You might also like
- Roundness and CircularityDocument16 pagesRoundness and CircularityKiran MadhavanNo ratings yet
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- RoundnessDocument7 pagesRoundnessjacobian1810No ratings yet
- A Brief Introduction To The Measurement of Roundness and Spindle Error SeparationDocument12 pagesA Brief Introduction To The Measurement of Roundness and Spindle Error SeparationaralvoiNo ratings yet
- Machine Tool Acceptance TestsDocument24 pagesMachine Tool Acceptance TestsakshayNo ratings yet
- Straightness Flatness Roundness CylindricityDocument7 pagesStraightness Flatness Roundness CylindricityChristopher Plume De ChineNo ratings yet
- MillingDocument54 pagesMillingVickyVenkataramanNo ratings yet
- Me 8381 - Computer Aided Machine DrawingDocument44 pagesMe 8381 - Computer Aided Machine DrawingJayaram R S [MECH]No ratings yet
- Metrology and Measurements Lab PDFDocument65 pagesMetrology and Measurements Lab PDFGopal Krishan Sharma0% (1)
- Roundness Measuring MachineDocument19 pagesRoundness Measuring MachineArif SanjidNo ratings yet
- Analysis and Modeling of Roundness Error PDFDocument6 pagesAnalysis and Modeling of Roundness Error PDFCarlosQuelartNo ratings yet
- Unit-4 MMDocument74 pagesUnit-4 MMRama SamyNo ratings yet
- MILLING LAB EXPERIMENTDocument12 pagesMILLING LAB EXPERIMENTLuqman HakimNo ratings yet
- Module 1Document21 pagesModule 1AzizNo ratings yet
- Straightness of Lines & Surfaces (GD&T)Document19 pagesStraightness of Lines & Surfaces (GD&T)Kishor kumar Bhatia100% (3)
- Experiment 4Document3 pagesExperiment 4Arvind BhosaleNo ratings yet
- Module IV-Milling MachineDocument26 pagesModule IV-Milling MachineNalluriRavindra100% (2)
- ComparatorsDocument23 pagesComparatorsShashwat RaiNo ratings yet
- Manufacturing Processes Measurement GuideDocument25 pagesManufacturing Processes Measurement GuideyamadaNo ratings yet
- GRINDING PROCESS GUIDEDocument44 pagesGRINDING PROCESS GUIDEPrashant Rao MeshramNo ratings yet
- 15ME202 Manufacturing Technology: Unit - 5 Machine ToolsDocument68 pages15ME202 Manufacturing Technology: Unit - 5 Machine ToolsMouriya0% (1)
- TURNING LAB EXPERIMENTDocument12 pagesTURNING LAB EXPERIMENTLuqman HakimNo ratings yet
- Grinding Process OverviewDocument8 pagesGrinding Process OverviewhainerajaramanNo ratings yet
- The Accuracy of Angle EncodersDocument9 pagesThe Accuracy of Angle EncodersatulNo ratings yet
- Presentation ON: ComparatorsDocument25 pagesPresentation ON: Comparatorsaneesh19inNo ratings yet
- CH 21Document45 pagesCH 21Anonymous p0mg44xNo ratings yet
- Cad Lab ManualDocument79 pagesCad Lab Manualblazer100% (1)
- Drilling, Planing and Shaping Machine ProcessesDocument70 pagesDrilling, Planing and Shaping Machine ProcessesIrfan ShaikhNo ratings yet
- JJ104 Workshop Technology Chapter6 Milling MachineDocument27 pagesJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument12 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- Alignment Test DrillingDocument4 pagesAlignment Test DrillingVivek Fegade33% (3)
- Murali - Metrology & Measurements Lab ManualDocument30 pagesMurali - Metrology & Measurements Lab ManualsubhashNo ratings yet
- Measure Straightness with Auto-CollimatorDocument6 pagesMeasure Straightness with Auto-CollimatorKarikalan Loganathan100% (1)
- Screw Thread MeasurementDocument55 pagesScrew Thread MeasurementMadhuNo ratings yet
- ME 8097-Non Destructive Testing And: EvaluationDocument22 pagesME 8097-Non Destructive Testing And: Evaluationjasonmani90No ratings yet
- Lathe Workholding and Operations GuideDocument4 pagesLathe Workholding and Operations GuideBOT-X GAMING100% (1)
- Metrology Lab ManualDocument33 pagesMetrology Lab ManualRachit_Goyal25_10No ratings yet
- Tool Makers Microscope PPT - Siddhant SinghDocument15 pagesTool Makers Microscope PPT - Siddhant SinghSiddhant Singh100% (1)
- Unit-4 - Development of SurfacesDocument91 pagesUnit-4 - Development of SurfacesSamyuktha KatkamNo ratings yet
- Metrology 1CDocument44 pagesMetrology 1CRadhaMadhavNo ratings yet
- Metrology MODULE 2Document11 pagesMetrology MODULE 2buntyNo ratings yet
- LatheDocument14 pagesLatheHimanshu ModiNo ratings yet
