You might also like
- 331-JMES-3082-Ben Nasr 2017Document7 pages331-JMES-3082-Ben Nasr 2017Alex GarciaNo ratings yet
- Surface Treatment With Boron For Corrosi PDFDocument11 pagesSurface Treatment With Boron For Corrosi PDFChristianNo ratings yet
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoNo ratings yet
- Effect of Mg Addition (in Zinc Bath) on Galvanized Sheet QualityDocument7 pagesEffect of Mg Addition (in Zinc Bath) on Galvanized Sheet Qualityrahul.meenaNo ratings yet
- Microstructural Investigation of SAE 1040 Steel Specimens by Ultrasonic MeasurementsDocument4 pagesMicrostructural Investigation of SAE 1040 Steel Specimens by Ultrasonic MeasurementsEnrique Rivera QuiñonesNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Coatings 10 01265Document15 pagesCoatings 10 01265Mani RameshNo ratings yet
- 1 s2.0 S0257897204011235 MainDocument6 pages1 s2.0 S0257897204011235 MainIonas Raluca IoanaNo ratings yet
- TADILODocument15 pagesTADILOSamiMasreshaNo ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Electrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessDocument13 pagesElectrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessVanessa Rios NolayaNo ratings yet
- Surface Modification of 316L Stainless Steel With Plasma NitridingDocument11 pagesSurface Modification of 316L Stainless Steel With Plasma NitridingDavid ToroNo ratings yet
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocument11 pagesEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišNo ratings yet
- Influence of Clad Metal Chemistry On Stress CorrosDocument6 pagesInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikNo ratings yet
- Effect of The Temperature of Plasma Nitriding in Aisi 316L Austenitic Stainless SteelDocument4 pagesEffect of The Temperature of Plasma Nitriding in Aisi 316L Austenitic Stainless SteelElnaz AhmadiNo ratings yet
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 pagesEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERNo ratings yet
- Effects of ZR, Ti, and Al Additions On Impact ToughnessDocument12 pagesEffects of ZR, Ti, and Al Additions On Impact ToughnessDo Tuan DatNo ratings yet
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Improvement of Oxidation Resistance of Austenitic Stainless Steel by Chromizing-SiliconizingDocument15 pagesImprovement of Oxidation Resistance of Austenitic Stainless Steel by Chromizing-Siliconizingahmed moradNo ratings yet
- Corrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl SolutionsDocument15 pagesCorrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl Solutionso_l_0No ratings yet
- Corrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodDocument4 pagesCorrosion Protection of AZ31 Magnesium Alloy by A TiO2 Coating Prepared by LPD MethodRahul MadanNo ratings yet
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDocument6 pagesPerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTONo ratings yet
- Anod 7075-T6Document7 pagesAnod 7075-T6Son NguyenNo ratings yet
- Towards Carburizing Treatment Applied On Low Alloy Steel 16CN6Document5 pagesTowards Carburizing Treatment Applied On Low Alloy Steel 16CN6موسىNo ratings yet
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003No ratings yet
- Ijeit1412201305 43Document7 pagesIjeit1412201305 43Yamid NúñezNo ratings yet
- Science 1Document6 pagesScience 1doruoctaviandumitruNo ratings yet
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Jurnal Las GasDocument8 pagesJurnal Las GasMuhammad Zaenal ArifinNo ratings yet
