You might also like
- Enco Milling and Drilling Machine Manual 91002Document24 pagesEnco Milling and Drilling Machine Manual 91002fgrefe100% (1)
- Turbine Main Engines: The Commonwealth and International Library: Marine Engineering DivisionFrom EverandTurbine Main Engines: The Commonwealth and International Library: Marine Engineering DivisionRating: 5 out of 5 stars5/5 (4)
- L-S16 (Specification For Telephone Installation)Document20 pagesL-S16 (Specification For Telephone Installation)MUHAMMAD KHUDRI BIN HALIM BASHAH, IR. (JKR)100% (1)
- Design and Details of Elevated Steel Tank PDFDocument10 pagesDesign and Details of Elevated Steel Tank PDFandysupaNo ratings yet
- Mechanical Drive Systems - Student Workbook R4Document135 pagesMechanical Drive Systems - Student Workbook R4GhislainTremblayNo ratings yet
- 1.1 Principal Contractor Accreditation Application Letter Annexure 1 PDFDocument4 pages1.1 Principal Contractor Accreditation Application Letter Annexure 1 PDFbubele pamlaNo ratings yet
- QST Jul 1924Document116 pagesQST Jul 1924Ettel YuangNo ratings yet
- QST Dec 1923Document156 pagesQST Dec 1923Ettel YuangNo ratings yet
- Lee Moderne Aksie OzDocument4 pagesLee Moderne Aksie OzJAN VENTERNo ratings yet
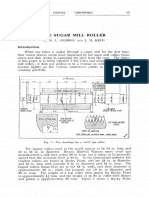
- The Sugar Mill Roller: BV R. I,. Geokge MDocument9 pagesThe Sugar Mill Roller: BV R. I,. Geokge MuksrajNo ratings yet
- Arc Stud WeldingDocument5 pagesArc Stud WeldingKhwanas LuqmanNo ratings yet
- LSI Doral II Floodlight Series Brochure 1994Document12 pagesLSI Doral II Floodlight Series Brochure 1994Alan MastersNo ratings yet
- BRUCE de PALMA Experiments On RotationDocument12 pagesBRUCE de PALMA Experiments On RotationMANNAJANELAGUNANo ratings yet
- PIPEPLUS CATALOGUE - CompressedDocument6 pagesPIPEPLUS CATALOGUE - CompressedPaypal BusinessNo ratings yet
- Tes GR VB Electrical 2013 Paper 0Document16 pagesTes GR VB Electrical 2013 Paper 0RaaNo ratings yet
- McGraw-Edison Resilite Series Brochure 1980Document6 pagesMcGraw-Edison Resilite Series Brochure 1980Alan MastersNo ratings yet
- Tech TipDocument5 pagesTech TipCaro LeijaNo ratings yet
- Easy To Build Transistor Projects BuckwalterDocument100 pagesEasy To Build Transistor Projects BuckwalterMax MuñozcanoNo ratings yet
- Design and Details of Elevated Steel TankDocument10 pagesDesign and Details of Elevated Steel TankROHAN DiggiNo ratings yet
- J..BN SSR : Q. P..!IJDocument6 pagesJ..BN SSR : Q. P..!IJيوسف مؤذنNo ratings yet
- Spaulding Lighting Fairlane III Spec Sheet 6-77Document2 pagesSpaulding Lighting Fairlane III Spec Sheet 6-77Alan MastersNo ratings yet
- Wire Calculations in Helical Undergoing: Stress Strands BendingDocument8 pagesWire Calculations in Helical Undergoing: Stress Strands BendingHoàng LongNo ratings yet
- Flashlight RadioDocument6 pagesFlashlight RadioGorniNo ratings yet
- 2 03 007 88Document14 pages2 03 007 88Jigneshkumar PatelNo ratings yet
- Morsum Magnificat, The Original Morse Magazine-MM11Document52 pagesMorsum Magnificat, The Original Morse Magazine-MM11Benjamin DoverNo ratings yet
- Stuff UK - December 2013 PDFDocument196 pagesStuff UK - December 2013 PDFBeatrice SavaNo ratings yet
- Lithonia Floodlighting Brochure 1989Document14 pagesLithonia Floodlighting Brochure 1989Alan MastersNo ratings yet
- Calanda Overlock 792Document30 pagesCalanda Overlock 792Tóth IldiNo ratings yet