- The Indexing or Dividing Head For Milling MachineDocument4 pagesThe Indexing or Dividing Head For Milling MachineDion Adi PutraNo ratings yet
- Design of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureDocument16 pagesDesign of Jigs, Fixtures and Press Tools UNIT 1: Jigs and FixtureVarthini RajaNo ratings yet
- 8/20/2014 1 Hareesha N Gowda, DSCE, Blore-78Document77 pages8/20/2014 1 Hareesha N Gowda, DSCE, Blore-78Santosh DabholeNo ratings yet
- Metrology: ME3190 Machine Tools and MetrologyDocument64 pagesMetrology: ME3190 Machine Tools and MetrologySujit MuleNo ratings yet
- Question BankDocument7 pagesQuestion BankFlorence MercyNo ratings yet
- Unit IV - Abrasive Process and Broaching PDFDocument80 pagesUnit IV - Abrasive Process and Broaching PDFKanda SamyNo ratings yet
- Lathe and Capstan & TurretDocument13 pagesLathe and Capstan & TurretNishit Parmar100% (1)
- Metrology Lab Viva Voce QuestionsDocument6 pagesMetrology Lab Viva Voce Questionsmrbalaji88No ratings yet
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- Form and PositionDocument54 pagesForm and PositionThangadurai Senthil Ram PrabhuNo ratings yet
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- Study of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabDocument9 pagesStudy of Linear Measuring Instruments: Qis College of Engg. & Tech.:Ongole, A.P. Metrology LabAnand BabuNo ratings yet
- Angle Measurement 2Document7 pagesAngle Measurement 2Jonathan Da Costa100% (1)
- Roundness - GD&TDocument23 pagesRoundness - GD&TKishor kumar Bhatia100% (3)
- Roundness ExperimentDocument8 pagesRoundness ExperimentLanceal TanNo ratings yet
- RoundnessDocument23 pagesRoundnessKumar ChowdaryNo ratings yet
- FlyerDocument1 pageFlyerKali DasNo ratings yet
- 2.1 Annexure PDFDocument6 pages2.1 Annexure PDFKali DasNo ratings yet
- Force MeasurementDocument18 pagesForce MeasurementKali DasNo ratings yet
- CAT 2008 Answer Key: 111 Series Section 1Document21 pagesCAT 2008 Answer Key: 111 Series Section 1Anand PatelNo ratings yet
- Common Beginner Mistakes 1Document13 pagesCommon Beginner Mistakes 1karim94No ratings yet
- Certificate of Appreciation: This Is To Certify ThatDocument1 pageCertificate of Appreciation: This Is To Certify ThatKali DasNo ratings yet
- India Today 27.05.19Document180 pagesIndia Today 27.05.19ISO SRCAS0% (1)
- 7208-Hit Nov Dec 2016 Results PDFDocument94 pages7208-Hit Nov Dec 2016 Results PDFKali DasNo ratings yet
- TNEB Online Payment 2 PDFDocument1 pageTNEB Online Payment 2 PDFKali DasNo ratings yet
- State and district-wise Covid19 cases in IndiaDocument4 pagesState and district-wise Covid19 cases in IndiaKali DasNo ratings yet
- Short Notes For Heat Transfer - Docx 97.docx 93Document18 pagesShort Notes For Heat Transfer - Docx 97.docx 93kumarsumit1942No ratings yet
- Day 2Document2 pagesDay 2Kali DasNo ratings yet
- Gmail - OTP For Login PDFDocument1 pageGmail - OTP For Login PDFKali DasNo ratings yet
- Explain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchDocument1 pageExplain The Sliding Mesh and Constant Mesh Gearbox With A Suitable SketchKali DasNo ratings yet
- Sri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Document35 pagesSri Vidya College of Enginnering & Technology Course Material (Lecture Notes)Kali DasNo ratings yet
- Dynamic Balancing MachineDocument1 pageDynamic Balancing MachineKali DasNo ratings yet
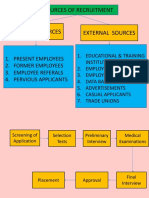
- Sources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsDocument24 pagesSources of Recruitment: 1. Present Employees 2. Former Employees 3. Employee Referals 4. Pervious ApplicantsKali DasNo ratings yet
- SMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsDocument6 pagesSMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsKali DasNo ratings yet
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDocument44 pagesA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasNo ratings yet
- Recent SMS Messages ListDocument1 pageRecent SMS Messages ListKali DasNo ratings yet
- Fluid Mechanics & MachinesDocument307 pagesFluid Mechanics & MachinesKBSMANIT100% (9)
- Assignment of MMPDocument35 pagesAssignment of MMPKali DasNo ratings yet
- 1Document18 pages1Kali DasNo ratings yet
- IplDocument26 pagesIplKali DasNo ratings yet
