You might also like
- PIC Microcontroller Projects in C: Basic to AdvancedFrom EverandPIC Microcontroller Projects in C: Basic to AdvancedRating: 5 out of 5 stars5/5 (10)
- GGG40CI WeldingDocument13 pagesGGG40CI WeldingA K NairNo ratings yet
- Chapter09eng LowresDocument25 pagesChapter09eng Lowresmohamed AdelNo ratings yet
- Evolution of shipbuilding materials from wood to steelDocument3 pagesEvolution of shipbuilding materials from wood to steelbrandondavis1011No ratings yet
- Subsea Materials & Corrosion CourseDocument2 pagesSubsea Materials & Corrosion Coursegaudis2No ratings yet
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiNo ratings yet
- Fabrication and Material Selection Case Study 1Document3 pagesFabrication and Material Selection Case Study 1totoq51No ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- Arcelormittal Pressure VesselDocument12 pagesArcelormittal Pressure VesselAnonymous UoHUagNo ratings yet
- 20 Preservation of Piping MaterialsDocument45 pages20 Preservation of Piping MaterialsDamar WardhanaNo ratings yet
- Stainless steel tubing specificationDocument2 pagesStainless steel tubing specificationTuấn Dương QuốcNo ratings yet
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 pagesQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNo ratings yet
- BS en 1011-5-2003Document14 pagesBS en 1011-5-2003pham khietNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- PWHT CooperheatDocument16 pagesPWHT CooperheatwackognNo ratings yet
- Fitting and Tubing Inspection - Chim Sao WHPDocument14 pagesFitting and Tubing Inspection - Chim Sao WHPnguyenbaohoangNo ratings yet
- dpvc-09 Petrobras PDFDocument47 pagesdpvc-09 Petrobras PDFBilly TanNo ratings yet
- Kaysafe ITPDocument2 pagesKaysafe ITPSteve NewmanNo ratings yet
- Equivalences Certified Welder According ASME EN ISO 14732 - 2013 - GleDocument1 pageEquivalences Certified Welder According ASME EN ISO 14732 - 2013 - Gleer_wenNo ratings yet
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Document17 pagesIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- Sanitary Fittings (MS 02 124 E) R2Document4 pagesSanitary Fittings (MS 02 124 E) R2herysyam1980No ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- Carbon Arc Cutting PDFDocument44 pagesCarbon Arc Cutting PDFMark InnesNo ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- ALUMINIJ SpecDocument16 pagesALUMINIJ Spec001tabNo ratings yet
- ISF Aachen Welding Technology Part II PDFDocument140 pagesISF Aachen Welding Technology Part II PDFscott2355No ratings yet
- Australian Standard®Document10 pagesAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Compressor Wash Skid Manual (Pages 1-14)Document14 pagesCompressor Wash Skid Manual (Pages 1-14)Anibal QuezadaNo ratings yet
- A Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosqueraDocument22 pagesA Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosquerayinelaNo ratings yet
- FY00 Welding Emissions-Mgmt-AppilicableDocument39 pagesFY00 Welding Emissions-Mgmt-AppilicablePeter's KitchenNo ratings yet
- DVS Technical Codes On Plastics Joining Technology PDFDocument11 pagesDVS Technical Codes On Plastics Joining Technology PDFmNo ratings yet
- Catalog Tevi - Van Leeuwend-Slatina PDFDocument62 pagesCatalog Tevi - Van Leeuwend-Slatina PDFBara SebastianNo ratings yet
