You might also like
- Cip CleaningDocument21 pagesCip CleaningNithya CNo ratings yet
- FOT207 Assignment1Document7 pagesFOT207 Assignment1BRO CODENo ratings yet
- Clean in Place CIP Buying GuideDocument26 pagesClean in Place CIP Buying GuideRuben Saucedo Jacome100% (2)
- Beverage Cip PerformanceDocument12 pagesBeverage Cip PerformancesambhavjoshiNo ratings yet
- Reduce Membrane Fouling With Good Cip Procedures inDocument3 pagesReduce Membrane Fouling With Good Cip Procedures indalton2003No ratings yet
- To Automate Where No Plant Has Automated Before: Acid Washing of Packed-Tower Chemical ScrubbersDocument11 pagesTo Automate Where No Plant Has Automated Before: Acid Washing of Packed-Tower Chemical ScrubbersKiran KrishnanNo ratings yet
- A Guide To Clean in Place (CIP)Document6 pagesA Guide To Clean in Place (CIP)Dominic TolentinoNo ratings yet
- Clean-In-Place (CIP) in Dairy IndustryDocument3 pagesClean-In-Place (CIP) in Dairy IndustryAnil KumarNo ratings yet
- CIP Challenges in DairyDocument9 pagesCIP Challenges in DairyFaisal MustafaNo ratings yet
- A Guide To Clean in Place (CIP) : Your Process System PartnerDocument10 pagesA Guide To Clean in Place (CIP) : Your Process System PartnerKwetishe, Philip ReubenNo ratings yet
- Refinery Waste Water Treatment and ReuseDocument8 pagesRefinery Waste Water Treatment and ReuseMahmood VahidNo ratings yet
- Basic - Cleaning in Place (Cip)Document46 pagesBasic - Cleaning in Place (Cip)Thu Anh Nguyễn100% (1)
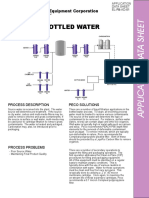
- Bottled Water: Perry Equipment CorporationDocument2 pagesBottled Water: Perry Equipment CorporationZackNo ratings yet
- Better Business in A Better IrelandDocument4 pagesBetter Business in A Better Irelandapi-286562658No ratings yet
- Catalogo CerveceriasDocument20 pagesCatalogo CerveceriasPaulLimaNo ratings yet
- Bottled Water App BulletinDocument2 pagesBottled Water App BulletinLuis Alejandro Mariño - RamguzNo ratings yet
- Cleaning PDFDocument2 pagesCleaning PDFAnonymous ffje1rpaNo ratings yet
- Analytical Methods For Use in The Control Laboritories of Raw Sugar FactoriesDocument181 pagesAnalytical Methods For Use in The Control Laboritories of Raw Sugar FactoriesAtul BansalNo ratings yet
- Good Cip SystemDocument7 pagesGood Cip SystemThanneeru Naga RajuNo ratings yet
- Clean in Place 5 Steps in A Common Cip Cycle InfographicDocument1 pageClean in Place 5 Steps in A Common Cip Cycle InfographicDharanibalan PNo ratings yet
- The Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Document9 pagesThe Challenge of Filtering Heavy Feed Stocks - Article From Filtration News - October 2011Eaton FiltrationNo ratings yet
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesteniahim100% (1)
- 2013 - How To Optimize Clean-In-Place (CIP) Processes in Food and Beverage OperationsDocument11 pages2013 - How To Optimize Clean-In-Place (CIP) Processes in Food and Beverage OperationsademargcjuniorNo ratings yet
- Coupled Biological Daf PaperDocument8 pagesCoupled Biological Daf PaperMohamed TallyNo ratings yet
- Cip and Designing of SystemDocument4 pagesCip and Designing of SystemMonty KushwahaNo ratings yet
- Caustic OptimizationDocument4 pagesCaustic OptimizationNafees KhanzadaNo ratings yet
