100% found this document useful (1 vote)
3K views14 pagesLathe Machine Lab Report 1
The document describes a manufacturing engineering workshop project to produce a spur gear on a lathe machine. A group of 5 students were tasked with designing a gear with specific dimensions. The summary is:
1) The students used a lathe machine to produce a spur gear with 35mm major diameter, 12 teeth, and threaded one end.
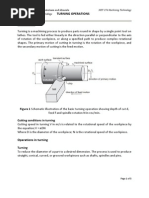
2) The process involved facing, turning, grooving, and threading operations to shape the aluminum workpiece.
3) The results were evaluated against the objectives of understanding lathe operations and producing a gear with the given specifications.
Uploaded by
regassa rajiCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
3K views14 pagesLathe Machine Lab Report 1
The document describes a manufacturing engineering workshop project to produce a spur gear on a lathe machine. A group of 5 students were tasked with designing a gear with specific dimensions. The summary is:
1) The students used a lathe machine to produce a spur gear with 35mm major diameter, 12 teeth, and threaded one end.
2) The process involved facing, turning, grooving, and threading operations to shape the aluminum workpiece.
3) The results were evaluated against the objectives of understanding lathe operations and producing a gear with the given specifications.
Uploaded by
regassa rajiCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
- Introduction
- Theory
- Working Principles of Lathe Machine
- Apparatus (Materials Used)
- Procedure
- Results
- Discussions and Conclusion