You might also like
- AIAG and VDA FMEA Handbook Apr 4 2019-1Document16 pagesAIAG and VDA FMEA Handbook Apr 4 2019-1Rudiney Trombetta88% (16)
- Failure Mode and Effects AnalysisDocument25 pagesFailure Mode and Effects AnalysisabrahamNo ratings yet
- 7 FMEA NewDocument38 pages7 FMEA NewrakeshNo ratings yet
- Failure Mode and Effects Analysis in Reliability CenteredDocument41 pagesFailure Mode and Effects Analysis in Reliability CenteredAkanksha KumariNo ratings yet
- FMEADocument10 pagesFMEAsriramoj100% (1)
- Quality Analysis Using Fmea Method On Assembly Processes of Washing Machine (Case Study in Panasonic Manufacturing Indonesia)Document5 pagesQuality Analysis Using Fmea Method On Assembly Processes of Washing Machine (Case Study in Panasonic Manufacturing Indonesia)gadhang dewanggaNo ratings yet
- Presentation Class FMEADocument37 pagesPresentation Class FMEACuenta PokemonNo ratings yet
- Chapter No. 1: 1.1 Problem Statement (FMEA) Failure Mode Effect Analysis of Welding Defects of Beam AssemblyDocument27 pagesChapter No. 1: 1.1 Problem Statement (FMEA) Failure Mode Effect Analysis of Welding Defects of Beam AssemblyharshalNo ratings yet
- Failure Mode: Professor: IE Johnnathan Fernando Gutiérrez CruzDocument39 pagesFailure Mode: Professor: IE Johnnathan Fernando Gutiérrez CruzCuenta PokemonNo ratings yet
- FMEA Methodology Design, Implementation and Integration With HACCP System in A Food CompanyDocument7 pagesFMEA Methodology Design, Implementation and Integration With HACCP System in A Food CompanyTri Handayani TulungNo ratings yet
- FmeaDocument23 pagesFmeaSaif UllahNo ratings yet
- Risks Prioritization Using Fmea Method - A Case StudyDocument5 pagesRisks Prioritization Using Fmea Method - A Case StudyTony IsodjeNo ratings yet
- FMEA Failure Modes Effects Analysis PDFDocument32 pagesFMEA Failure Modes Effects Analysis PDFVILLANUEVA_DANIEL2064100% (1)
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanNo ratings yet
- EMT 480 Reliability & Failure AnalysisDocument38 pagesEMT 480 Reliability & Failure AnalysisK ULAGANATHANNo ratings yet
- Foc FmeaDocument6 pagesFoc FmeaShimon PopaNo ratings yet
- Risk Analysis Method: FMEA/FMECA in The OrganizationsDocument9 pagesRisk Analysis Method: FMEA/FMECA in The OrganizationsrusitadianNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document9 pagesFailure Modes and Effects Analysis (FMEA)yashar2500No ratings yet
- FMEA MaterialDocument18 pagesFMEA MaterialKarthi ThiyagarajanNo ratings yet
- Failure Mode Effect AnalysisDocument7 pagesFailure Mode Effect AnalysisRewati KumarNo ratings yet
- Fmea SoproDocument9 pagesFmea SoprofernandoNo ratings yet
- Failure Mode and Effect AnalysisDocument9 pagesFailure Mode and Effect AnalysisameliaNo ratings yet
- Relia MidtermsDocument84 pagesRelia MidtermsAbet CabalquintoNo ratings yet
- f7f1 PDFDocument8 pagesf7f1 PDFAnurag JaiswarNo ratings yet
- Failure Mode and Effect AnalysisDocument21 pagesFailure Mode and Effect AnalysisAnkita SinhaNo ratings yet
- Advanced PFMEADocument22 pagesAdvanced PFMEAHassan KhanNo ratings yet
- Failure Elimination Made Simple 1688417692Document10 pagesFailure Elimination Made Simple 1688417692samba fayeNo ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGNo ratings yet
- Making The Most of ItDocument4 pagesMaking The Most of ItYareni RosasNo ratings yet
- 1 CT AmefDocument23 pages1 CT AmefCuenta PokemonNo ratings yet
- Paper Advanced Failure Modes and Effects Analysis of Complex ProcessesDocument9 pagesPaper Advanced Failure Modes and Effects Analysis of Complex ProcessesGaetano Grana ScebbaNo ratings yet
- (International Journal of Quality and Reliability Management) Failure Mode and Effects AnalysisDocument19 pages(International Journal of Quality and Reliability Management) Failure Mode and Effects AnalysisLuis Gustavo PachecoNo ratings yet
- Fmea VviDocument52 pagesFmea VviBobby Edwin100% (2)
- Fig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Document17 pagesFig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Gowtham D'Night FoxNo ratings yet
- Failure Modes and EffectsDocument23 pagesFailure Modes and Effectsdm mNo ratings yet