- 08Document26 pages08phanisai100% (2)
- Opportunities For Reducing Cost of WasteDocument42 pagesOpportunities For Reducing Cost of WasteGen SocialNo ratings yet
- EBMUD WaterSmart Guide Process Water PDFDocument17 pagesEBMUD WaterSmart Guide Process Water PDFinibnfNo ratings yet
- Oil Recovery From Tank SludgeDocument6 pagesOil Recovery From Tank SludgeSami ArebiNo ratings yet
- Clean: in Place (CIP)Document3 pagesClean: in Place (CIP)Simon AspinallNo ratings yet
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesukal100% (1)
- ANATEL Clean-In-Place (CIP) Application NoteDocument8 pagesANATEL Clean-In-Place (CIP) Application NoteMaritza Catalina Melo MartinezNo ratings yet
- Industrial Water and Waste Water ManagementDocument15 pagesIndustrial Water and Waste Water ManagementsagarNo ratings yet
- Diaphragm Metering PumpDocument4 pagesDiaphragm Metering Pumpmacarronm62016No ratings yet
- Assignment 5Document20 pagesAssignment 5Kumar NihalNo ratings yet
- CIPguidlineline73707 N3Document9 pagesCIPguidlineline73707 N3Yen NguyenNo ratings yet
- pp06 2Document2 pagespp06 2electroquimicaNo ratings yet
- Alfa Laval Purebilge-Emd00199enDocument6 pagesAlfa Laval Purebilge-Emd00199enRubén Rodríguez MorenoNo ratings yet
- CIP Text DeodoriserDocument9 pagesCIP Text Deodoriservaibhav moreNo ratings yet
- Automated Cleaning in Dairy Industry Using CIP MethodDocument4 pagesAutomated Cleaning in Dairy Industry Using CIP MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 5 - Cleaning and Disinfection of Dialysis Water Equipment - Final - 2012Document7 pages5 - Cleaning and Disinfection of Dialysis Water Equipment - Final - 2012Denisse Ro100% (1)
- 4softdrinks Manufacture PPT Report4Document31 pages4softdrinks Manufacture PPT Report4Yohan ManaligodNo ratings yet
- 4softdrinks Manufacture PPT Report4Document31 pages4softdrinks Manufacture PPT Report4Yohan Manaligod100% (1)
- Cleaning in Place (CIP)Document15 pagesCleaning in Place (CIP)Sanjay v.r v.rNo ratings yet
- Econtrol Web 4 PDFDocument10 pagesEcontrol Web 4 PDFJeyaraj KLNo ratings yet
- CIPDocument4 pagesCIPpatel909No ratings yet
- CIP CalculationDocument6 pagesCIP CalculationAnonymous fzP6QHQ100% (2)
- Sludge Treatment: Efficient Solutions For Wastewater Treatment PlantsDocument10 pagesSludge Treatment: Efficient Solutions For Wastewater Treatment PlantsLaurentiu ApostolNo ratings yet
- Construction and Operation Manual: Clean-In-Place UnitDocument22 pagesConstruction and Operation Manual: Clean-In-Place UnitDoan Chi ThienNo ratings yet
- Cacttus WaterDocument25 pagesCacttus WaterSelva KumarNo ratings yet
- ERTC Environ 02 Paper ITWDocument19 pagesERTC Environ 02 Paper ITWSami ArebiNo ratings yet
- Cleaning in Place: CIP UnitDocument4 pagesCleaning in Place: CIP UnitMubeen NavazNo ratings yet
- Paint IndustryDocument2 pagesPaint IndustryitseaziNo ratings yet
- Caustic Management and Reuse in The Beverage Bottling IndustryDocument52 pagesCaustic Management and Reuse in The Beverage Bottling IndustrydingobkNo ratings yet
- Sizing ReceiversDocument3 pagesSizing Receiversjlcheefei9258No ratings yet
