You might also like
- Capstan & Turret LatheDocument27 pagesCapstan & Turret LatheMuraliNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Lathe MachineDocument34 pagesLathe MachineVaibhav Vithoba Naik100% (1)
- Capstan LatheDocument9 pagesCapstan LathePRASAD326100% (3)
- Lathe Machine Workshop GuideDocument28 pagesLathe Machine Workshop GuideMohd HapisNo ratings yet
- Lathe Machine GuideDocument22 pagesLathe Machine GuideAhmed Kamal100% (1)
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Work Holding Devices-Milling, Shaping, Planing & Slotting MachinesDocument25 pagesWork Holding Devices-Milling, Shaping, Planing & Slotting MachinesMukhil Rajasekaran33% (3)
- Lathe MachineDocument16 pagesLathe MachineVanamali Thirumalai100% (4)
- LatheDocument130 pagesLatheAjay Sharma86% (7)
- Power SawDocument5 pagesPower SawGodfrey Matii100% (1)
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (1)
- Central Lathe Machine GuideDocument130 pagesCentral Lathe Machine GuideNitin B maskeNo ratings yet
- Design and Fabrication of Abbtasive Belt Grinding Attachment For LatheDocument3 pagesDesign and Fabrication of Abbtasive Belt Grinding Attachment For LathePrashant BachhavNo ratings yet
- Introduction Lathe MachineDocument20 pagesIntroduction Lathe Machineswap198383% (6)
- Broaching (1)Document16 pagesBroaching (1)patel ketan82% (11)
- Drilling MachineDocument9 pagesDrilling MachineAqib ZamanNo ratings yet
- Grindin MachinesDocument13 pagesGrindin Machinestesfaye ayeleNo ratings yet
- Fabrication of Manual Roller Bending MachineDocument10 pagesFabrication of Manual Roller Bending MachineDinesh Kumar83% (6)
- Unit 3 CNC Machine Tools: StructureDocument17 pagesUnit 3 CNC Machine Tools: StructureRohit GhulanavarNo ratings yet
- Thread Cutting and Its MethodsDocument24 pagesThread Cutting and Its MethodsMr.N.S. NateshNo ratings yet
- Methods of Mounting of Jobs and Cutting ToolsDocument19 pagesMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikNo ratings yet
- Drilling Machine Operations & ClassificationsDocument23 pagesDrilling Machine Operations & Classificationsmuneiah100% (1)
- of ShaperDocument59 pagesof ShaperKishan Siddhpura56% (9)
- LatheDocument74 pagesLatheChandrakantha K100% (1)
- 1st Seminar of Sheet Metal Bending MachineDocument22 pages1st Seminar of Sheet Metal Bending MachineMyo MinNo ratings yet
- Chapter3 - Cutting Tools For CNC MachinesDocument46 pagesChapter3 - Cutting Tools For CNC MachinesTharun Kumar Chõwdâry100% (1)
- Report - Hydraulic Pipe Bending MachineDocument2 pagesReport - Hydraulic Pipe Bending MachinedhirajNo ratings yet
- Shaper and PlannerDocument33 pagesShaper and PlannerCody Lee100% (1)
- IndexingDocument25 pagesIndexingJaymin PatelNo ratings yet
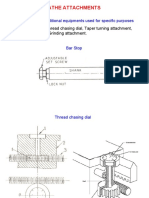
- Lathe AttachmentsDocument8 pagesLathe AttachmentsSuhasNo ratings yet
- MBEYA UNIVERSITY OF SCIENCE AND TECHNOLOGY COLLEGE OF ENGINEERING AND TECHNOLOGY KINEMATICS OF MACHINE TOOLSDocument37 pagesMBEYA UNIVERSITY OF SCIENCE AND TECHNOLOGY COLLEGE OF ENGINEERING AND TECHNOLOGY KINEMATICS OF MACHINE TOOLSSadikiel100% (1)
- Production & Special Purpose LathesDocument38 pagesProduction & Special Purpose LathesShubham Shekhar100% (1)
- Mech Lathe Machine ReportDocument15 pagesMech Lathe Machine ReportLary Dela Cruz Guevarra100% (1)
- Kinematics of Machine ToolsDocument28 pagesKinematics of Machine ToolsRohit Kaushik100% (6)
- Gear ManufacturingDocument31 pagesGear Manufacturingvinu1175No ratings yet
- Shaper, Slotter and PlanerDocument9 pagesShaper, Slotter and PlanerRenjith RajendraprasadNo ratings yet
