You might also like
- Lathe Workholding and Operations GuideDocument4 pagesLathe Workholding and Operations GuideBOT-X GAMING100% (1)
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Machine Tools Guide in 40 CharactersDocument16 pagesMachine Tools Guide in 40 CharactersKarNo ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Machine Shop Guide to Lathe Parts and OperationsDocument17 pagesMachine Shop Guide to Lathe Parts and OperationsJohn Borja100% (1)
- Tail Stock of LatheDocument7 pagesTail Stock of LatheKIÊN HOÀNG TRUNG100% (1)
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- Drilling Operations l3 NotesDocument21 pagesDrilling Operations l3 Notesishimwe kwizera willyNo ratings yet
- LatheDocument63 pagesLatheRandom100% (1)
- Non Chip FormingDocument33 pagesNon Chip FormingNur AmirahNo ratings yet
- Name of The Experiment:: Study and Operation Bench Drilling MachineDocument5 pagesName of The Experiment:: Study and Operation Bench Drilling MachinemadNo ratings yet
- Finishing Operations GuideDocument27 pagesFinishing Operations GuideAnnieMalik100% (1)
- Module II - GrindingDocument73 pagesModule II - GrindingHARI KRISHNANNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Drilling SRM UniviersityDocument27 pagesDrilling SRM UniviersityBhavin Desai100% (2)
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDocument49 pagesMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadNo ratings yet
- Milling Machine (Group 7)Document52 pagesMilling Machine (Group 7)Faisal Maqsood100% (1)
- LatheDocument14 pagesLatheHimanshu ModiNo ratings yet
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- Presentation of Drilling Machine by Anil Dahiya SirDocument72 pagesPresentation of Drilling Machine by Anil Dahiya SirRAMAKANT RANA100% (1)
- Alignment Test DrillingDocument4 pagesAlignment Test DrillingVivek Fegade33% (3)
- Drilling Machine Types GuideDocument42 pagesDrilling Machine Types GuideSomenath RahaNo ratings yet
- Machine Tools: Shaper Machine GuideDocument62 pagesMachine Tools: Shaper Machine GuideFaisal MaqsoodNo ratings yet
- GEOMETRY OF SINGLE POINT TOOLSDocument13 pagesGEOMETRY OF SINGLE POINT TOOLSAkshay KakaniNo ratings yet
- GRINDING PROCESS GUIDEDocument44 pagesGRINDING PROCESS GUIDEPrashant Rao MeshramNo ratings yet
- Milling Machines PDFDocument8 pagesMilling Machines PDFVikrant SharmaNo ratings yet
- Mechanical Boring Machine ClassificationsDocument18 pagesMechanical Boring Machine ClassificationsPRADIPNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineVanamali Thirumalai100% (4)
- Milling MachineDocument21 pagesMilling MachineAron Olivera WabelNo ratings yet
- Lathe Machine GuideDocument22 pagesLathe Machine GuideAhmed Kamal100% (1)
- Kinematics of Shaper MachineDocument30 pagesKinematics of Shaper Machinemanas mohanty100% (1)
- Force MeasurementDocument18 pagesForce MeasurementKali DasNo ratings yet
- Machine Elements, Power Transmission Devices-pages-BY MBOKEHDocument93 pagesMachine Elements, Power Transmission Devices-pages-BY MBOKEHAvopaul ZeNo ratings yet
- Generalized Kinematics of Five-Axis Serial Machines WithDocument47 pagesGeneralized Kinematics of Five-Axis Serial Machines WithJoss Joss100% (1)
- Work HoldingDocument5 pagesWork HoldingKANDALA RAJASHEKAR REDDYNo ratings yet
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- TURNING LAB EXPERIMENTDocument12 pagesTURNING LAB EXPERIMENTLuqman HakimNo ratings yet
- MBEYA UNIVERSITY OF SCIENCE AND TECHNOLOGY COLLEGE OF ENGINEERING AND TECHNOLOGY KINEMATICS OF MACHINE TOOLSDocument37 pagesMBEYA UNIVERSITY OF SCIENCE AND TECHNOLOGY COLLEGE OF ENGINEERING AND TECHNOLOGY KINEMATICS OF MACHINE TOOLSSadikiel100% (1)
- Classification and overview of UCM processesDocument27 pagesClassification and overview of UCM processesNandam HarshithNo ratings yet
- 5 Grinding and Realated OperationsDocument23 pages5 Grinding and Realated OperationsSaiful IslamNo ratings yet