- TPM PDFDocument6 pagesTPM PDFSlender ManNo ratings yet
- FMEA For Manufacturing and Assembly ProcessDocument9 pagesFMEA For Manufacturing and Assembly ProcessAsep SuryanaNo ratings yet
- Presentation On FmeaDocument15 pagesPresentation On FmeaA Veda SagarNo ratings yet
- Quality Management AnswersDocument42 pagesQuality Management AnswersVrushali Nayak100% (1)
- Failure Modes and Effects AnalysisDocument5 pagesFailure Modes and Effects AnalysisBoBo KyawNo ratings yet
- FMEA ProcessDocument7 pagesFMEA ProcessRANJITHNo ratings yet
- Maintenance Management Assignment-1Document16 pagesMaintenance Management Assignment-1ishika SHANDILYANo ratings yet
- Introduction To FMEADocument10 pagesIntroduction To FMEAmuaaz gillNo ratings yet
- Failure Mode and Effects AnalysisDocument19 pagesFailure Mode and Effects AnalysispatnaikpsNo ratings yet
- Problem Solving and Analysis Tools Failure Modes and Effects Analysis - FmeaDocument7 pagesProblem Solving and Analysis Tools Failure Modes and Effects Analysis - FmeaAhmed M. HashimNo ratings yet
- Process FmeaDocument8 pagesProcess Fmeaanirudha samalNo ratings yet
- Failure Elimination Made SimpleDocument11 pagesFailure Elimination Made SimpleAndré SantosNo ratings yet
- FMEA Applications Machinery FMEA: Continued On Next PageDocument10 pagesFMEA Applications Machinery FMEA: Continued On Next Pagenelson.rodriguezm6142100% (1)
- Failure Elimination Made SimpleDocument121 pagesFailure Elimination Made SimpleHydcon ServiceNo ratings yet
- FMEA: Failure Modes and Effects AnalysisDocument24 pagesFMEA: Failure Modes and Effects AnalysisAlvaro CotaquispeNo ratings yet
- 04 Bahadir Unal ENGLDocument5 pages04 Bahadir Unal ENGLAnkitaKumarNo ratings yet
- RAMS Knowledge SharingDocument29 pagesRAMS Knowledge SharingJAYNo ratings yet
- Introduction To FMEADocument57 pagesIntroduction To FMEAypo41956No ratings yet
- With Industry 40 TechnologyDocument5 pagesWith Industry 40 TechnologyQuality HosurNo ratings yet
- Savitribai Phule Pune UniversityDocument24 pagesSavitribai Phule Pune Universityshubham puranikNo ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument9 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing Industrysanjay chamoliNo ratings yet
- TQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14Document13 pagesTQM Assignment On Failure Mode Effect Analysis: Srideep Kumar Mohanta 215112033 2013-14mechatronicsmkNo ratings yet
- Application of Fmea Method in A Manufacturing Organization Focused On QualityDocument7 pagesApplication of Fmea Method in A Manufacturing Organization Focused On QualityRudra DasNo ratings yet
- FMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.From EverandFMEA konkret: Preventive risk analysis concretely with FMEA plus. The series of successful developers, trainers and presenters.No ratings yet
- Practical Guide to FMEA : A Proactive Approach to Failure AnalysisFrom EverandPractical Guide to FMEA : A Proactive Approach to Failure AnalysisRating: 5 out of 5 stars5/5 (1)
- 07 Control PlanDocument5 pages07 Control PlanManoharar RNo ratings yet
- Customer Specific Requirements ChecklitDocument1 pageCustomer Specific Requirements ChecklitManoharar RNo ratings yet
- DockauditchecklistDocument1 pageDockauditchecklistManoharar RNo ratings yet
- Rane Part PPAP Audit MOMDocument4 pagesRane Part PPAP Audit MOMManoharar RNo ratings yet
- Inspection Report Filter Bracket Step 21SK119 1Document2 pagesInspection Report Filter Bracket Step 21SK119 1Manoharar RNo ratings yet
- Powder Caoting Defects and ActionsDocument8 pagesPowder Caoting Defects and ActionsManoharar RNo ratings yet
- 05-11-2018 Ppap Documents Format Threaded Washer - 5 LtsDocument75 pages05-11-2018 Ppap Documents Format Threaded Washer - 5 LtsManoharar R100% (1)
- Audit ObservationDocument8 pagesAudit ObservationManoharar RNo ratings yet
- Best Rubber Prodcuts Internal Audit Observation SheetDocument1 pageBest Rubber Prodcuts Internal Audit Observation SheetManoharar RNo ratings yet
- Audit ChecklistDocument18 pagesAudit ChecklistManoharar RNo ratings yet
- CQI UpdatesDocument3 pagesCQI UpdatesManoharar R100% (1)
