You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- Workshop Report 2Document6 pagesWorkshop Report 2Muhd Ariff100% (1)
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- 60-2326 Grass Trimmer Final Apr10 - EnglishDocument18 pages60-2326 Grass Trimmer Final Apr10 - EnglishantunmatNo ratings yet
- Faculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringEzzuan RaesNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Machine LatheDocument4 pagesMachine LatheKirubel MulugetaNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Lathe Machine ReportDocument28 pagesLathe Machine ReportFaizal64% (11)
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDocument8 pagesMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNo ratings yet
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Operations in TurningDocument8 pagesOperations in Turningcanavarsanayok100% (1)
- Manufacturing ProcessDocument11 pagesManufacturing ProcessRimti BhowmikNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Ted 221 - Machine Shop Practice 1Document34 pagesTed 221 - Machine Shop Practice 1Mr. MushahidNo ratings yet
- Lab Report Lathe TurningDocument13 pagesLab Report Lathe TurningSohaliaNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- ME3382-MT Lab Manual Part-1Document112 pagesME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- Lathe PDFDocument5 pagesLathe PDFAugusto MonjardimNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Lab Report 3Document7 pagesLab Report 3mamoona noreen100% (1)
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- Lab 1 Fareez (Turning Machine)Document24 pagesLab 1 Fareez (Turning Machine)s231311024No ratings yet
- Lap Report TemplateDocument7 pagesLap Report TemplateMd Sajib SheikhNo ratings yet
- Bolt and Nut Lathe MachineDocument34 pagesBolt and Nut Lathe MachineIxora My0% (2)
- Personal Protective EquipmentDocument7 pagesPersonal Protective EquipmentJump ManNo ratings yet
- Lathe MachineDocument8 pagesLathe MachineAtrayee Das ME, 2026No ratings yet
- Updated Lathe ManualDocument12 pagesUpdated Lathe ManualDivyansh GargNo ratings yet
- J4102 Lab Sheet PDFDocument16 pagesJ4102 Lab Sheet PDFWanAhmadAzibNo ratings yet
- Elijah Swatt - Metal Lathes 2Document6 pagesElijah Swatt - Metal Lathes 2api-626529107No ratings yet
- BTEC Assignment - Unit 30Document18 pagesBTEC Assignment - Unit 30Muthu RajanNo ratings yet
- Lab 4Document2 pagesLab 4Khurram SattarNo ratings yet
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- Basics of Milling Machine and Its RigidityDocument9 pagesBasics of Milling Machine and Its RigidityshubhamNo ratings yet
- MSM ManualDocument52 pagesMSM ManualHarika Pothamshetty-15No ratings yet
- Lathe Operations: Submitted byDocument10 pagesLathe Operations: Submitted byUsama MughalNo ratings yet
- Machining Operations EDocument15 pagesMachining Operations Ehadyzaky482No ratings yet
- Grinding Process CdaccDocument8 pagesGrinding Process Cdaccperisnyagaka74No ratings yet
- Buckling AnalysisDocument9 pagesBuckling Analysischandravadiyaketan1504No ratings yet
- Machine ShopDocument21 pagesMachine ShopBiladenNo ratings yet
- Switching On/Off Turret Lathe MachineDocument4 pagesSwitching On/Off Turret Lathe MachineImdad JalaliNo ratings yet
- Lathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichDocument5 pagesLathe Machine: Bed: Usually Made of Cast Iron. Provides A Heavy Rigid Frame in WhichirfanjdNo ratings yet
- Department of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokDocument21 pagesDepartment of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokWalid AdnanNo ratings yet
- 4.conventional MachiningDocument7 pages4.conventional MachiningpriyanshuvraoNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Workshop ParacticeDocument30 pagesWorkshop Paracticeaamirali1061aNo ratings yet
- Lathe Machine (Mechanical Engineering)Document26 pagesLathe Machine (Mechanical Engineering)tahir100% (2)
- Lab Manual - Manufacturing TechnologyDocument79 pagesLab Manual - Manufacturing Technologyvelumani2003No ratings yet
- Laboratory 6Document9 pagesLaboratory 6Andy BirdieNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020peniel ccNo ratings yet
- Workshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Document17 pagesWorkshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Tan YikcongNo ratings yet
- ShaperDocument33 pagesShaperJag MasterNo ratings yet
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- Bengkel ReportDocument5 pagesBengkel ReportPaih DtNo ratings yet
- Activity No.7 - Shaping MachineDocument4 pagesActivity No.7 - Shaping MachineDezza MarieNo ratings yet
