocument11 pagesOn Mechanical Properties of Square and Rectangular Stainless Steel Wires Tested in Torsion PDFDiana Paola FontechaNo ratings yet
- Handrail StandardsDocument4 pagesHandrail StandardsSachin SithikNo ratings yet
- List of Construction Prices For Truss Works Philippines - PHILCON PRICESDocument6 pagesList of Construction Prices For Truss Works Philippines - PHILCON PRICESjohn reyesNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- Universal Drill With SDS-Plus Shank: 6.12 Drills / ChiselsDocument50 pagesUniversal Drill With SDS-Plus Shank: 6.12 Drills / ChiselsLiviu MihailescuNo ratings yet
- Ta202a Project ReportDocument7 pagesTa202a Project ReportSahil GalaNo ratings yet
- Pilana Metal Cutting Tools enDocument32 pagesPilana Metal Cutting Tools enBryan ThorntonNo ratings yet
- NGN Product ListDocument3 pagesNGN Product ListLuis Miguel PerezNo ratings yet
- Hojas de Sierra Wood-Mizer.Document8 pagesHojas de Sierra Wood-Mizer.Enrique HernandezNo ratings yet
- Lben-M0401 02 NS Ca 160218 SDocument16 pagesLben-M0401 02 NS Ca 160218 SMandela KibiritiNo ratings yet
- ABRASIVES: Belts, Coils, Sheets, Burrs, Discs, Wheels & MoreDocument192 pagesABRASIVES: Belts, Coils, Sheets, Burrs, Discs, Wheels & Moresfi_chennaiNo ratings yet
- Cross-Cut Tester Kit Determines Paint AdhesionDocument2 pagesCross-Cut Tester Kit Determines Paint AdhesionAndrei CiorneiNo ratings yet
- DOC400 RevE Kerrison Standard Detachable Bone Punches BrochureDocument20 pagesDOC400 RevE Kerrison Standard Detachable Bone Punches BrochureCristobal LeonNo ratings yet
- Week 6 CasingsDocument21 pagesWeek 6 CasingsSidra IqbalNo ratings yet
- PDC Cutters InfoDocument3 pagesPDC Cutters InfoZ Babar KhanNo ratings yet
- Modern Production HoningDocument4 pagesModern Production HoningGilberto AraújoNo ratings yet
- Catalogue BK FinalDocument16 pagesCatalogue BK Finalole kitiviNo ratings yet
- Dental Catalogue 2014-2015Document100 pagesDental Catalogue 2014-2015Malvina DolganiNo ratings yet
- Bottorff, Steve - A Primer On Knife SharpeningDocument42 pagesBottorff, Steve - A Primer On Knife Sharpeningpauloadriano100% (2)
- Orbital Reconstruction.: Solutions For Treating Orbital FracturesDocument10 pagesOrbital Reconstruction.: Solutions For Treating Orbital FracturesΣτελλα ΔαλNo ratings yet
- DSI-Products and Systems of MiningDocument12 pagesDSI-Products and Systems of MiningJustin CorbettNo ratings yet
- Saw Sharpening BasicsDocument32 pagesSaw Sharpening BasicsFernandoNo ratings yet
- Rolling Cutter Bits 02Document54 pagesRolling Cutter Bits 02amin peyvandNo ratings yet
- A) Hand InstrumentsDocument9 pagesA) Hand InstrumentsMustafa SaßerNo ratings yet
- Catalogue HonsbergDocument24 pagesCatalogue HonsbergTRAN TANNo ratings yet
- Dental BursDocument44 pagesDental BursRanadhir ApuriNo ratings yet
- Choice™ Orthodontic InstrumentsDocument10 pagesChoice™ Orthodontic InstrumentsOrtho OrganizersNo ratings yet
- Karya Silix Product Catalog All LR140917Document24 pagesKarya Silix Product Catalog All LR140917KakasNo ratings yet
- Master Tungsten Carbide Rotary Burrs PDFDocument12 pagesMaster Tungsten Carbide Rotary Burrs PDFFred AksoNo ratings yet