- History of Traffic AnalysisDocument22 pagesHistory of Traffic AnalysisJeffrey LiuNo ratings yet
- MEP2133 Combined SheetsDocument19 pagesMEP2133 Combined SheetsAbdallah GamalNo ratings yet
- Jane's Revised Rules For Naval War GameDocument6 pagesJane's Revised Rules For Naval War Gamejiaoma100% (1)
- @yogi SimplifIcation of 2nd Order OSDocument14 pages@yogi SimplifIcation of 2nd Order OSYogesh PingleNo ratings yet
- Endo Don TicsDocument5 pagesEndo Don Ticsamaal almekhlafiNo ratings yet
- Batt en Es H Av E in Term Ittent: in Holvil!R, ofDocument1 pageBatt en Es H Av E in Term Ittent: in Holvil!R, ofrarepersonNo ratings yet
- Bradfield (1941) - Watering Inland AustraliaDocument6 pagesBradfield (1941) - Watering Inland Australiaexddidrl2768No ratings yet
- Revere 5440 & 601 Ultra-Lite Series Bulletin 1966Document2 pagesRevere 5440 & 601 Ultra-Lite Series Bulletin 1966Alan MastersNo ratings yet
- Franks Cabot - Q02 - 06 de 17 - Hydarulic - Group - Contents PDFDocument37 pagesFranks Cabot - Q02 - 06 de 17 - Hydarulic - Group - Contents PDFcarlospais2No ratings yet
- Old QuestionsDocument49 pagesOld QuestionsSiddharth UpretiNo ratings yet
- Naval Gunnery1924Document45 pagesNaval Gunnery1924Jacek Słaby100% (1)
- HZ Rac Tor Tun Unn Lla Tor: 10 G Va Edg OsciDocument4 pagesHZ Rac Tor Tun Unn Lla Tor: 10 G Va Edg OsciΑΝΔΡΕΑΣ ΤΣΑΓΚΟΣNo ratings yet
- Track Rope Calculations For Reversible Ropeways: L U I N L V LDocument3 pagesTrack Rope Calculations For Reversible Ropeways: L U I N L V LDheeraj ThakurNo ratings yet
- Workshop Practice Series 08 - Sheet Metal WorkDocument53 pagesWorkshop Practice Series 08 - Sheet Metal WorkDiego Romero100% (1)
- Adobe Scan 02-Feb-202412345Document8 pagesAdobe Scan 02-Feb-202412345charanmd0701No ratings yet
- Thermal-Cell': Crossflow Film Fill Package Cooling TowerDocument12 pagesThermal-Cell': Crossflow Film Fill Package Cooling TowerjoanarchNo ratings yet
- 12th Physics 2016 March (Eng) (VisionPapers - In)Document18 pages12th Physics 2016 March (Eng) (VisionPapers - In)Dev Patel latest movies on my channelNo ratings yet
- Willys-Overland Plant HistoryDocument16 pagesWillys-Overland Plant HistoryMariane AguimbagNo ratings yet
- 7.4 Sintering of Multicomponent SystemsDocument8 pages7.4 Sintering of Multicomponent SystemsPrathyuNo ratings yet
- Philips Mercury Vapor Lamps Bulletin 2-89Document4 pagesPhilips Mercury Vapor Lamps Bulletin 2-89Alan MastersNo ratings yet
- Byte Magazine Vol 19-01 Advanced Operating SystemsDocument330 pagesByte Magazine Vol 19-01 Advanced Operating SystemsgargorisgargNo ratings yet
- Orton Kones - KopieDocument4 pagesOrton Kones - KopieDavy CoolsaetNo ratings yet
- Massachusetts Institute of Technology: Problem 1Document4 pagesMassachusetts Institute of Technology: Problem 1marija__3No ratings yet
- v-100 (Flash)Document6 pagesv-100 (Flash)Bo AhemdNo ratings yet
- Ficivho: OlivntivDocument8 pagesFicivho: OlivntivNISCHAL CHANDNo ratings yet
- TrainDocument5 pagesTrainRoberpol100No ratings yet
- Juno Lighting Low Voltage Lighting Product Brochure 1995Document20 pagesJuno Lighting Low Voltage Lighting Product Brochure 1995Alan MastersNo ratings yet
- Aircraft-Power PlantsDocument116 pagesAircraft-Power PlantsDaniel Barbosa MotaNo ratings yet
- Logic CHP 5 Book BackDocument6 pagesLogic CHP 5 Book BackSwamini MurkuteNo ratings yet
- Sheave Design Versus Wire Rope LifeDocument2 pagesSheave Design Versus Wire Rope LifeSandeep GuptaNo ratings yet