- Lathe Accessories GuideDocument21 pagesLathe Accessories GuideMuraliNo ratings yet
- Unit 1 - Gear Manufacturing ProcessDocument54 pagesUnit 1 - Gear Manufacturing ProcessAkash DivateNo ratings yet
- Machine Tool TestingDocument9 pagesMachine Tool TestingAdhan AliNo ratings yet
- UNIT-1 Locating and Clamping: S.Dharani KumarDocument86 pagesUNIT-1 Locating and Clamping: S.Dharani KumarSaivineeth Gampa100% (1)
- Everything You Need to Know About Shaper MachinesDocument4 pagesEverything You Need to Know About Shaper MachinesJaydeep Sakariya60% (5)
- Unit - V: Manufacturing TechnologyDocument54 pagesUnit - V: Manufacturing TechnologyIjanSahrudinNo ratings yet
- Lathe Machine OperationDocument38 pagesLathe Machine OperationInilazi JimmyNo ratings yet
- Cam and Follower MechanismDocument44 pagesCam and Follower MechanismAkshay100% (1)
- Design of Flexible Bush Pin Coupling For Asamnew PRORESSDocument13 pagesDesign of Flexible Bush Pin Coupling For Asamnew PRORESSLewi100% (1)
- Fundamentals of Turbomachines: Centrifugal Compressors ExplainedDocument24 pagesFundamentals of Turbomachines: Centrifugal Compressors ExplainedVIRAJ HADKARNo ratings yet
- Lathe DesignDocument11 pagesLathe DesignShiyas Basheer0% (1)
- Features of A Milling CutterDocument8 pagesFeatures of A Milling CutterAnuj KrNo ratings yet
- Dual Acting ShaperDocument30 pagesDual Acting ShaperAbhijeet NaikNo ratings yet
- GEAR CUTTING ON UNIVERSAL MILLING MACHINEDocument8 pagesGEAR CUTTING ON UNIVERSAL MILLING MACHINEMurali SiddarthNo ratings yet
- IndexingDocument10 pagesIndexingsaddam hosenNo ratings yet
- 5 Milling and Related OperationsDocument19 pages5 Milling and Related Operationsrabbi35_me10No ratings yet
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzNo ratings yet
- Jigs - and Fixtures PDFDocument29 pagesJigs - and Fixtures PDFNiel Cool100% (1)
- Metal Cutting Lab ManualDocument54 pagesMetal Cutting Lab ManualAbhay Sharma 2K20PE02No ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- CTU Lathe Machine OperationDocument169 pagesCTU Lathe Machine OperationChristopher VergaraNo ratings yet
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Lathe Machine AssignmentDocument23 pagesLathe Machine AssignmentChristopher Rohrer100% (1)
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith RajendraprasadNo ratings yet
- Non Conventional Machining ProcessesDocument65 pagesNon Conventional Machining ProcessesRenjith Rajendraprasad100% (1)
- Grinding MachinesDocument8 pagesGrinding MachinesRenjith RajendraprasadNo ratings yet
- Grinding WheelsDocument10 pagesGrinding WheelsRenjith RajendraprasadNo ratings yet
- Jigs and FixturesDocument20 pagesJigs and FixturesRenjith RajendraprasadNo ratings yet
- Basic Parts or Elements of A RobotDocument3 pagesBasic Parts or Elements of A RobotRenjith RajendraprasadNo ratings yet
- Glazing, Loading and Chattering of Grinding Wheel GlazingDocument5 pagesGlazing, Loading and Chattering of Grinding Wheel GlazingRenjith RajendraprasadNo ratings yet
- Fluid Mechanics - Bourden Tube, Total Pressure and BuoyancyDocument5 pagesFluid Mechanics - Bourden Tube, Total Pressure and BuoyancyRenjith RajendraprasadNo ratings yet
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Types of Fluid Flow in Fluid Mechanics: 1. Steady and Unsteady FlowDocument15 pagesTypes of Fluid Flow in Fluid Mechanics: 1. Steady and Unsteady FlowRenjith RajendraprasadNo ratings yet
- Shaper, Slotter and PlanerDocument9 pagesShaper, Slotter and PlanerRenjith RajendraprasadNo ratings yet
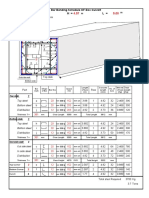
- Bar Bending Schedule OF Box CulvertDocument1 pageBar Bending Schedule OF Box CulvertDhruv patelNo ratings yet