- Clips India fastener manufacturerDocument16 pagesClips India fastener manufacturerramesh gondilNo ratings yet
- Cage nut steel zinc-plated fastenerDocument1 pageCage nut steel zinc-plated fastenerKYLIAN LAUDRELNo ratings yet
- Apex Dynamics High Precision Rack & PinionDocument23 pagesApex Dynamics High Precision Rack & PinionDioNo ratings yet
- SharpeningwDMT 2016 PDFDocument15 pagesSharpeningwDMT 2016 PDFPat peartersNo ratings yet
- Tools CatalogueDocument402 pagesTools CatalogueMetroo SuplyyNo ratings yet
- New products 2016.2 - Milling cutters and insertsDocument26 pagesNew products 2016.2 - Milling cutters and insertsManish MoghaNo ratings yet
- Dental BursDocument44 pagesDental BursRanadhir Apuri67% (3)
- Cabinet Making for Beginners - Tools, Joints, Cabinet Construction, Veneering and Inlaying, Drawing, Cutting Lists, Etc., Timber, Fittings, Typical DesignsFrom EverandCabinet Making for Beginners - Tools, Joints, Cabinet Construction, Veneering and Inlaying, Drawing, Cutting Lists, Etc., Timber, Fittings, Typical DesignsRating: 5 out of 5 stars5/5 (2)
- Unit 3a4 Sawing 180328125446Document29 pagesUnit 3a4 Sawing 180328125446Gilang RestuNo ratings yet
- BOMAG Original Cutting Tools PDFDocument36 pagesBOMAG Original Cutting Tools PDFchristophe laurensNo ratings yet
- 2012 Catalog AttachmentsDocument6 pages2012 Catalog AttachmentsEdriver HerreraNo ratings yet
- FSI Catalogue PDFDocument8 pagesFSI Catalogue PDFBerkat TehnikNo ratings yet
- A New Generation of General Purpose Bandsaw Blades From Bahco MilfordDocument4 pagesA New Generation of General Purpose Bandsaw Blades From Bahco MilfordSantosh KumarNo ratings yet
- BeaderBrochure Mail032610sm1Document2 pagesBeaderBrochure Mail032610sm14U6ogj8b9snylkslkn3nNo ratings yet
- Engine Hood AccessoriesDocument2 pagesEngine Hood AccessoriesmetanirvanaNo ratings yet
- BOQs for STC Containers P2‐S1/S2/REVDocument3 pagesBOQs for STC Containers P2‐S1/S2/REVmc160403810 Usman AliNo ratings yet
- Quality Assurance: Sawpolish UnitsDocument2 pagesQuality Assurance: Sawpolish Unitsjuan lopezNo ratings yet
- Access and Safety CatalogueDocument157 pagesAccess and Safety CatalogueinfospinsterNo ratings yet
- SEM Scanning Electron Microscope Images For Our Sharpening ProtocolsDocument4 pagesSEM Scanning Electron Microscope Images For Our Sharpening ProtocolsMario Daniel ConejoNo ratings yet
- TOP BUILDING MATERIALSDocument8 pagesTOP BUILDING MATERIALSabdulsalam alqhtaniNo ratings yet
- Feeder To Improve The Performance of A Ground Nut ShellerDocument22 pagesFeeder To Improve The Performance of A Ground Nut ShellerpitufitoNo ratings yet
- Diamond and CBN English 07Document26 pagesDiamond and CBN English 07Vk PrabakranNo ratings yet
- Drilling Bits: James A. CraigDocument31 pagesDrilling Bits: James A. CraigAnonymous G9NNXocNo ratings yet
- EVRO - PROFIL-Steel Profile CatalogDocument12 pagesEVRO - PROFIL-Steel Profile CatalogOleksandrMISNo ratings yet
- Drill BitsDocument38 pagesDrill Bitsrizky8474No ratings yet
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Desen Furtun Si PalnieDocument1 pageDesen Furtun Si PalnieadrianNo ratings yet
- Deep Tube G2Document1 pageDeep Tube G2adrianNo ratings yet