- Chromate Conversion Coatings On Aluminium - Influences of AlloyingDocument16 pagesChromate Conversion Coatings On Aluminium - Influences of AlloyingDaniel Alfonso Moreno VerbelNo ratings yet
- ss304 NitridingDocument11 pagesss304 Nitridingvijayps.mechNo ratings yet
- Case Hardening Mild Steel Using Cowbone EnergizerDocument5 pagesCase Hardening Mild Steel Using Cowbone EnergizerJuan MayorgaNo ratings yet
- Improvement of Pitting Corrosion Resistance of Type 316L Stainless Steel by Potentiostatic Removal of Surface MNS InclusionsDocument7 pagesImprovement of Pitting Corrosion Resistance of Type 316L Stainless Steel by Potentiostatic Removal of Surface MNS InclusionsJinsoo KimNo ratings yet
- 10.1007@s00170 015 7586 0Document9 pages10.1007@s00170 015 7586 0Zigit Sang Aruniero EzpadaNo ratings yet
- Evaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcDocument14 pagesEvaluation of Erosion-Corrosion by Jet Impingement Tests On A CR/CRN Bilayer Coating Deposited by Cathodic ArcJose David CastroNo ratings yet
- Corrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFDocument6 pagesCorrosion Analysis of Copper Tio2nanocomposite Coatings On Steel Usingsputtering PDFmohamed aliNo ratings yet
- NosaDocument9 pagesNosaosaroboNo ratings yet
- Mechanical and Corrosive Nature of Galvanized SteelDocument10 pagesMechanical and Corrosive Nature of Galvanized SteelAbubakar Yakubu YakubuNo ratings yet
- Effect of Different Surface Treatment Methods On The Friction and Wear Behavior of AISI 4140 SteelDocument7 pagesEffect of Different Surface Treatment Methods On The Friction and Wear Behavior of AISI 4140 SteelRichard de Medeiros CastroNo ratings yet
- ABLATION CASTING OF THIN-WALL DUCTILE IRONDocument12 pagesABLATION CASTING OF THIN-WALL DUCTILE IRONsalar dadashNo ratings yet
- Effect of Solution Annealing Heat Treatm PDFDocument3 pagesEffect of Solution Annealing Heat Treatm PDFaltieri1No ratings yet
- Effects of Silicon Coating On Bond Strength of Two Different Titanium Ceramic To TitaniumDocument7 pagesEffects of Silicon Coating On Bond Strength of Two Different Titanium Ceramic To TitaniumRIZA MELİH KÖKSALLINo ratings yet
- Zinc Coating Thickness Effects On Hot Dip Galvanized Steel Corrosion Rates at A Severe Marine SiteDocument7 pagesZinc Coating Thickness Effects On Hot Dip Galvanized Steel Corrosion Rates at A Severe Marine Sitepbp2956100% (1)
- Swes v08 I1 PP 3 6Document4 pagesSwes v08 I1 PP 3 6ashav patelNo ratings yet
- Literature of Heat TreatmentDocument5 pagesLiterature of Heat TreatmentudayNo ratings yet
- Microstructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessDocument12 pagesMicrostructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessRami GhorbelNo ratings yet
- Effects of Heat Treatment on Welded Low Carbon SteelDocument5 pagesEffects of Heat Treatment on Welded Low Carbon SteelBillyAdhityaNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesNo ratings yet
- 1495-Article Text-4716-1-10-20221115Document7 pages1495-Article Text-4716-1-10-20221115Herda CahyaningrumNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Wei EconomicoDocument6 pagesWei EconomicodiomiraNo ratings yet
- Nitriding Improves Corrosion Resistance of Low Carbon SteelDocument4 pagesNitriding Improves Corrosion Resistance of Low Carbon SteelyanuarNo ratings yet
- Effects of Mg on morphologies and properties of hot dipped Zn-Mg CoatingsDocument7 pagesEffects of Mg on morphologies and properties of hot dipped Zn-Mg Coatingsrahul.meenaNo ratings yet
- Microstructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositesDocument10 pagesMicrostructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositeskdfjlkjlkNo ratings yet
- Methods For Evaluating The Appearance of Hot Dip G PDFDocument9 pagesMethods For Evaluating The Appearance of Hot Dip G PDFCenascenascenascenasNo ratings yet
- TPM A Key Strategy For Productivity ImprDocument8 pagesTPM A Key Strategy For Productivity ImprkhurshedlakhoNo ratings yet
- Total Quality Management TQM Strategy and OrganisaDocument23 pagesTotal Quality Management TQM Strategy and OrganisakhurshedlakhoNo ratings yet
- Colour Coated Steel Plates, Sheets and Coils: Environmental Product DeclarationDocument7 pagesColour Coated Steel Plates, Sheets and Coils: Environmental Product DeclarationkhurshedlakhoNo ratings yet
- __________________________-______QMS-F-10-48-enDocument9 pages__________________________-______QMS-F-10-48-enkhurshedlakhoNo ratings yet
- Galvanizing - 2022: Continuous Hot-Dip Galvanizing - Process and ProductsDocument36 pagesGalvanizing - 2022: Continuous Hot-Dip Galvanizing - Process and ProductsHerdisNo ratings yet
- Specular Gloss: NIST Special Publication SP250-70Document72 pagesSpecular Gloss: NIST Special Publication SP250-70khurshedlakhoNo ratings yet
- C 672 - C 672M - 98 - Qzy3mi05oeuxDocument3 pagesC 672 - C 672M - 98 - Qzy3mi05oeuxkhurshedlakhoNo ratings yet
- Physical Testing Report CRM (01-May-2014)Document19 pagesPhysical Testing Report CRM (01-May-2014)khurshedlakhoNo ratings yet
- ISPAT IndustriesDocument1 pageISPAT IndustrieskhurshedlakhoNo ratings yet
- D041Document2 pagesD041Harley Ilave IlaveNo ratings yet
- EN Standards ExplanationDocument6 pagesEN Standards ExplanationkhurshedlakhoNo ratings yet
- EN13523-29 Technical Briefing - Resistance To Collection of DirtDocument2 pagesEN13523-29 Technical Briefing - Resistance To Collection of DirtkhurshedlakhoNo ratings yet
- E 10 - 00 - Rtewltaw PDFDocument9 pagesE 10 - 00 - Rtewltaw PDFvinoth kumar SanthanamNo ratings yet
- ASTM C 309 Curing CompoundDocument3 pagesASTM C 309 Curing CompoundAlbert Ghobrial0% (1)
- ASTM D 4014 3 BearingsDocument7 pagesASTM D 4014 3 Bearingssruthi raniNo ratings yet
- Distillation of Road Tars: Standard Test Method ForDocument5 pagesDistillation of Road Tars: Standard Test Method ForNuMbNo ratings yet
- C 31 - C 31M - 00 - Qzmxltawrte - PDFDocument6 pagesC 31 - C 31M - 00 - Qzmxltawrte - PDFMohamedNo ratings yet
- Astm A 146 - 04Document2 pagesAstm A 146 - 04Er WidodoNo ratings yet
- E 381 - 98 - Rtm4ms1sruqDocument6 pagesE 381 - 98 - Rtm4ms1sruqkhurshedlakhoNo ratings yet
- B 3 - 95 - Qjmtotu - PDFDocument5 pagesB 3 - 95 - Qjmtotu - PDFAifam RawNo ratings yet
- Asphalt Roll Roofing, Cap Sheets, and Shingles: Standard Test Methods ForDocument9 pagesAsphalt Roll Roofing, Cap Sheets, and Shingles: Standard Test Methods ForkhurshedlakhoNo ratings yet
- Khondker Rubaiyat 2006jul MastersDocument122 pagesKhondker Rubaiyat 2006jul MasterskhurshedlakhoNo ratings yet
- en 13523 PDF FreeDocument5 pagesen 13523 PDF FreekhurshedlakhoNo ratings yet
- Astm A47 A47m (1999)Document5 pagesAstm A47 A47m (1999)Narendrasinh JadejaNo ratings yet
- A 100 - 04 Ferrosilicon PDFDocument6 pagesA 100 - 04 Ferrosilicon PDFEr Widodo100% (1)
- BLS Provider Course at College of Physicians & Surgeons PakistanDocument2 pagesBLS Provider Course at College of Physicians & Surgeons PakistankhurshedlakhoNo ratings yet
- Crystals 10 00891Document15 pagesCrystals 10 00891khurshedlakhoNo ratings yet
- IOM 86 Training Metrology ENGDocument167 pagesIOM 86 Training Metrology ENGBogdan TudorNo ratings yet
- User's Guide To ASTM Specification C94 On Ready-Mixed Concrete - by D. Gene Daniel and Colin L. Lobo PDFDocument146 pagesUser's Guide To ASTM Specification C94 On Ready-Mixed Concrete - by D. Gene Daniel and Colin L. Lobo PDFSajedur Rahman MishukNo ratings yet