- FL FX 1961 1976 Parts Book Harley Davidson OPTDocument239 pagesFL FX 1961 1976 Parts Book Harley Davidson OPTbron nonnamakerNo ratings yet
- Sanko XL3002Document48 pagesSanko XL3002Mariana GodoyNo ratings yet
- Missing Shop Manual DrillsDocument102 pagesMissing Shop Manual DrillsNewvov100% (3)
- 110 Semiconductor Projects for the Home ConstructorFrom Everand110 Semiconductor Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- VentureDeckingInstallationInstructions LRDocument13 pagesVentureDeckingInstallationInstructions LRGhislainTremblayNo ratings yet
- HeritageSolidDeckingInstallation ENDocument2 pagesHeritageSolidDeckingInstallation ENGhislainTremblayNo ratings yet
- Drill Bits P025 P041Document17 pagesDrill Bits P025 P041GhislainTremblayNo ratings yet
- PROJECT Drill Point GaugeDocument2 pagesPROJECT Drill Point GaugeGhislainTremblayNo ratings yet
- Drill Organizer and BatteryDocument6 pagesDrill Organizer and BatteryGhislainTremblayNo ratings yet
- WingNut WireConnector InstructionsDocument1 pageWingNut WireConnector InstructionsGhislainTremblayNo ratings yet
- Drill-Bits 185Document1 pageDrill-Bits 185GhislainTremblayNo ratings yet
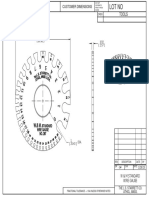
- Customer Dimensions: ToolsDocument1 pageCustomer Dimensions: ToolsGhislainTremblayNo ratings yet
- The EASIEST Way To Calculate A 45° Offset: Step 1: Back To SchoolDocument7 pagesThe EASIEST Way To Calculate A 45° Offset: Step 1: Back To SchoolGhislainTremblayNo ratings yet
- Brass Fittings Spec SheetDocument7 pagesBrass Fittings Spec SheetGhislainTremblayNo ratings yet
- Technical Information: Vancouver Toronto Montreal CincinnatiDocument15 pagesTechnical Information: Vancouver Toronto Montreal CincinnatiGhislainTremblayNo ratings yet
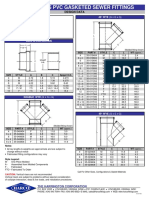
- Harco Sdr-35 PVC Gasketed Sewer Fittings: Design DataDocument5 pagesHarco Sdr-35 PVC Gasketed Sewer Fittings: Design DataGhislainTremblayNo ratings yet
- User'S Guide Lifting: Working Load Limit (WLL)Document18 pagesUser'S Guide Lifting: Working Load Limit (WLL)GhislainTremblayNo ratings yet
- AnvilDocument28 pagesAnvilGhislainTremblayNo ratings yet
- Make An Astrolabe ActivityDocument4 pagesMake An Astrolabe ActivityGhislainTremblayNo ratings yet
- Roof and Floor Framing Span TablesDocument2 pagesRoof and Floor Framing Span TablesGhislainTremblayNo ratings yet
- Student Activity: Using A Mariner's AstrolabeDocument6 pagesStudent Activity: Using A Mariner's AstrolabeGhislainTremblayNo ratings yet
- CdnSpanBook2020TC RevisedDocument5 pagesCdnSpanBook2020TC RevisedGhislainTremblayNo ratings yet
- Cable Profibus DP ABBDocument8 pagesCable Profibus DP ABBEdwin GallegosNo ratings yet
- ASME Y14.5M-1994 Dimensioning and TolerancingDocument3 pagesASME Y14.5M-1994 Dimensioning and Tolerancingmpedraza-1No ratings yet
- Revised Construction Schedule/S Curve and Catch-Up Plan: DescriptionDocument2 pagesRevised Construction Schedule/S Curve and Catch-Up Plan: Descriptionandreu colomaNo ratings yet
- (Vol B), 2021 Guidance For Class Notations, 2021Document132 pages(Vol B), 2021 Guidance For Class Notations, 2021M. Rifky RNo ratings yet
- Catalog Porcelain Sun Power Ceramics 2023Document54 pagesCatalog Porcelain Sun Power Ceramics 2023Arrofi Reza SatriaNo ratings yet
- Hagia SophiaDocument4 pagesHagia SophiaAhmed BayatiNo ratings yet