- Tehnosting Echipamente: 3kg. Carbon Dioxide Portable Fire Extinguisher Type TS3/CO2/34Document1 pageTehnosting Echipamente: 3kg. Carbon Dioxide Portable Fire Extinguisher Type TS3/CO2/34adrianNo ratings yet
- Deep Tube 230Document1 pageDeep Tube 230adrianNo ratings yet
- Deep Tube 6Document1 pageDeep Tube 6adrianNo ratings yet
- Deep Tube 3Document1 pageDeep Tube 3adrianNo ratings yet
- Deep Tube 2Document1 pageDeep Tube 2adrianNo ratings yet
- Deep Tube 230Document1 pageDeep Tube 230adrianNo ratings yet
- Technical Conditions:: The Edges Should Be Beveled 0,5x45° It Is Admitted To Adjust Length Before MountingDocument1 pageTechnical Conditions:: The Edges Should Be Beveled 0,5x45° It Is Admitted To Adjust Length Before MountingadrianNo ratings yet
- Deep Tube 3Document1 pageDeep Tube 3adrianNo ratings yet
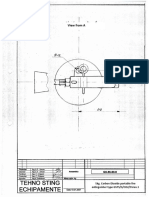
- A Wiew View From A: 5kg. Carbon Dioxide Portable Fire Extinguisher Type G5TS/5/CO2/55rev.1Document1 pageA Wiew View From A: 5kg. Carbon Dioxide Portable Fire Extinguisher Type G5TS/5/CO2/55rev.1adrianNo ratings yet
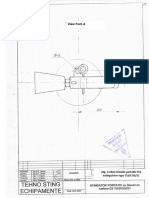
- View From A: 2kg. Carbon Dioxide Portable Fire Extinguisher Type TS2/CO2/21Document1 pageView From A: 2kg. Carbon Dioxide Portable Fire Extinguisher Type TS2/CO2/21adrianNo ratings yet
- Tehnosting Echipamente: 5kg. Carbon Dioxide Portable Fire Extinguisher Type G5 TS/5/CO2/55rev.1Document1 pageTehnosting Echipamente: 5kg. Carbon Dioxide Portable Fire Extinguisher Type G5 TS/5/CO2/55rev.1adrianNo ratings yet
- Deep Tube 280Document1 pageDeep Tube 280adrianNo ratings yet
- Symptoms of Premenstrual SyndromeDocument25 pagesSymptoms of Premenstrual SyndromeadrianNo ratings yet
- GEMS R4 and Plugins: Reference Manual v. 4.5.21Document160 pagesGEMS R4 and Plugins: Reference Manual v. 4.5.21adrianNo ratings yet
- Partnr. Price Approximately Lifetime Notes Wearparts Water Jet SwedenDocument1 pagePartnr. Price Approximately Lifetime Notes Wearparts Water Jet SwedenadrianNo ratings yet
- Progesteron RollDocument14 pagesProgesteron RolladrianNo ratings yet
- Deep Tube G5Document1 pageDeep Tube G5adrianNo ratings yet
- GEMS IntroductionDocument2 pagesGEMS IntroductionadrianNo ratings yet
- Deep TubeDocument1 pageDeep TubeadrianNo ratings yet
- Desen Furtun Si PalnieDocument1 pageDesen Furtun Si PalnieadrianNo ratings yet
- Tehnosting Echipamente: 3kg. Carbon Dioxide Portable Fire Extinguisher Type TS3/CO2/34Document1 pageTehnosting Echipamente: 3kg. Carbon Dioxide Portable Fire Extinguisher Type TS3/CO2/34adrianNo ratings yet
- Manual OlimpusDocument64 pagesManual OlimpusadrianNo ratings yet
- Technical Conditions:: The Edges Should Be Beveled 0,5x45° It Is Admitted To Adjust Length Before MountingDocument1 pageTechnical Conditions:: The Edges Should Be Beveled 0,5x45° It Is Admitted To Adjust Length Before MountingadrianNo ratings yet
- SB 101 Eriez Metal Separation Selection Guide PDFDocument8 pagesSB 101 Eriez Metal Separation Selection Guide PDFRam Babu RamzzNo ratings yet
- ManufacturingDocument2 pagesManufacturingBarbieBarbieNo ratings yet
- Machine Shop Tools and Shop Practice 1911Document564 pagesMachine Shop Tools and Shop Practice 1911john silverNo ratings yet