- PDF ResizeDocument56 pagesPDF ResizeAhmad SallehNo ratings yet
- Chapter-Ii Literature ReviewDocument18 pagesChapter-Ii Literature ReviewMEGHA ANKALKOTINo ratings yet
- JL Components Blower LubricationDocument4 pagesJL Components Blower LubricationMAZENNo ratings yet
- Chapter 2 Lesson 2 Properties of WaterDocument26 pagesChapter 2 Lesson 2 Properties of WaterSahar GhanemNo ratings yet
- CC-Flat and Elongated ASTM D4791Document1 pageCC-Flat and Elongated ASTM D4791VasaNo ratings yet
- Phosphate Waste Rocks Recycling in Ceramic Wall Tiles - Technical PerformancesDocument11 pagesPhosphate Waste Rocks Recycling in Ceramic Wall Tiles - Technical Performancesali.messaiNo ratings yet
- Formulary Sheet: Car Wash, Presoak - Phosphate Free & BiodegradableDocument1 pageFormulary Sheet: Car Wash, Presoak - Phosphate Free & BiodegradableShingi MameNo ratings yet
- Stainless Steel DifferenceDocument4 pagesStainless Steel DifferenceGiri DharanNo ratings yet
- Boric Acid - WikipediaDocument54 pagesBoric Acid - Wikipediarock2903No ratings yet
- ROHACELL A 2022 April EN 243400Document2 pagesROHACELL A 2022 April EN 243400c.breckonsNo ratings yet
- Periodic Table Notes 1 PDFDocument9 pagesPeriodic Table Notes 1 PDFWajahat AliNo ratings yet
- DECORATIVE PRODUCTS EFFECTIVE FROM 01/05/2021Document25 pagesDECORATIVE PRODUCTS EFFECTIVE FROM 01/05/2021Kushal NarangNo ratings yet
- Fitting PresentationDocument15 pagesFitting PresentationDicky Fernando BagwellNo ratings yet
- MP Dec2012 - Coating Flange FaceDocument2 pagesMP Dec2012 - Coating Flange FaceUgoRibeiroNo ratings yet
- Izmir University of Economics: ARCH 303Document35 pagesIzmir University of Economics: ARCH 303Sadia SamiNo ratings yet
- Determination of Moisture ContentDocument7 pagesDetermination of Moisture ContentLaksilu Viduraga Peiris71% (7)
- Control Joints & Expansion Joints Guide for Concrete StructuresDocument4 pagesControl Joints & Expansion Joints Guide for Concrete Structuresmohannad eliassNo ratings yet
- VENDORS LIMITATIONS # 9COM 6000000013 - DocxDocument6 pagesVENDORS LIMITATIONS # 9COM 6000000013 - DocxBIPIN BALANNo ratings yet
- Ionic Modification Turns Commercial Rubber Into A Self-HealingDocument8 pagesIonic Modification Turns Commercial Rubber Into A Self-HealingМаныч Хороший ГодNo ratings yet
- Line Pipes and Pipeline Coating Cost SummaryDocument4 pagesLine Pipes and Pipeline Coating Cost Summarymuhammad AzharNo ratings yet
- Aerospace Materials Exam QuestionsDocument10 pagesAerospace Materials Exam Questionsbc150No ratings yet
- L2 - MRCS - Embedded Metal Corrosion - 2Document35 pagesL2 - MRCS - Embedded Metal Corrosion - 2Kaushal KumarNo ratings yet
- CalpakCollectors EngDocument11 pagesCalpakCollectors EngTaruzzNo ratings yet
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoNo ratings yet
- Optical Fiber Cable SpecificationDocument2 pagesOptical Fiber Cable Specificationfermac telecomunicacionesNo ratings yet
- List of Copper Alloys - WikipediaDocument1 pageList of Copper Alloys - WikipediaMarcel KuhneNo ratings yet
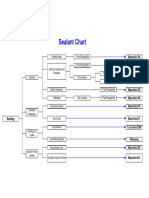
- Sealant Chart: Best Sealants for Waterproofing, Traffic Areas & MoreDocument1 pageSealant Chart: Best Sealants for Waterproofing, Traffic Areas & MoreDoby YuniardiNo ratings yet
- 1 Metallography Lab SheetDocument5 pages1 Metallography Lab SheetAlexNo ratings yet
- Risks and Management of Textile WasteDocument25 pagesRisks and Management of Textile WasteAbril MonsalveNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet