You might also like
- Accuracy of Ball Screw en - A15 - 011 PDFDocument13 pagesAccuracy of Ball Screw en - A15 - 011 PDFMihir PrajapatiNo ratings yet
- Dokładność KulowejDocument13 pagesDokładność KulowejSzymon RosikNo ratings yet
- Ball Screw AccuracyDocument1 pageBall Screw AccuracyMohit SharmaNo ratings yet
- Como Definir Precisao Do Fuso de EsferasDocument2 pagesComo Definir Precisao Do Fuso de Esferasabelmil123No ratings yet
- Experiment No. - 5: Object: Apparatus: TheoryDocument10 pagesExperiment No. - 5: Object: Apparatus: TheoryROHIT SRIVASTAVNo ratings yet
- CVEN303 Elearn Lec 8 - Balancing TravDocument2 pagesCVEN303 Elearn Lec 8 - Balancing TravCloeNo ratings yet
- Ch-5 Toothed Gears_1Document40 pagesCh-5 Toothed Gears_1Samar GuptaNo ratings yet
- 7 Gears: 7.1 Gear ClassificationDocument10 pages7 Gears: 7.1 Gear ClassificationAshish SinglaNo ratings yet
- Chapter 5 - Setting Out (In Progress)Document42 pagesChapter 5 - Setting Out (In Progress)aminNo ratings yet
- Precision Gear Metrology GuideDocument6 pagesPrecision Gear Metrology GuideSathya DharanNo ratings yet
- 02_D2_2_1_1Document6 pages02_D2_2_1_1YOANN HEBRARDNo ratings yet
- Basic SymbolsDocument14 pagesBasic SymbolsLacatusu MirceaNo ratings yet
- Highway Horizontal Alignment DesignDocument76 pagesHighway Horizontal Alignment DesignUsama AliNo ratings yet
- Ball Screw Torque Calc.Document5 pagesBall Screw Torque Calc.sohamkoliNo ratings yet
- 6.4 Tooth-Bearings TechnicalData KGSTOCKGEARSDocument3 pages6.4 Tooth-Bearings TechnicalData KGSTOCKGEARSLuis TestaNo ratings yet
- How to set out road curvesDocument43 pagesHow to set out road curvesAinur NasuhaNo ratings yet
- AGMA gear standard reference guideDocument10 pagesAGMA gear standard reference guideponnivalavans_994423No ratings yet
- Back To BasicsDocument7 pagesBack To BasicszttNo ratings yet
- Worm Lead and Helix Angle CalculationDocument4 pagesWorm Lead and Helix Angle CalculationVenkateswaran venkateswaranNo ratings yet
- Prob 09-49Document1 pageProb 09-49megullNo ratings yet
- Circular Curves01Document17 pagesCircular Curves01Thomas BautistaNo ratings yet
- Banaswadi Police Station BOQ SummaryDocument21 pagesBanaswadi Police Station BOQ SummaryraviNo ratings yet
- MechanisimsDocument5 pagesMechanisimsIván AguirreNo ratings yet
- Fig. 4.1 Classification of Follower: Department of Mechanical EngineeringDocument21 pagesFig. 4.1 Classification of Follower: Department of Mechanical EngineeringChetan KolambeNo ratings yet
- Helical Gears: Design, Terminology & Load AnalysisDocument12 pagesHelical Gears: Design, Terminology & Load AnalysisBoris PalaoNo ratings yet
- Fanshaped Layout On CurveDocument53 pagesFanshaped Layout On CurveHarsh Kumar EnameNo ratings yet
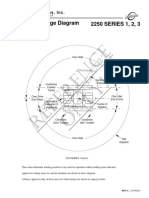
- Reference Only!: Operating Range Diagram 2250 SERIES 1, 2, 3Document1 pageReference Only!: Operating Range Diagram 2250 SERIES 1, 2, 3driller27No ratings yet
- 11 Chapter3Document46 pages11 Chapter3Anonymous wAdxNydjNo ratings yet
- Welding Symbol Reference ChartDocument2 pagesWelding Symbol Reference ChartAamer MohammedNo ratings yet
- High precision turntables and hobbing machinesDocument4 pagesHigh precision turntables and hobbing machinesNARENDER SINGH100% (1)
- Jis b1702Document3 pagesJis b1702Pieyah Chomel75% (4)
- Design Procedure For Spur and Helical Gear PDFDocument15 pagesDesign Procedure For Spur and Helical Gear PDFBinoy K B100% (2)
- Chapter 10Document9 pagesChapter 10kdalavadi3905No ratings yet
- CRW02 - Spur Gear - Eng VerDocument54 pagesCRW02 - Spur Gear - Eng VerpruthvirajNo ratings yet
- Effect of Flow Parameters On An Obliquely Impinging Jet in A Cross Flow R.E. Jones, R.M. Kelso and B.B. DallyDocument4 pagesEffect of Flow Parameters On An Obliquely Impinging Jet in A Cross Flow R.E. Jones, R.M. Kelso and B.B. DallyYuneskyNo ratings yet