- 2000 - Smith - Some Developments in FlotationDocument4 pages2000 - Smith - Some Developments in FlotationmaithanhhaiNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- How Reverse Osmosis Works: A Look at Industrial ROFrom EverandHow Reverse Osmosis Works: A Look at Industrial RORating: 2.5 out of 5 stars2.5/5 (2)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Reference Document On Best Available Techniques in The Non Ferrous Metals IndustriesDocument807 pagesReference Document On Best Available Techniques in The Non Ferrous Metals IndustriesPutt LaLuNo ratings yet
- Scott Air Pak 50 Bid SpecsDocument0 pagesScott Air Pak 50 Bid SpecsgshdavidNo ratings yet
- SDS - 111226 - KOSHIN SH-450 (英文) 210105Document5 pagesSDS - 111226 - KOSHIN SH-450 (英文) 210105dil1717No ratings yet
- Cec 208 Lecture Notes 3Document6 pagesCec 208 Lecture Notes 3Zaid HabibuNo ratings yet
- CCP Composites Cookbook PDFDocument482 pagesCCP Composites Cookbook PDFmaged_abdnagho100% (1)
- Water DamageDocument2 pagesWater Damagesimon thomasNo ratings yet
- Unit 4Document15 pagesUnit 4shankerahulNo ratings yet
- Underwater Repairs: 18.1 GeneralDocument11 pagesUnderwater Repairs: 18.1 GeneralmigescuNo ratings yet
- Reuse of FoundationsDocument35 pagesReuse of Foundationspetrohasan100% (1)
- WartsilaDocument21 pagesWartsilaAnne MarieNo ratings yet
- Millipore Express Membrane Wetting Guideug Ug4224en Ms PDFDocument10 pagesMillipore Express Membrane Wetting Guideug Ug4224en Ms PDFq12wertyNo ratings yet
- Sheet PileDocument20 pagesSheet PileLah HensemNo ratings yet
- KHYATIDocument8 pagesKHYATIAbhishek100% (2)
- Resources and DevelopmentDocument6 pagesResources and Developmentscratchcoder1No ratings yet
- Bajaj Group PresentationDocument44 pagesBajaj Group Presentationsannuk72581No ratings yet
- STP EvaluationDocument12 pagesSTP EvaluationPatrick Mana-ayNo ratings yet
- Catalog Irigatii Rain Bird - 2013Document252 pagesCatalog Irigatii Rain Bird - 2013Catalin SanduNo ratings yet
- 2014 Tests and Keys PDFDocument43 pages2014 Tests and Keys PDFshaturocks123No ratings yet
- 7 Methods of IrrigationDocument18 pages7 Methods of IrrigationRudy Magtangob Sorreda94% (17)
- INGAL Manual Version4 WebDocument185 pagesINGAL Manual Version4 WebkhurshedlakhoNo ratings yet
- BS en 14620-5-2006Document16 pagesBS en 14620-5-2006ramadoss_alwar7307100% (1)
- Kurnool Municipal Corporation: Town Planning Section Building Permit OrderDocument3 pagesKurnool Municipal Corporation: Town Planning Section Building Permit OrderSIBHAN BashaNo ratings yet
- Pelton Wheel Prac1Document15 pagesPelton Wheel Prac1siphyNo ratings yet
- Water Assessment Report 3: MitigationDocument7 pagesWater Assessment Report 3: Mitigationshihan ZhangNo ratings yet
- ZJZJP Roots Vauum PumpDocument8 pagesZJZJP Roots Vauum PumpAnonymous Tj3ApePIrNo ratings yet
- Active Sports Wear FabricDocument7 pagesActive Sports Wear Fabricsagaranju100% (1)
- Yudha Panji A - Integrated Wastewater Management Applicability in Developing CountriesDocument4 pagesYudha Panji A - Integrated Wastewater Management Applicability in Developing CountriesPanji Arya Yudha'sNo ratings yet
- Technical SpecificationsDocument16 pagesTechnical SpecificationsYacoub CheikhNo ratings yet
- Scie 4Document3 pagesScie 4Mira PepinoNo ratings yet
- 101.the Flood StoryDocument1 page101.the Flood StoryAndrie dagohoyNo ratings yet