- MaterialsDocument2 pagesMaterialsOussama DouliNo ratings yet
- Pyromet (Mining Reviewer)Document5 pagesPyromet (Mining Reviewer)Lara Charisse BalonzoNo ratings yet
- Chemical Crossword No. 2 RulesDocument3 pagesChemical Crossword No. 2 RulesMary graceNo ratings yet
- Appendix 2-2.ep11412 - g-16Document14 pagesAppendix 2-2.ep11412 - g-16bsnegi111No ratings yet
- High Strength Low Alloy Steels: Ductile Formable WeldableDocument3 pagesHigh Strength Low Alloy Steels: Ductile Formable WeldablemichaelNo ratings yet
- 1 SATIP-W-017-01 Welding of API Tanks-Rev 1Document4 pages1 SATIP-W-017-01 Welding of API Tanks-Rev 1karioke mohaNo ratings yet
- AMS 2301 2006 Steel Cleanliness Aircraft QualityDocument15 pagesAMS 2301 2006 Steel Cleanliness Aircraft QualitySinan ChenNo ratings yet
- Duplex Stainless Steel LDX 2101 - MEGA MEXDocument3 pagesDuplex Stainless Steel LDX 2101 - MEGA MEXNitinNo ratings yet
- Thermal Expansion - Linear Expansion CoefficientsDocument10 pagesThermal Expansion - Linear Expansion CoefficientsMohammed AbdelazizNo ratings yet
- A Simple Horizontal Mill Steam Engine With Slide Valve by H.Muncaster. Notes, Parts and AssembliesDocument1 pageA Simple Horizontal Mill Steam Engine With Slide Valve by H.Muncaster. Notes, Parts and AssembliesStojan Pece CmarNo ratings yet
- Reactions Under Anodic and Cathodic PolarizationDocument4 pagesReactions Under Anodic and Cathodic PolarizationPrakash KumarNo ratings yet
- Tilting Rotary FurnaceDocument8 pagesTilting Rotary FurnaceErnane MagalhãesNo ratings yet
- Walkway GratingDocument2 pagesWalkway Gratingbijukoottala100% (1)
- Non-Cyanide Alkaline Silver Plating SolutionDocument4 pagesNon-Cyanide Alkaline Silver Plating SolutionUsman ali CheemaNo ratings yet
- Welding Inspection TechnologyDocument13 pagesWelding Inspection TechnologyParthasarathy VadapalliNo ratings yet
- Code-Compliant Guardrail Post Connections: Technical BulletinDocument4 pagesCode-Compliant Guardrail Post Connections: Technical BulletinbassigwNo ratings yet
- Coefficient of Friction Reference Table - Engineer - S HandbookDocument4 pagesCoefficient of Friction Reference Table - Engineer - S HandbookkelvinNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceCalidad AMRONo ratings yet
- Jet-Lube 550 Nonmetallic AntiSeize CompoundDocument1 pageJet-Lube 550 Nonmetallic AntiSeize CompoundDon HowardNo ratings yet
- Astm A262Document4 pagesAstm A262Tyson BoyceNo ratings yet
- MQ4-DISCONTINUITIES INSPECTION GUIDEDocument8 pagesMQ4-DISCONTINUITIES INSPECTION GUIDEucheNo ratings yet
- Aircraft MaterialsDocument71 pagesAircraft MaterialsArif AdjaNo ratings yet
- Process-Plant Piping: Codes and StandardsDocument19 pagesProcess-Plant Piping: Codes and StandardsNazario Emil LintagNo ratings yet
- A33a PMS PDFDocument5 pagesA33a PMS PDFS.selvakumarNo ratings yet
- Iq Test 3Document22 pagesIq Test 3Maulik S. ChauhanNo ratings yet
- Memo 097.7 - 122719 - Item 525 Tunnel Portal CribbingDocument3 pagesMemo 097.7 - 122719 - Item 525 Tunnel Portal CribbingBai Alleha MusaNo ratings yet
- 131.4.1-1 Temperaturas de PreaquecimentoDocument1 page131.4.1-1 Temperaturas de PreaquecimentoRodrigo CarneiroNo ratings yet