- Machining Science 2 Solution Copy 2Document6 pagesMachining Science 2 Solution Copy 2DIPAK VINAYAK SHIRBHATENo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Features of A Milling CutterDocument8 pagesFeatures of A Milling CutterAnuj KrNo ratings yet
- Study of Grinding Machines: Types, Operations & ClassificationDocument10 pagesStudy of Grinding Machines: Types, Operations & Classificationdeepa82ece100% (1)
- Grinding MachineDocument9 pagesGrinding Machinejineesha p jNo ratings yet
- Design of Clamps Chapter SummaryDocument54 pagesDesign of Clamps Chapter SummaryKhaled HamdyNo ratings yet
- Milling CutterDocument11 pagesMilling CutterRing MasterNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Drillingmachine1 151022133645 Lva1 App6891Document17 pagesDrillingmachine1 151022133645 Lva1 App6891Fatin Nadzira0% (1)
- K-Factor - SheetMetal - MeDocument4 pagesK-Factor - SheetMetal - MeFoxcostaNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Work Shop Practice OneDocument35 pagesWork Shop Practice OneberhaneNo ratings yet
- Experiment Name: Study and Operation of Bench Drilling MachineDocument13 pagesExperiment Name: Study and Operation of Bench Drilling MachineHashim Al-mahdliNo ratings yet
- JJ104 Workshop Technology Chapter4 Twist DrillDocument52 pagesJJ104 Workshop Technology Chapter4 Twist DrillAh TiangNo ratings yet
- SHEETMETAL DESIGNDocument9 pagesSHEETMETAL DESIGNHimanshu SagarNo ratings yet
- MillingDocument38 pagesMillingMahesh KumarNo ratings yet
- Unit - 6 - Centre Lathe MachineDocument114 pagesUnit - 6 - Centre Lathe MachineSuyogNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Lathe Machine Ex. No. 4Document3 pagesLathe Machine Ex. No. 4Rodgie Christian CruzNo ratings yet
- Turret & Capstan LathesDocument10 pagesTurret & Capstan LathesRenjith Rajendraprasad100% (2)
- Induction FurnaceDocument3 pagesInduction FurnaceSuman_SamadderNo ratings yet
- Automation AnswersDocument2 pagesAutomation AnswersNishit ParmarNo ratings yet
- Automation NotesDocument167 pagesAutomation NotesNishit ParmarNo ratings yet
- MACHINE DESIGN M3 PPTPDFDocument68 pagesMACHINE DESIGN M3 PPTPDFNishit ParmarNo ratings yet
- Ifp Nirali PneumaticDocument9 pagesIfp Nirali PneumaticNishit ParmarNo ratings yet
- Cam DriveDocument12 pagesCam DriveNishit ParmarNo ratings yet
- Gear TrainDocument13 pagesGear TrainNishit ParmarNo ratings yet
- Career Handbook 2019Document72 pagesCareer Handbook 2019Rajsukh Mohanty100% (1)
- FM HM Reynold's ApparatusDocument5 pagesFM HM Reynold's ApparatusNishit ParmarNo ratings yet
- Best FuelDocument21 pagesBest Fuelusman_uet08No ratings yet
- Conductor, Semiconductor, InsulatorDocument22 pagesConductor, Semiconductor, InsulatorNishit ParmarNo ratings yet
- DC Motors ExplainedDocument6 pagesDC Motors ExplainedNishit ParmarNo ratings yet
- Boiler Mounting and AccesoriesDocument7 pagesBoiler Mounting and AccesoriesNishit ParmarNo ratings yet
- Lithium Battery Research PaperDocument9 pagesLithium Battery Research PaperNishit ParmarNo ratings yet
- International EV Standards PDFDocument25 pagesInternational EV Standards PDFNishit ParmarNo ratings yet
- Assessing agility in Indian electric car manufacturingDocument15 pagesAssessing agility in Indian electric car manufacturingNishit ParmarNo ratings yet
- International EV Standards PDFDocument25 pagesInternational EV Standards PDFNishit ParmarNo ratings yet
- Planner MachineDocument4 pagesPlanner MachineNishit ParmarNo ratings yet
- Jigs and Fixtures Design Manual 2nd Ed. by Prakash H - by EasyEngineering - NeDocument252 pagesJigs and Fixtures Design Manual 2nd Ed. by Prakash H - by EasyEngineering - NeDhruval KapadiaNo ratings yet
- Slotting MachineDocument3 pagesSlotting MachineNishit ParmarNo ratings yet
- Digital MnaufacturingDocument42 pagesDigital MnaufacturingArjun LalitNo ratings yet