- For More Presentation Go To: Metal Cutting LatheDocument74 pagesFor More Presentation Go To: Metal Cutting Lathebabu319No ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- IOParcheivedDocument16 pagesIOParcheivedImdad JalaliNo ratings yet
- Liu2019 Article EffectOfRotationalSpeedOnMicroDocument10 pagesLiu2019 Article EffectOfRotationalSpeedOnMicroImdad JalaliNo ratings yet
- Proceedings of 2019 16 International Bhurban Conference On Applied Sciences & Technology (IBCAST) Islamabad, Pakistan, 8 - 12 January, 2019Document14 pagesProceedings of 2019 16 International Bhurban Conference On Applied Sciences & Technology (IBCAST) Islamabad, Pakistan, 8 - 12 January, 2019Imdad JalaliNo ratings yet
- Liu2019 Article InfluenceOfCoolingWaterTemperaDocument13 pagesLiu2019 Article InfluenceOfCoolingWaterTemperaImdad JalaliNo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
- Switching On/Off Turret Lathe MachineDocument4 pagesSwitching On/Off Turret Lathe MachineImdad JalaliNo ratings yet
- Lab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicDocument2 pagesLab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicImdad JalaliNo ratings yet
- IntroductionDocument11 pagesIntroductionImdad JalaliNo ratings yet
- Experiment No 7 MEMDocument11 pagesExperiment No 7 MEMImdad JalaliNo ratings yet
- CNC Manual Part ProgrammeDocument23 pagesCNC Manual Part ProgrammePradip PatelNo ratings yet
- Ficha Tecnica Retroexcavdora H940CDocument6 pagesFicha Tecnica Retroexcavdora H940CDARLIS DAYANIS ARAGON PEREZNo ratings yet
- Bulldozer Track DetailsDocument630 pagesBulldozer Track Detailsmu-hero100% (4)
- Selection and Balancing of Refrigeration ComponentsDocument13 pagesSelection and Balancing of Refrigeration ComponentsChessmyssNo ratings yet
- Hansaflex Kataloog-2010 PDFDocument144 pagesHansaflex Kataloog-2010 PDFАндрей ИнгельбергNo ratings yet
- Pressure Switch Operating Principles and DiagnosticsDocument2 pagesPressure Switch Operating Principles and DiagnosticsArtūrs CeimersNo ratings yet
- 310D Parts Manual MPTS ™.PDF Versión 1Document1,112 pages310D Parts Manual MPTS ™.PDF Versión 1Jacob Alberto Quispe Quispe100% (4)
- 430Zx Plus: Most Reliable & Fuel Efficient Wheeled LoaderDocument12 pages430Zx Plus: Most Reliable & Fuel Efficient Wheeled LoaderMP Vasu RajuNo ratings yet
- Report Car Cooling SystemDocument31 pagesReport Car Cooling SystemOdie Sani Muharman100% (1)
- GW Motor Catalog (Ye2, Ye3 TQ)Document16 pagesGW Motor Catalog (Ye2, Ye3 TQ)Phạm Hoài AnhNo ratings yet
- 268-Article Text-1703-1-10-20220930Document6 pages268-Article Text-1703-1-10-20220930Rafiq RafiqNo ratings yet
- MHPS D Class GT UpratesDocument6 pagesMHPS D Class GT Uprateskp pk100% (1)
- What Are The Basic Requirements of A CarburetorDocument3 pagesWhat Are The Basic Requirements of A Carburetorfuck116100% (1)
- Frenos L90FDocument4 pagesFrenos L90FKenner MendezNo ratings yet
- GEARS Types and UsesDocument9 pagesGEARS Types and UsesAllia TuboroNo ratings yet
- ET1103 Medium Speed Torquemeter: Product Data SheetDocument2 pagesET1103 Medium Speed Torquemeter: Product Data Sheetja jaNo ratings yet
- Water Delivery Time Calc For Preaction SystemDocument2 pagesWater Delivery Time Calc For Preaction SystemrajaNo ratings yet
- Inlet Pressure Regulators: Type A4A, A4AK, A4AE, A4ARDocument2 pagesInlet Pressure Regulators: Type A4A, A4AK, A4AE, A4AR13667514No ratings yet
- Donaldson EAFM MRP Price (Market) New 01-09Document52 pagesDonaldson EAFM MRP Price (Market) New 01-09BANSAL BROTHERSNo ratings yet
- E15dmhl 1l6b3200sa CatalogoDocument42 pagesE15dmhl 1l6b3200sa Catalogojorge alonsoNo ratings yet
- M4-1 Main Diesel Generator Engine (8n21al-Gv)Document77 pagesM4-1 Main Diesel Generator Engine (8n21al-Gv)Michael EpshteinNo ratings yet
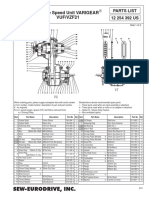
- Variable Speed Unit VARIGEAR VUF/VZF21: Sew-Eurodrive, IncDocument2 pagesVariable Speed Unit VARIGEAR VUF/VZF21: Sew-Eurodrive, Inccarlos aguileraNo ratings yet
- Mixers and Flowmakers: SMD, SMG and SFGDocument68 pagesMixers and Flowmakers: SMD, SMG and SFGDany Pilu0% (1)
- Engine Valve Lash ADJUST C27 C32Document5 pagesEngine Valve Lash ADJUST C27 C32manu luvunga100% (1)
- Building A Drawer Slide CNC Machine For Under 200Document6 pagesBuilding A Drawer Slide CNC Machine For Under 200Deiver MurciaNo ratings yet
- Fluid Machinery: Pumps and PumpingDocument16 pagesFluid Machinery: Pumps and Pumpingmathews munyumbeNo ratings yet
- Instruction Manual LBH-1700Document126 pagesInstruction Manual LBH-1700MaskusyaniNo ratings yet
- Nema MG 2Document36 pagesNema MG 2comamierdaNo ratings yet