You might also like
- Analytical Method ValidationDocument55 pagesAnalytical Method ValidationShendi Suryana100% (1)
- HPLC Method Devolopment and Validation For EverolimusDocument20 pagesHPLC Method Devolopment and Validation For EverolimusthesisNo ratings yet
- Pharma 462 ValidationDocument57 pagesPharma 462 ValidationlimereiNo ratings yet
- Tep by TEP Pproach To Valuation and Omparison OF Nalytical EthodsDocument54 pagesTep by TEP Pproach To Valuation and Omparison OF Nalytical EthodsMalliga SundareshanNo ratings yet
- Pharmaceutical validation: Standard curves, calibrationDocument7 pagesPharmaceutical validation: Standard curves, calibrationAnum FaryalNo ratings yet
- Measurement Uncertainty ChemicalDocument8 pagesMeasurement Uncertainty ChemicalGanesh KashinathNo ratings yet
- Analytical Method ValidationDocument24 pagesAnalytical Method ValidationShanePooleNo ratings yet
- 154400045737427643-chapter-9Document32 pages154400045737427643-chapter-9marvel ecstasyNo ratings yet
- Quality Assurance of Test Results Using The Techniques of Statistical Quality Control According To ISO/IEC 17025:2005Document12 pagesQuality Assurance of Test Results Using The Techniques of Statistical Quality Control According To ISO/IEC 17025:2005seymaNo ratings yet
- Farmasi AnalisisDocument57 pagesFarmasi AnalisiserenfriskyNo ratings yet
- 01b Validation ComparisonDocument4 pages01b Validation ComparisonEmad EmadNo ratings yet
- Pharmaceutical Validation (M Pharm-QA)Document28 pagesPharmaceutical Validation (M Pharm-QA)Manohar KasdekarNo ratings yet
- Homework 3 - CastilloDocument3 pagesHomework 3 - CastilloFayree Charm CastilloNo ratings yet
- Eurachem MV Leaflet En-1Document2 pagesEurachem MV Leaflet En-1Abdulazeez Omer AlmadehNo ratings yet
- Jurnal SukaDocument9 pagesJurnal SukaMeri Novita SariNo ratings yet
- Validation of protein determination method in soybean mealDocument6 pagesValidation of protein determination method in soybean mealLaura MarcelaNo ratings yet
- Method Validation: Where Do I StartDocument36 pagesMethod Validation: Where Do I StartQuality and Safety Consultants Co.No ratings yet
- All Document Reader 1712518788928Document94 pagesAll Document Reader 1712518788928Hin Jarjarin TuriNo ratings yet
- Advance Usp MethodsDocument88 pagesAdvance Usp MethodsTonya Mcgee100% (1)
- BioPharm, Validating Analytical Methods For Bio Pharmaceuticals, Part 1Document9 pagesBioPharm, Validating Analytical Methods For Bio Pharmaceuticals, Part 1FredNo ratings yet
- Quality Control Management in Labortory Services.Document54 pagesQuality Control Management in Labortory Services.Bakhtawar Siddique MemonNo ratings yet
- Comparison Bet. US FDA, USP & ICH GuidelinesDocument10 pagesComparison Bet. US FDA, USP & ICH GuidelinesRavi KantNo ratings yet
- Analytical Method Validation in Drug DevelopmentDocument54 pagesAnalytical Method Validation in Drug DevelopmentbloannnNo ratings yet
- Adopting The Product Lifecycle ApproachDocument4 pagesAdopting The Product Lifecycle Approach刘朝阳No ratings yet
- Definitions, Monographs, CompendiaDocument9 pagesDefinitions, Monographs, Compendia175-44-Faraz HussainNo ratings yet
- Dr. Masoom QA-GMP-QCDocument75 pagesDr. Masoom QA-GMP-QCMuhammad Masoom AkhtarNo ratings yet
- Quality Assurance and Calibration MethodsDocument33 pagesQuality Assurance and Calibration MethodsbushraNo ratings yet
- Interpretation of Laboratory Eqa ReportsDocument32 pagesInterpretation of Laboratory Eqa ReportsDarshana JuvekarNo ratings yet