- Steel Construction UKCA Marking v3Document20 pagesSteel Construction UKCA Marking v3ioancNo ratings yet
- Duplex Steels: Carbides and Nitrides Reduce Corrosion ResistanceDocument9 pagesDuplex Steels: Carbides and Nitrides Reduce Corrosion ResistanceKatellin BermudezNo ratings yet
- 10 1016@j Ijhydene 2020 02 035Document9 pages10 1016@j Ijhydene 2020 02 035TarunNo ratings yet
- MET 275-Welding and MachiningDocument200 pagesMET 275-Welding and MachiningfaizuNo ratings yet
- Comparison of Welding Inspector Qualification or Certification SchemesDocument7 pagesComparison of Welding Inspector Qualification or Certification Schemeswahyu santosoNo ratings yet
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- Electroslag & Electrogas PDFDocument5 pagesElectroslag & Electrogas PDFRobin GuNo ratings yet
- General Specification: Welding - MaterialsDocument56 pagesGeneral Specification: Welding - MaterialsGil-Alain EgnakouNo ratings yet
- IX-10-08 QW-407.2 Procedure Qualification LimitsDocument4 pagesIX-10-08 QW-407.2 Procedure Qualification LimitsPatrick DominguezNo ratings yet
- Bright Annealing Copper and Its AlloysDocument4 pagesBright Annealing Copper and Its Alloysmp87_ingNo ratings yet
- SurfacingDocument14 pagesSurfacingrahul063No ratings yet
- EpriDocument21 pagesEprihubert_veltenNo ratings yet
- DNV-RP-H102: Marine Ops During Offshore Installation RemovalDocument1 pageDNV-RP-H102: Marine Ops During Offshore Installation Removalhlaing Thant0% (1)
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- Controlling Hydrogen-Induced Cracking: Entering The Weld PoolDocument3 pagesControlling Hydrogen-Induced Cracking: Entering The Weld PoolHoangNo ratings yet
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- BV Italy January 2007 Introduction PDFDocument79 pagesBV Italy January 2007 Introduction PDFKadri HelmiNo ratings yet
- Poster Qualifizierungsweg en Final LowDocument1 pagePoster Qualifizierungsweg en Final Lowlth770310No ratings yet
- PED 2014-68-EU Guidelines en v3Document233 pagesPED 2014-68-EU Guidelines en v3GentelmanOnlyNo ratings yet
- Rules For Lifting Appliances 1Document62 pagesRules For Lifting Appliances 1TIZIANO CIVIDINONo ratings yet
- IAB 252r8-07Document24 pagesIAB 252r8-07Jayanta82No ratings yet
- Rules For The Certification and Construction IV Industrial ServicesDocument70 pagesRules For The Certification and Construction IV Industrial ServicesTomasPavlovicNo ratings yet
- Rules For Classification and Construction I Ship TechnologyDocument132 pagesRules For Classification and Construction I Ship TechnologyHiếu QuânNo ratings yet
- Rules For Classification and Construction I Ship TechnologyDocument105 pagesRules For Classification and Construction I Ship Technologycacalot93No ratings yet
- GL Rule BookDocument86 pagesGL Rule BookMd. Shahjada TarafderNo ratings yet
- Rules for Classification and Construction of Lifeboats and Rescue BoatsDocument74 pagesRules for Classification and Construction of Lifeboats and Rescue BoatsNAUTASNo ratings yet
- Rules for Ship Machinery InstallationsDocument346 pagesRules for Ship Machinery InstallationsDymon VaytkevichyusNo ratings yet
- Madhubati - Google MapsDocument1 pageMadhubati - Google Mapsankur_haldarNo ratings yet
- CPhI AnkurDocument1 pageCPhI Ankurankur_haldarNo ratings yet