- A3ssignment 1Document1 pageA3ssignment 1Kali DasNo ratings yet
- SMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsDocument6 pagesSMA - Shape Memory Alloys' Magical Properties and Wide-Ranging ApplicationsKali DasNo ratings yet
- 2 Marks in Unit 5Document4 pages2 Marks in Unit 5Kali DasNo ratings yet
- Graphics November - December 2011Document2 pagesGraphics November - December 2011Dmj Anbu RajNo ratings yet
- 9 E.T.H.E.RDocument53 pages9 E.T.H.E.Rjamjam_95678853100% (17)
- Algorithms to calculate, compare, and determine valuesDocument3 pagesAlgorithms to calculate, compare, and determine valuesLee Anne AngelesNo ratings yet
- Tara Apartments-An Oasis in The Real Sense: Private Spaces Tara Group Housing, New Delhi (1978) by Charles CorreaDocument2 pagesTara Apartments-An Oasis in The Real Sense: Private Spaces Tara Group Housing, New Delhi (1978) by Charles CorreaVedant MahadeshwarNo ratings yet
- Analysis of Amino AcidsDocument3 pagesAnalysis of Amino AcidsRinaldi SukarnoNo ratings yet
- SABIC-SUPEER™ mLLDPE-7118LA-Regulatory Data Sheet (RDS) - GlobalDocument13 pagesSABIC-SUPEER™ mLLDPE-7118LA-Regulatory Data Sheet (RDS) - Globalalnair coronaNo ratings yet
- Danny Debois: Tips for Effective Whip Speeches in DebateDocument2 pagesDanny Debois: Tips for Effective Whip Speeches in DebateJOSE FRANCISCO VERGARA MUÑOZNo ratings yet
- Zhao Et Al 2012Document10 pagesZhao Et Al 2012Mohd Sofiyan Bin SulaimanNo ratings yet
- Sagittarius Season WorkbookDocument50 pagesSagittarius Season Workbookmaevadrouot52No ratings yet
- Quadratics Unit Quiz #1Document3 pagesQuadratics Unit Quiz #1hix8073No ratings yet
- Unit 1Document25 pagesUnit 1ragavaharish463No ratings yet
- Bms PCC and RCC PDFDocument27 pagesBms PCC and RCC PDFKeshav SethiNo ratings yet
- 1.5 MM ss304 Material Test ReportDocument1 page1.5 MM ss304 Material Test ReportBalaji DefenceNo ratings yet
- 9.06&9.01social Psychology JournalDocument17 pages9.06&9.01social Psychology JournalMatthew CheungNo ratings yet
- Group4 Chapter 3 4 5 AnswerDocument8 pagesGroup4 Chapter 3 4 5 AnswerTài Huỳnh PhướcNo ratings yet
- Sanjeeda Akter - DhakaDocument2 pagesSanjeeda Akter - DhakaHimesh ReshamiaNo ratings yet
- Philoponus Contribution - Google SearchDocument1 pagePhiloponus Contribution - Google SearchAlliah Khim BullecerNo ratings yet
- CAEN A2518 Rev16Document18 pagesCAEN A2518 Rev16Arnaud RomainNo ratings yet
- Pragmatics Kel 2Document10 pagesPragmatics Kel 2i iNo ratings yet
- Design Brief On MEP Systems PDFDocument21 pagesDesign Brief On MEP Systems PDFAdhikari ThushanNo ratings yet
- School of Mathematics and Statistics Spring Semester 2013-2014 Mathematical Methods For Statistics 2 HoursDocument2 pagesSchool of Mathematics and Statistics Spring Semester 2013-2014 Mathematical Methods For Statistics 2 HoursNico NicoNo ratings yet
- FAO Fisheries & Aquaculture - Cultured Aquatic Species Information Programme - Penaeus Vannamei (Boone, 1931)Document14 pagesFAO Fisheries & Aquaculture - Cultured Aquatic Species Information Programme - Penaeus Vannamei (Boone, 1931)Dalis FaNo ratings yet
- Sep. Gravimetrica - CromitaDocument13 pagesSep. Gravimetrica - Cromitaemerson sennaNo ratings yet
- Adoc - Pub - Bagaimana Motivasi Berprestasi Mendorong KeberhasiDocument18 pagesAdoc - Pub - Bagaimana Motivasi Berprestasi Mendorong KeberhasiDWIKI RIYADINo ratings yet
- Labs: Wood Adhesives and Coatings: ScheduleDocument3 pagesLabs: Wood Adhesives and Coatings: ScheduleArnav DasaurNo ratings yet
- Mark Scheme Unit h156 02 Depth in Physics JuneDocument15 pagesMark Scheme Unit h156 02 Depth in Physics JunewillowchenchenNo ratings yet
- Math Ed 485 Algebra Course KCDocument5 pagesMath Ed 485 Algebra Course KCExtra MailNo ratings yet
- Math (Safal)Document3 pagesMath (Safal)AdowNo ratings yet
- CHEMICAL APPROVAL FORMDocument2 pagesCHEMICAL APPROVAL FORMYosep SasadaNo ratings yet
- Understanding Philosophy Through Different MethodsDocument5 pagesUnderstanding Philosophy Through Different MethodsRivera DyanaNo ratings yet
- Budget of Work English 7: Quarter Competencies No. of Sessions First QuarterDocument3 pagesBudget of Work English 7: Quarter Competencies No. of Sessions First QuarterEllane Jean DeniegaNo ratings yet