- Lesson 2. Quality AssessmentDocument2 pagesLesson 2. Quality AssessmentdyoNo ratings yet
- Importance of Proficiency TestingDocument29 pagesImportance of Proficiency Testingباسل فهدNo ratings yet
- Week16 LmgtreviewerDocument10 pagesWeek16 LmgtreviewerDanelyn PentasonNo ratings yet
- Alacc Guide 2008Document18 pagesAlacc Guide 2008Karen Kawanishi100% (1)
- QA program componentsDocument10 pagesQA program componentsAndre HigginsNo ratings yet
- GC 1220 Pre Post 20210924Document18 pagesGC 1220 Pre Post 20210924Adriana VillaverdeNo ratings yet
- Validation - Part4 - Analytical MethodDocument26 pagesValidation - Part4 - Analytical MethodshubhswaNo ratings yet
- Harmonized Guidelines For Quality ControlDocument18 pagesHarmonized Guidelines For Quality ControlJosé Esqueda LeyvaNo ratings yet
- Giudelines of Uncertainty Measurement CAC GL 54-2004Document8 pagesGiudelines of Uncertainty Measurement CAC GL 54-2004Ageng Wahyu PatrianitaNo ratings yet
- QMS Scheme Description: Microbiology Testing ProgramDocument16 pagesQMS Scheme Description: Microbiology Testing ProgramJhonNathan GuizaoNo ratings yet
- A Review Analytical Quality Control and Methodology in Internal Quality Control of Chemical AnalysisDocument9 pagesA Review Analytical Quality Control and Methodology in Internal Quality Control of Chemical AnalysisResearch ParkNo ratings yet
- Usp 36Document5 pagesUsp 36Ivena LiminataNo ratings yet
- Validation of Analytical Method: Ashok Suthar Regulatory Associate Regulatory Affairs Amneal PharmaceuticalsDocument40 pagesValidation of Analytical Method: Ashok Suthar Regulatory Associate Regulatory Affairs Amneal Pharmaceuticalsshashank786No ratings yet
- A Rational, Step-Wise Approach To Process CharacterizationDocument16 pagesA Rational, Step-Wise Approach To Process CharacterizationgcbNo ratings yet
- PL Ql1 Intlabeqa 0622Document32 pagesPL Ql1 Intlabeqa 0622marianalinamihaelaNo ratings yet
- Method ValidationDocument13 pagesMethod ValidationSatyendra YadavNo ratings yet
- Analytic Method Development and Validation: MT MVDocument2 pagesAnalytic Method Development and Validation: MT MVRaja AbhilashNo ratings yet
- Recent Regulatory Updates and Trends in Analytical Method ValidationDocument39 pagesRecent Regulatory Updates and Trends in Analytical Method ValidationJun ChenNo ratings yet
- Validation of Compendial ProceduresDocument5 pagesValidation of Compendial Proceduresanon_303469603No ratings yet
- Article Analyst CompromiseinuncertaintyestimationDahmaniBenamarDocument11 pagesArticle Analyst CompromiseinuncertaintyestimationDahmaniBenamarBryan Alexis CastrillonNo ratings yet
- Recent Regulatory Updates and Trends in Analytical Method ValidationDocument43 pagesRecent Regulatory Updates and Trends in Analytical Method ValidationPrashansa ShresthaNo ratings yet
- Whitepaper QAQCEnvironmentalLabDocument5 pagesWhitepaper QAQCEnvironmentalLabbudi_alamsyahNo ratings yet
- Analytical Method ValidationDocument11 pagesAnalytical Method ValidationRaju Nalla100% (2)
- Practical Approaches to Method Validation and Essential Instrument QualificationFrom EverandPractical Approaches to Method Validation and Essential Instrument QualificationNo ratings yet
- Pharmaceutical Analysis for Small MoleculesFrom EverandPharmaceutical Analysis for Small MoleculesBehnam DavaniNo ratings yet
- Practical Attribute and Variable Measurement Systems Analysis (MSA): A Guide for Conducting Gage R&R Studies and Test Method ValidationsFrom EverandPractical Attribute and Variable Measurement Systems Analysis (MSA): A Guide for Conducting Gage R&R Studies and Test Method ValidationsNo ratings yet
- The Quality Calibration Handbook: Developing and Managing a Calibration ProgramFrom EverandThe Quality Calibration Handbook: Developing and Managing a Calibration ProgramNo ratings yet
- GJ Velicini 3Document6 pagesGJ Velicini 3Doe BlackNo ratings yet
- Direct Vs On Column InjectionDocument24 pagesDirect Vs On Column InjectionDoe BlackNo ratings yet
- TO-4a Vs TO-10aDocument1 pageTO-4a Vs TO-10aDoe BlackNo ratings yet
- 2 Nacin SharinDocument15 pages2 Nacin SharinDoe BlackNo ratings yet
- Полесно Паметење Електромагнетен СпектарDocument1 pageПолесно Паметење Електромагнетен СпектарDoe BlackNo ratings yet
- Operations Manual: TE-1000 PUF Poly-Urethane Foam High Volume Air SamplerDocument38 pagesOperations Manual: TE-1000 PUF Poly-Urethane Foam High Volume Air SamplerDoe BlackNo ratings yet
- Za High-Low Volume SamplersDocument1 pageZa High-Low Volume SamplersDoe BlackNo ratings yet
- EJ1057148Document5 pagesEJ1057148Doe BlackNo ratings yet
- Minerals From Macedonia XVII Vibrational Spectra oDocument9 pagesMinerals From Macedonia XVII Vibrational Spectra oDoe BlackNo ratings yet
- Qualitative Tests for AnionsDocument22 pagesQualitative Tests for AnionsDoe BlackNo ratings yet
- Test4 Ch19 Electrochemistry Practice ProblemsDocument13 pagesTest4 Ch19 Electrochemistry Practice ProblemsPhysiochemo Chemical100% (1)
- Minerals From Macedonia XVII Vibrational Spectra oDocument9 pagesMinerals From Macedonia XVII Vibrational Spectra oDoe BlackNo ratings yet
- Resenija Na Nekoi Prasanja Od 13 Poglavje McMurryDocument1 pageResenija Na Nekoi Prasanja Od 13 Poglavje McMurryDoe BlackNo ratings yet
- TO-4a Vs TO-10aDocument1 pageTO-4a Vs TO-10aDoe BlackNo ratings yet
- A Place in the Heart That Will Never Be FilledDocument1 pageA Place in the Heart That Will Never Be FilledDoe BlackNo ratings yet
- UV Svetlina Vlijanie Na OciDocument5 pagesUV Svetlina Vlijanie Na OciDoe BlackNo ratings yet
- A Place in the Heart That Will Never Be FilledDocument1 pageA Place in the Heart That Will Never Be FilledDoe BlackNo ratings yet
- A Place in the Heart That Will Never Be FilledDocument1 pageA Place in the Heart That Will Never Be FilledDoe BlackNo ratings yet
- Viib We Could End Up Together .If You Wanted. But I Can't Blame You. When Heart Doesn't Love, You Can't Do Anything About ItDocument1 pageViib We Could End Up Together .If You Wanted. But I Can't Blame You. When Heart Doesn't Love, You Can't Do Anything About ItDoe BlackNo ratings yet
- Bond Enthalpies H Tcm4-654147Document11 pagesBond Enthalpies H Tcm4-654147Sukddesh RagavanNo ratings yet
- I Lost My WayDocument1 pageI Lost My WayDoe BlackNo ratings yet
- Minerals From Macedonia XVII Vibrational Spectra oDocument9 pagesMinerals From Macedonia XVII Vibrational Spectra oDoe BlackNo ratings yet
- Testsforconvergencewithanswers PDFDocument9 pagesTestsforconvergencewithanswers PDFRoberto Antonio Rojas EstebanNo ratings yet
- Determination of Phosphate in Sugarcane JuicesDocument8 pagesDetermination of Phosphate in Sugarcane Juicessha2salaNo ratings yet
- CH 28 Solutions Glencoe 2013Document20 pagesCH 28 Solutions Glencoe 2013Doe BlackNo ratings yet
- Errors in Chemical Analyses: Assessing The Quality of ResultsDocument12 pagesErrors in Chemical Analyses: Assessing The Quality of ResultsDoe BlackNo ratings yet