- Cellular Manufacturing and Group TechnologyDocument13 pagesCellular Manufacturing and Group TechnologyNishit ParmarNo ratings yet
- Shaper MachineDocument4 pagesShaper MachineNishit ParmarNo ratings yet
- Explain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsDocument7 pagesExplain Drilling, Boring, Reaming, Counterboring, Countersinking and Spot Facing OperationsNishit ParmarNo ratings yet
- Milling MachineDocument7 pagesMilling MachineNishit ParmarNo ratings yet
- The Advantages of Broaching Have Been Stated As UnderDocument3 pagesThe Advantages of Broaching Have Been Stated As UnderNishit ParmarNo ratings yet
- Benchmarking and Best Practices: "What Are They and How Do We Use Them?"Document47 pagesBenchmarking and Best Practices: "What Are They and How Do We Use Them?"Nishit ParmarNo ratings yet
- BEE Notes on Induction MotorsDocument9 pagesBEE Notes on Induction MotorsNishit ParmarNo ratings yet
- BEE Notes - DrivesDocument4 pagesBEE Notes - DrivesNishit ParmarNo ratings yet
- Pg1078-1109 - Products DataDocument32 pagesPg1078-1109 - Products DataRANJANI RAGHUNATHANNo ratings yet
- Sheffer CylinderDocument28 pagesSheffer CylindervictorNo ratings yet
- Parts Catalog: NSR50R'04Document73 pagesParts Catalog: NSR50R'04homerbeerNo ratings yet
- TST InSafeLOCK Humerus ENGDocument28 pagesTST InSafeLOCK Humerus ENGnorelNo ratings yet
- Cable Trolley System Steel Wire: Product InformationDocument2 pagesCable Trolley System Steel Wire: Product InformationBhavesh ShiyaniNo ratings yet
- FTA1100j GuideDocument9 pagesFTA1100j GuidejulchabNo ratings yet
- Axera D07Document79 pagesAxera D07Percy Chero100% (2)
- Waterman Telescoping ValvesDocument4 pagesWaterman Telescoping Valvesjones0055No ratings yet
- Incoming Inspection Form RevDocument1 pageIncoming Inspection Form RevMesfin Derbew100% (1)
- Catalago Final OsteoamericaDocument62 pagesCatalago Final OsteoamericaMaritza ArroyoNo ratings yet
- HB 1-1994 Technical Drawing For StudentsDocument8 pagesHB 1-1994 Technical Drawing For StudentsSAI Global - APAC0% (1)
- Tension Member Design GuideDocument26 pagesTension Member Design GuideLilyNo ratings yet
- SM64200 PDFDocument20 pagesSM64200 PDFHENKO7659No ratings yet
- Garage Storage SystemsDocument20 pagesGarage Storage SystemsIwan Setiawan100% (2)
- GFB t9301Document4 pagesGFB t9301sorensavcorNo ratings yet
- Roofing Materials 1Document53 pagesRoofing Materials 1Jason Pana50% (2)
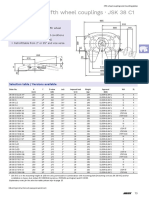
- Heavy Duty - Fifth Wheel Couplings JSK 38 C1: Advantages at A GlanceDocument2 pagesHeavy Duty - Fifth Wheel Couplings JSK 38 C1: Advantages at A GlanceAhmad setiadiNo ratings yet
- TSP Number TSP Title Task Number(s) / Title(s) : Training Support Package (TSP)Document25 pagesTSP Number TSP Title Task Number(s) / Title(s) : Training Support Package (TSP)Lo Shun FatNo ratings yet
- Netnumen™ U31 R06: Hardware Installation GuideDocument128 pagesNetnumen™ U31 R06: Hardware Installation GuideChinNo ratings yet
- HATLAPA Type W220Document181 pagesHATLAPA Type W220ContactNo ratings yet
- SEN Plus-User Manual-Rev00Document106 pagesSEN Plus-User Manual-Rev00Ussama RajputNo ratings yet
- WagoDocument28 pagesWagoSerban LuminitaNo ratings yet
- MANUAL Antena Channel Master 240 ACHMDocument19 pagesMANUAL Antena Channel Master 240 ACHMalfanhui2012No ratings yet
- Manual de Partes PDFDocument266 pagesManual de Partes PDFandres rojasNo ratings yet
- Plan and Prepare Hand Tools for TasksDocument43 pagesPlan and Prepare Hand Tools for TasksHazim Gomer Dognap100% (1)
- MCi 50 STC - GB FiniDocument18 pagesMCi 50 STC - GB FinisebastianNo ratings yet
- Parts VolvoDocument28 pagesParts VolvoJusman abdullah50% (2)
- Lesson Plan For Grade 4Document6 pagesLesson Plan For Grade 4Junex LigueNo ratings yet
- Gate ValveDocument56 pagesGate ValveNitesh Shetty100% (3)
- As TDS 60Hz MetricDocument4 pagesAs TDS 60Hz MetricMarko Antonio AguilarNo ratings yet