- Visitor Gate Pass Format in ExcelDocument2 pagesVisitor Gate Pass Format in ExcelManoharar R0% (1)
- COPQDocument1 pageCOPQManoharar RNo ratings yet
- RM Third Party Plan-2019Document1 pageRM Third Party Plan-2019Manoharar RNo ratings yet
- Product Audit ReportDocument2 pagesProduct Audit ReportManoharar R100% (2)
- HH Cap-PSWDocument1 pageHH Cap-PSWManoharar RNo ratings yet
- I, Handle Bar N360 Rejection Data - SKB-SEP - 2022Document7 pagesI, Handle Bar N360 Rejection Data - SKB-SEP - 2022Manoharar RNo ratings yet
- HH Cap-AOIDocument1 pageHH Cap-AOIManoharar RNo ratings yet
- Emd Millipore Contamination Monitoring Product Guide PDFDocument16 pagesEmd Millipore Contamination Monitoring Product Guide PDFManoharar R0% (1)
- HH Cap - AOIDocument1 pageHH Cap - AOIManoharar RNo ratings yet
- Route Card Implementation (In In-House and Supplier)Document10 pagesRoute Card Implementation (In In-House and Supplier)Manoharar RNo ratings yet
- Road Design Standards 6.1Document129 pagesRoad Design Standards 6.1Luis Artiaga Ben100% (1)
- ProposalDocument3 pagesProposalOsama RizwanNo ratings yet
- Measurements KEY: For Boiler ControlDocument41 pagesMeasurements KEY: For Boiler ControlignaciomarinNo ratings yet
- Double Deck Bus Body Structure and Driver's Cab DesignDocument28 pagesDouble Deck Bus Body Structure and Driver's Cab DesignBambang Setyo UtomoNo ratings yet
- Catalogo de Journals ASCEDocument20 pagesCatalogo de Journals ASCEJonathan RFNo ratings yet
- Poly (Vinyl Chloride) Gloves For Medical ApplicationDocument3 pagesPoly (Vinyl Chloride) Gloves For Medical Applicationvelu.g0% (1)
- TAMS DescriptionDocument8 pagesTAMS DescriptionZephyrTRNo ratings yet
- About GenpactDocument2 pagesAbout GenpactPatrick AdamsNo ratings yet
- Process Plant DesignDocument49 pagesProcess Plant DesignChaitanya GajbhiyeNo ratings yet
- DNV OS E 101 (2000) Drilling PlantDocument65 pagesDNV OS E 101 (2000) Drilling Plantrami ghorbelNo ratings yet
- Vintage Airplane - Dec 2009Document44 pagesVintage Airplane - Dec 2009Aviation/Space History LibraryNo ratings yet
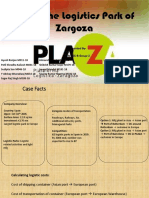
- Plaza The Logistics Park of Zarkzoga-SCM Sec B Group-2Document9 pagesPlaza The Logistics Park of Zarkzoga-SCM Sec B Group-2Ayush RanjanNo ratings yet
- Oracle Inventory Module-APLDocument207 pagesOracle Inventory Module-APLRavi Kumar Reddy KalikiriNo ratings yet
- Hotchkiss Group 2010 BrochureDocument6 pagesHotchkiss Group 2010 BrochureGiải Pháp Cơ ĐiệnNo ratings yet
- Workshop Practise: An IntroductionDocument21 pagesWorkshop Practise: An IntroductionjgkonnullyNo ratings yet
- Consumer Behavior in Festival Seasons With Special ReferenceDocument66 pagesConsumer Behavior in Festival Seasons With Special Referencepdpdpu89% (9)
- ข่าว1 pdf-notes flattened 201307151439Document4 pagesข่าว1 pdf-notes flattened 201307151439khala1391@gmail.comNo ratings yet
- Flow Technology TM Mc608 Magnetic Flow TransmitterDocument36 pagesFlow Technology TM Mc608 Magnetic Flow TransmitterEdgar Alexis CribilleroNo ratings yet
- Reference List: NO. Company Categorie Business Pma/Pmdn RemarkDocument21 pagesReference List: NO. Company Categorie Business Pma/Pmdn RemarkAchmad ZulkifliNo ratings yet
- 2023 Pricelist Microtex Bulacan 3Document6 pages2023 Pricelist Microtex Bulacan 3Harrison RigorNo ratings yet
- The Growing Cement Industry of The UAEDocument7 pagesThe Growing Cement Industry of The UAESadam Lodhi100% (1)
- Equity Research - TSMDocument5 pagesEquity Research - TSMMichael LinNo ratings yet
- ANSYS Introduction To Workbench PDFDocument13 pagesANSYS Introduction To Workbench PDFchemino76No ratings yet
- Training Catalogue PDFDocument3 pagesTraining Catalogue PDFAayush HolaniNo ratings yet
- Homework SolutionsDocument5 pagesHomework SolutionsCristi AlexNo ratings yet
- 10Document12 pages10Muhd QNo ratings yet
- 155 1Document45 pages155 1iname11No ratings yet
- Sadev Classic Attaches enDocument24 pagesSadev Classic Attaches enGerald VlaseNo ratings yet
- Nelson/Salmo Pennywise April 26, 2016Document48 pagesNelson/Salmo Pennywise April 26, 2016Pennywise PublishingNo ratings yet
- Nortel Case Study PDFDocument4 pagesNortel Case Study PDFEfren Baruela JrNo ratings yet