- Punching CheckDocument2 pagesPunching CheckJule LobresNo ratings yet
- Las Vegas PDFDocument7 pagesLas Vegas PDFLUZ MABEL GABRIELA FLORES RAMOS100% (1)
- Unit 8 General Test - Mode Solve - Unit 8 Unit 8 Review Tests - Dsm21d - MyEnglishLabDocument1 pageUnit 8 General Test - Mode Solve - Unit 8 Unit 8 Review Tests - Dsm21d - MyEnglishLabkitzo cuéllarNo ratings yet
- High Court of Balochistan Quetta: Don'T StapleDocument1 pageHigh Court of Balochistan Quetta: Don'T StapleMoiz KhanNo ratings yet
- Scores of Students in 50-Item Test: Data Range Frequency 1 - 10 1 11 - 20 4 21 - 30 6 31 - 40 3 41 - 50 2Document1 pageScores of Students in 50-Item Test: Data Range Frequency 1 - 10 1 11 - 20 4 21 - 30 6 31 - 40 3 41 - 50 2Christopher CabanagNo ratings yet
- Essential Excel Parts ExplainedDocument3 pagesEssential Excel Parts ExplainedcatherineNo ratings yet
- 2017 Kinky Korner Adult Romance Party KatalogDocument33 pages2017 Kinky Korner Adult Romance Party KatalogFRANCISCO JAVIER HOYOS QUINTERO100% (2)
- The Crooked Nail 5e Mod AdventureDocument39 pagesThe Crooked Nail 5e Mod AdventureEmma Cook100% (3)
- Class 7 Math Worksheet 14 - A StatisticsDocument4 pagesClass 7 Math Worksheet 14 - A StatisticsDeath SychoNo ratings yet
- RIVER MAN TUNING STANDARD AND TABDocument2 pagesRIVER MAN TUNING STANDARD AND TABLord AumNo ratings yet
- Words With Different MeaningsDocument1 pageWords With Different MeaningsAntonela MasottaNo ratings yet
- Ex10 - Dao Xuan Dat - HS140164Document18 pagesEx10 - Dao Xuan Dat - HS140164Đạt ĐàoNo ratings yet
- How To Draw A Staff, Treble and Bass ClefDocument3 pagesHow To Draw A Staff, Treble and Bass ClefLasvice JuNo ratings yet
- Data Sheet 4NC5225-2CE20: Show Actual Product DetailsDocument2 pagesData Sheet 4NC5225-2CE20: Show Actual Product Detailssherub wangdiNo ratings yet
- Rock Guitar LicksDocument4 pagesRock Guitar LicksAlekanian AlainNo ratings yet
- Fields of GoldDocument5 pagesFields of GoldLina ZenNo ratings yet
- Untold TruthsDocument10 pagesUntold Truthsapi-348351402No ratings yet
- Bare Acts MootDocument35 pagesBare Acts MootSanskriti VermaNo ratings yet
- Maxine Sheets Johnstone-The Phenomenology of Dance - Ayer Co Pub (1980) PDFDocument84 pagesMaxine Sheets Johnstone-The Phenomenology of Dance - Ayer Co Pub (1980) PDFr0t0rvat0rNo ratings yet
- (Addison-Wesley Series in Physics) Herbert Goldstein-Classical Mechanics-Addison-Wesley Pub. Co (1980)Document691 pages(Addison-Wesley Series in Physics) Herbert Goldstein-Classical Mechanics-Addison-Wesley Pub. Co (1980)Mario Rossi100% (2)
- M.S Stair Footing & ColumnsDocument2 pagesM.S Stair Footing & ColumnsTariq MahmoodNo ratings yet
- 101 Short Jokes Anyone Can Remember Reader's DigestDocument1 page101 Short Jokes Anyone Can Remember Reader's DigestcharlottedmacmillanNo ratings yet
- Folkale of Puerto Vallarta - Valeria Perez 10thDocument1 pageFolkale of Puerto Vallarta - Valeria Perez 10thPérez Vargas ValeriaNo ratings yet
- Introduction to Bartending & Bar OperationsDocument25 pagesIntroduction to Bartending & Bar OperationsAe NopreNo ratings yet
- Class 7 Math Worksheet 14 - B Statistics PDFDocument4 pagesClass 7 Math Worksheet 14 - B Statistics PDFDeath SychoNo ratings yet
- Complete Summary - Flow My Tears - John DowlandDocument3 pagesComplete Summary - Flow My Tears - John DowlandDaniel100% (1)
- Kursaal Arm ChairDocument5 pagesKursaal Arm ChairJomar Dela PenaNo ratings yet
- MSC Grandiosa Map Du BateauDocument2 pagesMSC Grandiosa Map Du BateauhugoNo ratings yet
- Lap Length DrawingDocument1 pageLap Length DrawingNurmuliana Abdul WahabNo ratings yet