- MHSM Teilschnittmaschinen ENDocument2 pagesMHSM Teilschnittmaschinen ENalexandermattos8513No ratings yet
- PC450 (LC, HD) - 8 UEN02244-00 Diagrams & DrawingsDocument34 pagesPC450 (LC, HD) - 8 UEN02244-00 Diagrams & DrawingsdatphuongNo ratings yet
- 4x10 1Cx70 MergedDocument10 pages4x10 1Cx70 MergedJalal AlbadriNo ratings yet
- Zeitlin & Company Preferred Vendor List, 2009Document17 pagesZeitlin & Company Preferred Vendor List, 2009api-26011493No ratings yet
- IS 4014, IS 4081, Is 512, IS 5916Document47 pagesIS 4014, IS 4081, Is 512, IS 5916Allvin Facho100% (1)
- Lintel Installation GuideDocument5 pagesLintel Installation GuideAnneBricklayer100% (1)
- 04 - Formwork & Falsework Practice - OT - ReadingDocument12 pages04 - Formwork & Falsework Practice - OT - ReadingChimchim MorgensternNo ratings yet
- Alukonigstahl Sisteme Profile Otel Jansen Janisol c4 Ei 60 90Document36 pagesAlukonigstahl Sisteme Profile Otel Jansen Janisol c4 Ei 60 90Mihail MituNo ratings yet
- Eko Modular or Eko Cushion Modular Installation InstructionsDocument1 pageEko Modular or Eko Cushion Modular Installation InstructionsOswaldo Diaz NievesNo ratings yet
- Method Statement of ExcavationDocument14 pagesMethod Statement of ExcavationNaeemNo ratings yet
- REVITALISASI DRAINASE & CPHMA 5.000 KM (BBPJN JATENG DIY) - 07082020 - Rev3 EDIT77Document9 pagesREVITALISASI DRAINASE & CPHMA 5.000 KM (BBPJN JATENG DIY) - 07082020 - Rev3 EDIT77soraya anisaNo ratings yet
- Sbea1913 Construction Practice Project 2: Construction Site Developer: Bandar Nusajaya Development SDN BHDDocument96 pagesSbea1913 Construction Practice Project 2: Construction Site Developer: Bandar Nusajaya Development SDN BHDTenghong LimNo ratings yet
- A Comparative Analysis of Standard Labour Outputs of Selected Building Operations in NigeriaDocument7 pagesA Comparative Analysis of Standard Labour Outputs of Selected Building Operations in NigeriaSulaimon DolapoNo ratings yet
- M/S Vindhya Telelinks Limited Gaja Engineering PVT - LTD JV: A E B C D A E B C DDocument1 pageM/S Vindhya Telelinks Limited Gaja Engineering PVT - LTD JV: A E B C D A E B C DTarun SinghalNo ratings yet
- 9686-6150-ITP-000-0006 - A1 ITP For Piping Fabrication and ErectionDocument23 pages9686-6150-ITP-000-0006 - A1 ITP For Piping Fabrication and Erectionvenkatesh100% (1)
- Daftar PustakaDocument2 pagesDaftar Pustakahaafizh daffa farras wisandanaNo ratings yet
- Planning Concept Overall Concept Sustainable Concept: Project - 1Document1 pagePlanning Concept Overall Concept Sustainable Concept: Project - 1AR G.KAPILANNo ratings yet
- Children's Room WardrobeDocument1 pageChildren's Room WardrobeMohamed AsarudeenNo ratings yet
- 1 Catalogue - Doors Timber 0.5 - 1hrDocument2 pages1 Catalogue - Doors Timber 0.5 - 1hrErika BanguilanNo ratings yet
- Pump Room + Balancing Tank STR Details 27.04.2023Document1 pagePump Room + Balancing Tank STR Details 27.04.2023manuNo ratings yet
- BT 3 - Vernacular TermsDocument3 pagesBT 3 - Vernacular TermsJustin Ramos GollosoNo ratings yet
- Real Estate Davao Two 2-Storey Brand New Unfurnished House ModelDocument12 pagesReal Estate Davao Two 2-Storey Brand New Unfurnished House ModelRoland CepedaNo ratings yet
- Rencana Anggaran Biaya: Proyek: Pembangunan Gedung Pasar 4 LantaiDocument23 pagesRencana Anggaran Biaya: Proyek: Pembangunan Gedung Pasar 4 LantaiAknu HandokoNo ratings yet