- 6ES71317RF000AB0 Datasheet enDocument3 pages6ES71317RF000AB0 Datasheet enankur_haldarNo ratings yet
- Petroleum Planning & Analysis Cell: Crude Oil Price (Indian Basket)Document1 pagePetroleum Planning & Analysis Cell: Crude Oil Price (Indian Basket)ankur_haldarNo ratings yet
- Ebamb©Gr H$M Ordz BM Ebamb©Gr H$M Ordz BM : Lic'S Jeevan Labh Lic'S Jeevan LabhDocument8 pagesEbamb©Gr H$M Ordz BM Ebamb©Gr H$M Ordz BM : Lic'S Jeevan Labh Lic'S Jeevan LabhVinod KaulNo ratings yet
- ) - S'Uayy W) - 'ZZB C B T'V B Yuz: Rstsuv W Xyzv ZDocument3 pages) - S'Uayy W) - 'ZZB C B T'V B Yuz: Rstsuv W Xyzv Zankur_haldarNo ratings yet
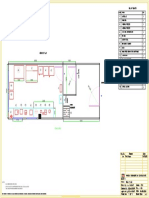
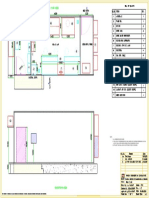
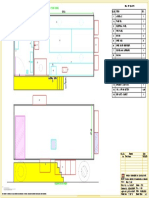
- BSL-2 Lab - LAYOUTDocument1 pageBSL-2 Lab - LAYOUTankur_haldarNo ratings yet
- Handling Liquid NitrogenDocument3 pagesHandling Liquid Nitrogenankur_haldarNo ratings yet
- Solar Radiation FundamentalsDocument14 pagesSolar Radiation FundamentalssdcdsvcdsfcNo ratings yet
- BSL-2 Lab - R2Document1 pageBSL-2 Lab - R2ankur_haldarNo ratings yet
- List of Instruments For BSLDocument1 pageList of Instruments For BSLankur_haldarNo ratings yet
- BSL-2 Lab - R0aDocument1 pageBSL-2 Lab - R0aankur_haldarNo ratings yet
- BSL-2 Lab - SH 1 OF 3 R0Document1 pageBSL-2 Lab - SH 1 OF 3 R0ankur_haldarNo ratings yet
- D20362Document28 pagesD20362bzivkovicNo ratings yet
- BSL Lab EnquiryDocument1 pageBSL Lab Enquiryankur_haldarNo ratings yet
- BSL-2 Lab - R2Document1 pageBSL-2 Lab - R2ankur_haldarNo ratings yet
- All Dimensions Are in Mm. 2. This Is Layout Is Representation Only. Actual Layout Will Be As Per Requirement and SpaceDocument1 pageAll Dimensions Are in Mm. 2. This Is Layout Is Representation Only. Actual Layout Will Be As Per Requirement and Spaceankur_haldarNo ratings yet
- Rajiv Malhotra's Half-Truth On Raja Rammohun Roy Sirf NewsDocument8 pagesRajiv Malhotra's Half-Truth On Raja Rammohun Roy Sirf Newsankur_haldarNo ratings yet
- BSL-2 Lab - SH 2 OF 3 R0Document1 pageBSL-2 Lab - SH 2 OF 3 R0ankur_haldarNo ratings yet
- VRF - V Plus Combined-LRDocument70 pagesVRF - V Plus Combined-LRankur_haldarNo ratings yet
- BSL-2 Lab - R1Document1 pageBSL-2 Lab - R1ankur_haldarNo ratings yet
- Heat Load Calculation My Bed RoomDocument9 pagesHeat Load Calculation My Bed Roomankur_haldarNo ratings yet
- BSL-2 Lab - SH 3 OF 3 R0Document1 pageBSL-2 Lab - SH 3 OF 3 R0ankur_haldarNo ratings yet
- Madhubati Land Area - Measurement - Google MapsDocument1 pageMadhubati Land Area - Measurement - Google Mapsankur_haldarNo ratings yet
- Mechanical Engineer Job DescriptionDocument5 pagesMechanical Engineer Job Descriptionankur_haldarNo ratings yet
- How An Ex-Nazi Arms Dealer Sold Fighters To India and Pakistan During An Arms EmbargoDocument13 pagesHow An Ex-Nazi Arms Dealer Sold Fighters To India and Pakistan During An Arms Embargoankur_haldarNo ratings yet
- Madhubati - Google MapsDocument1 pageMadhubati - Google Mapsankur_haldarNo ratings yet
- TOP Mutual FundsDocument9 pagesTOP Mutual Fundsankur_haldarNo ratings yet
- CPhI AnkurDocument1 pageCPhI Ankurankur_haldarNo ratings yet
- Data Sheet 6ES7131-7RF00-0AB0: Input CurrentDocument3 pagesData Sheet 6ES7131-7RF00-0AB0: Input Currentankur_haldarNo ratings yet
- Egt Margen From The Best ArticalDocument6 pagesEgt Margen From The Best ArticalakeelNo ratings yet