- The Basic Nature of Vehicle Understeer-OversteerDocument36 pagesThe Basic Nature of Vehicle Understeer-OversteerRTCNNo ratings yet
- PP-11-Introduction To Data Interpretation (P11) Rev 0.5Document89 pagesPP-11-Introduction To Data Interpretation (P11) Rev 0.5Asish desaiNo ratings yet
- Design of Machine Elements-II (MEPC-306) : Prepared By: DR Saurabh Kango Assistant Professor NIT JalandharDocument21 pagesDesign of Machine Elements-II (MEPC-306) : Prepared By: DR Saurabh Kango Assistant Professor NIT JalandharGAURAV YADAVNo ratings yet
- 42 Mechanical Engineer's Pocket Book: Nut SpannerDocument1 page42 Mechanical Engineer's Pocket Book: Nut SpanneraguirretoNo ratings yet
- Spur GearsDocument1 pageSpur GearsIsmael AibisNo ratings yet
- 41 Azimuth-2p-21 10 22Document2 pages41 Azimuth-2p-21 10 22hellixNo ratings yet
- Hydrology Report of MJBDocument9 pagesHydrology Report of MJBchiranjeevimd2991 MDNo ratings yet
- Horizontal Curve Setting: MD Aftabuzzaman, PHDDocument39 pagesHorizontal Curve Setting: MD Aftabuzzaman, PHDJoe NjoreNo ratings yet
- MerecnikDocument12 pagesMerecnikjalijaNo ratings yet
- 渐变方式图Document3 pages渐变方式图kai zhangNo ratings yet
- Surveying & Geo-Informatics: Lecture # 8Document12 pagesSurveying & Geo-Informatics: Lecture # 8M Bilal ZahidNo ratings yet
- Maag, Tooth F Lank ModificationsDocument8 pagesMaag, Tooth F Lank ModificationsPeter CardenNo ratings yet
- Gear Classification: Page - 1Document12 pagesGear Classification: Page - 1maloyNo ratings yet
- ISO - 12488 - 1 - 2012 - Cranes - Wheels and Tracks..Document2 pagesISO - 12488 - 1 - 2012 - Cranes - Wheels and Tracks..MAHMOUD YOUNISNo ratings yet
- Regional Conference and Exhibition On Electricity DistributionDocument8 pagesRegional Conference and Exhibition On Electricity DistributionramsesiNo ratings yet
- Final Copy of Midterm PT in PrecalDocument22 pagesFinal Copy of Midterm PT in Precaldr8ryryz25No ratings yet
- Involute Spur GearsDocument109 pagesInvolute Spur GearsBORNASCHNo ratings yet
- Revisi Tabel Kriteria Geometrik JalanDocument6 pagesRevisi Tabel Kriteria Geometrik JalanHironimus FatimaNo ratings yet
- Center Line For Conveyor Idlers Alignment ReportDocument7 pagesCenter Line For Conveyor Idlers Alignment ReportsivaNo ratings yet
- Diffraction Gratings - HORIBADocument10 pagesDiffraction Gratings - HORIBAhasantapNo ratings yet
- S4 - Mechanical Signalling - Double Wire PDFDocument105 pagesS4 - Mechanical Signalling - Double Wire PDFPooja SinghNo ratings yet
- Service Bulletin: Typical Spring Loaded Adjustable Lever AssemblyDocument2 pagesService Bulletin: Typical Spring Loaded Adjustable Lever AssemblymichaeltibocheNo ratings yet
- Brecher2013 Article InfluenceOfTheManufacturingMetDocument10 pagesBrecher2013 Article InfluenceOfTheManufacturingMetranim najibNo ratings yet
- Global Marketing For Tube & Pipe: JIS G3446 Stainless Steel Pipes For Machine and Structural PurposesDocument13 pagesGlobal Marketing For Tube & Pipe: JIS G3446 Stainless Steel Pipes For Machine and Structural PurposesGerardo Emmanuel Romana BrianoNo ratings yet
- Pioneering Mobile Experience GM85: Premium Mobile Digital RadiographyDocument6 pagesPioneering Mobile Experience GM85: Premium Mobile Digital RadiographyBerkant Orçun Çangal100% (1)
- The SKF Model For Calculating The Frictional MovementDocument15 pagesThe SKF Model For Calculating The Frictional Movementdaviqperez100% (1)
- 1 m30 45 - en PDFDocument16 pages1 m30 45 - en PDFAnonymous zMWvcTNo ratings yet
- D p26-29 RAD Cli Touhoudai 85 E FixDocument4 pagesD p26-29 RAD Cli Touhoudai 85 E FixBerkant Orçun ÇangalNo ratings yet
- Digital mammography and radiology equipment pricingDocument15 pagesDigital mammography and radiology equipment pricingBerkant Orçun ÇangalNo ratings yet
- Thread AngleDocument3 pagesThread AngleBerkant Orçun ÇangalNo ratings yet
- Trapezspindel PDFDocument77 pagesTrapezspindel PDFHanson BlackerNo ratings yet
- Web-Based Robotic RehabilitationDocument6 pagesWeb-Based Robotic RehabilitationBerkant Orçun ÇangalNo ratings yet
- M&I 203 ErrorsDocument46 pagesM&I 203 ErrorsAhmed HusseinNo ratings yet
- Design and Control of A Multiple-Section Continuum Robot With A Hybrid Sensing SystemDocument13 pagesDesign and Control of A Multiple-Section Continuum Robot With A Hybrid Sensing SystemDjedili AmelNo ratings yet
- 06 Torque ToolsDocument28 pages06 Torque Toolselva RfNo ratings yet
- Photogrammetry Mathematics 080116Document128 pagesPhotogrammetry Mathematics 080116firosekhan100% (2)
- Cambridge International Advanced Subsidiary and Advanced LevelDocument8 pagesCambridge International Advanced Subsidiary and Advanced LevelBassem Khalid YasseenNo ratings yet
- Fusion Based Feature Extraction Analysis of ECG Signal Interpretation - A Systematic ApproachDocument16 pagesFusion Based Feature Extraction Analysis of ECG Signal Interpretation - A Systematic ApproachJati WaramaNo ratings yet
- Plant Performance TestDocument10 pagesPlant Performance TestUjang Sonjaya100% (1)
- Top Gauge 200: Benefits ApplicationsDocument6 pagesTop Gauge 200: Benefits ApplicationsDavid Alfonso CaraballoNo ratings yet
- Connemara Pony Discussion Document October 2015Document30 pagesConnemara Pony Discussion Document October 2015FrankQuinnNo ratings yet
- Quallity Control JPCLDocument37 pagesQuallity Control JPCLSerhan ÜnverNo ratings yet
- Physics71.1 Activity ManualDocument129 pagesPhysics71.1 Activity ManualJay JayNo ratings yet
- Mann Et Al 2004Document42 pagesMann Et Al 2004ShaneLee102No ratings yet
- An Accelerometer - Based Leak Detection SystemDocument16 pagesAn Accelerometer - Based Leak Detection SystemChiemelaNo ratings yet
- Studio 3 Precision SettingsDocument15 pagesStudio 3 Precision SettingsJeson CGNo ratings yet
- Using Hysys UniSim As A Fast Accurate and Robust Pipeline Transient Simulation Tool PDFDocument19 pagesUsing Hysys UniSim As A Fast Accurate and Robust Pipeline Transient Simulation Tool PDFjoaquingonNo ratings yet
- Fantec GunDocument7 pagesFantec GunhappyharrNo ratings yet
- Carryover/Frozen: Tolerances For Dimensions and General Requirements andDocument15 pagesCarryover/Frozen: Tolerances For Dimensions and General Requirements andmehmet ustun100% (1)
- URIT-810 Operation ManualDocument42 pagesURIT-810 Operation ManualFayssal Benfodda100% (7)
- The Power Point - The Effective Email and Report Writing 2022Document72 pagesThe Power Point - The Effective Email and Report Writing 2022Mohamad AlrawiNo ratings yet
- Quantitative Techniques For ManagementDocument30 pagesQuantitative Techniques For ManagementShiean Purpleyum50% (2)
- Evaluation of Precision Performance of Quantitative Measurement Methods Approved Guideline-Second EditionDocument52 pagesEvaluation of Precision Performance of Quantitative Measurement Methods Approved Guideline-Second EditionTrần Tiến Đạt100% (2)
- Analytical Method ValidationDocument11 pagesAnalytical Method ValidationRaju Nalla100% (2)
- The Internal State of An LLM Knows When Its Lying: Preprint. Under ReviewDocument10 pagesThe Internal State of An LLM Knows When Its Lying: Preprint. Under ReviewKatherine TranNo ratings yet
- Crowd Classification Problem PDFDocument29 pagesCrowd Classification Problem PDFLee QinghuaNo ratings yet
- Astm E2516Document7 pagesAstm E2516Nacer KisyNo ratings yet
- Environmental ScienceDocument167 pagesEnvironmental Sciencemoedogg70100% (1)
- Physics XIDocument24 pagesPhysics XIPavithra PrakashNo ratings yet
- Capital cost estimation techniquesDocument55 pagesCapital cost estimation techniquesRamez AlaliNo ratings yet
- T411Document4 pagesT411Huy NguyenNo ratings yet
- Resource Guide: Washington State University Critical Thinking ProjectDocument54 pagesResource Guide: Washington State University Critical Thinking Projectahmed_abass23684No ratings yet