- Hope This Is Useful Iknowitisnot However It Was NecessaryDocument1 pageHope This Is Useful Iknowitisnot However It Was NecessaryDoe BlackNo ratings yet
- TabelaDocument2 pagesTabelaDoe BlackNo ratings yet
- El - Chem. SnO2Document6 pagesEl - Chem. SnO2Doe BlackNo ratings yet
- Overview of Common Communication Challenges and TipsDocument7 pagesOverview of Common Communication Challenges and TipsTinyEYE Therapy ServicesNo ratings yet
- EMAIL FORMAT Notes Y4Document6 pagesEMAIL FORMAT Notes Y4Nureen SyauqeenNo ratings yet
- Install and Configure Computer Networks Training Session PlanDocument9 pagesInstall and Configure Computer Networks Training Session PlanMarvin AlcantaraNo ratings yet
- Internship Reflection PaperDocument8 pagesInternship Reflection Paperapi-622170417No ratings yet
- Ac and DC MeasurementsDocument29 pagesAc and DC MeasurementsRudra ChauhanNo ratings yet
- BIGuidebook Templates - BI Logical Data Model - Data Integration DesignDocument12 pagesBIGuidebook Templates - BI Logical Data Model - Data Integration DesignShahina H CrowneNo ratings yet
- Engine Parts Location GuideDocument4 pagesEngine Parts Location GuidevarenziaNo ratings yet
- Expansion Joint PSDocument2 pagesExpansion Joint PSYoga SaputraNo ratings yet
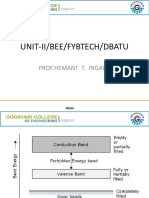
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- Circuit Diagram Eng 5582-2-01Document95 pagesCircuit Diagram Eng 5582-2-01edolzaNo ratings yet
- TOS - MathDocument4 pagesTOS - MathGeorge Ezar N. QuiriadoNo ratings yet
- 1 National Workshop For Sustainable Built Environment South - South PartnershipDocument14 pages1 National Workshop For Sustainable Built Environment South - South PartnershipRajendra KunwarNo ratings yet
- Mitspeck 2014 e VersionDocument130 pagesMitspeck 2014 e VersionVedantDomkondekarNo ratings yet
- K220 Accessories BrochureDocument6 pagesK220 Accessories Brochurehh8g9y6ggcNo ratings yet
- Memo-on-Orientation and Submission of PNPKIDocument5 pagesMemo-on-Orientation and Submission of PNPKICoronia Mermaly LamsenNo ratings yet
- Cooler Catalogue PDFDocument12 pagesCooler Catalogue PDFCărunta-Crista CristinaNo ratings yet
- Products For Enhanced Oil RecoveryDocument4 pagesProducts For Enhanced Oil RecoverypmarteeneNo ratings yet
- SMAN52730 - Wiring Diagram B11RaDocument58 pagesSMAN52730 - Wiring Diagram B11RaJonathan Nuñez100% (1)
- Madd Powerpoint 1Document17 pagesMadd Powerpoint 1api-457366947No ratings yet
- D6 SeptimusDocument366 pagesD6 SeptimusHenry Gaudet100% (1)
- EPI Manual Part1 2013 2Document350 pagesEPI Manual Part1 2013 2digger1833No ratings yet
- For Construction and Industry: Liebherr Diesel EnginesDocument8 pagesFor Construction and Industry: Liebherr Diesel EnginesGoran MatovicNo ratings yet
- BITS Vulnerability Management Maturity ModelDocument19 pagesBITS Vulnerability Management Maturity ModelJack JacksonNo ratings yet
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- 3 6 17weekly Homework Sheet Week 23 - 5th Grade - CcssDocument3 pages3 6 17weekly Homework Sheet Week 23 - 5th Grade - Ccssapi-328344919No ratings yet
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- Laser PsicosegundoDocument14 pagesLaser PsicosegundoCristiane RalloNo ratings yet
- Vastu House PlanDocument187 pagesVastu House Planshilpa shahNo ratings yet
- I - Refracted EnergyDocument6 pagesI - Refracted EnergyAmmad Ali QureshiNo ratings yet
- SC Project Closeout Report v6Document27 pagesSC Project Closeout Report v6SateeshIngoleNo ratings yet