- 1 Form A/1 Form C/2 Form A/2 Form C, 5 A/10 A, Power RelaysDocument14 pages1 Form A/1 Form C/2 Form A/2 Form C, 5 A/10 A, Power RelaysMetehan TuranNo ratings yet
- Review Questions: FiltrationDocument3 pagesReview Questions: FiltrationJohn P. BandoquilloNo ratings yet
- Dynamometer Type Wattmeter WorkingDocument6 pagesDynamometer Type Wattmeter Workingsandeep rawatNo ratings yet
- Fire Alarm Systems: Ar 420 Elective Arch. Ace Mark Clapis, UapDocument25 pagesFire Alarm Systems: Ar 420 Elective Arch. Ace Mark Clapis, UapCeejay SagarinoNo ratings yet
- Design Memorandum For LP Chemcial Dosing System (Rev-1)Document12 pagesDesign Memorandum For LP Chemcial Dosing System (Rev-1)suparnabhoseNo ratings yet
- TMT7839 Universal Translator (J1708/J1587 To J1939) User ManualDocument7 pagesTMT7839 Universal Translator (J1708/J1587 To J1939) User ManualAlfredo ChavezNo ratings yet
- Floorhand Questions - FinalDocument31 pagesFloorhand Questions - FinalShakeel HussainNo ratings yet
- 2N5777 EtcDocument2 pages2N5777 EtcLeonardo LunaNo ratings yet
- NPSH - Net Positive Suction HeadDocument15 pagesNPSH - Net Positive Suction HeadAhmedHamadaNo ratings yet
- Door Motor VVVFDocument15 pagesDoor Motor VVVFEdhimj UnmeNo ratings yet
- BUSBAR Size and CapacityDocument8 pagesBUSBAR Size and CapacityJohn Garnet50% (2)
- Government Policy Statement - President Ranil Wickremesinghe - 07 Feb 2024Document11 pagesGovernment Policy Statement - President Ranil Wickremesinghe - 07 Feb 2024Adaderana OnlineNo ratings yet
- O6 - Technical English For RESDocument71 pagesO6 - Technical English For RESRuben PachoNo ratings yet
- TA7270 PDocument11 pagesTA7270 PsuzukkNo ratings yet
- CP 11 - Charging and Discharging CapacitorsDocument4 pagesCP 11 - Charging and Discharging CapacitorsΠIMΣR ҜHURRΔMNo ratings yet
- SF109EDocument13 pagesSF109EJosé SánchezNo ratings yet
- Pre-Feasibility Report: Shree Shyam Sponge & Power LTDDocument32 pagesPre-Feasibility Report: Shree Shyam Sponge & Power LTDفردوس سليمان100% (2)
- Reologia Páginas Desde - Physical - PharmacyDocument23 pagesReologia Páginas Desde - Physical - PharmacyEvelyn K MazoNo ratings yet
- Holcim EPD ViroDeckDocument21 pagesHolcim EPD ViroDeckΕύη ΣαλταNo ratings yet
- Nigerian Oil and Gas Industry BriefDocument22 pagesNigerian Oil and Gas Industry BriefOlimene Babatunde100% (2)
- Sirsasana As Viparita Karani MudraDocument4 pagesSirsasana As Viparita Karani MudraPradosh Kumar PanigrahyNo ratings yet
- Transportasi Fluida (Compressible Fluid-Fan Blower)Document36 pagesTransportasi Fluida (Compressible Fluid-Fan Blower)Evia Salma ZauridaNo ratings yet
- Vastu For WealthDocument9 pagesVastu For WealthLaxman S Bommera100% (1)
- Construction and Building Materials: Sundararaman Chithiraputhiran, Narayanan NeithalathDocument10 pagesConstruction and Building Materials: Sundararaman Chithiraputhiran, Narayanan Neithalathhichem aliouiNo ratings yet
- Detail NotificationDocument8 pagesDetail NotificationHari Babu BNo ratings yet
- vessel_update (13)Document8 pagesvessel_update (13)Lê Quyết ChungNo ratings yet
- Honda HR21 5Document40 pagesHonda HR21 5Ferenc Norbert100% (1)
- Interview Guidance by S K MondalDocument16 pagesInterview Guidance by S K MondaljishnuNo ratings yet
- Pmi ManDocument8 pagesPmi ManCalandrasReyCalandrasreyNo ratings yet