You might also like
- D-SUB Bus Connector - SUBCON-PLUS-M/AX 9 - 2904467: Product DescriptionDocument6 pagesD-SUB Bus Connector - SUBCON-PLUS-M/AX 9 - 2904467: Product Descriptionpietro zugnoniNo ratings yet
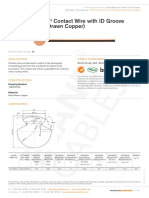
- 107mm2 Contact Wire Id Groove Hard Drawn CopperDocument1 page107mm2 Contact Wire Id Groove Hard Drawn CopperandreflsoaresNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsMonika MaláskováNo ratings yet
- 9791 TechdataDocument2 pages9791 TechdataSajith AliNo ratings yet
- Ultrasonic Sensors: Ultrasonic Sensor Disk, 7.000 X 0.195 MM, 245 PCS./ TubeDocument8 pagesUltrasonic Sensors: Ultrasonic Sensor Disk, 7.000 X 0.195 MM, 245 PCS./ TubeFaisal ur RehmanNo ratings yet
- Eng SS 114-16016 R1Document13 pagesEng SS 114-16016 R1a.diedrichsNo ratings yet
- PWE - Portable - WELD 1000W (Final) PDFDocument5 pagesPWE - Portable - WELD 1000W (Final) PDFChitMoeNo ratings yet
- 4100FE TechdataDocument2 pages4100FE TechdataSajith AliNo ratings yet
- Ferrites and Accessories: A Í Püééí A Í PüééíDocument6 pagesFerrites and Accessories: A Í Püééí A Í PüééíAhmad AlasadiNo ratings yet
- Piezo Polymer Coax CableDocument4 pagesPiezo Polymer Coax CablejmdvmNo ratings yet
- 1030A TechdataDocument2 pages1030A TechdataSamuel C. HernándezNo ratings yet
- Unitube Mini Cables For Use in Microducts: Jetnet®Document2 pagesUnitube Mini Cables For Use in Microducts: Jetnet®Said Mukhsin AlmahdalyNo ratings yet
- Phoenix Contact 3044076 enDocument6 pagesPhoenix Contact 3044076 enDGNo ratings yet
- 1422A TechdataDocument2 pages1422A TechdataSajith AliNo ratings yet
- Wps Ss 003 r0 - ss003 Cast Corner 32mmDocument2 pagesWps Ss 003 r0 - ss003 Cast Corner 32mmmonaismail922No ratings yet
- 1.-1032A TechdataDocument2 pages1.-1032A TechdataJORGE ALOR RODRIGUEZNo ratings yet
- Euromold k200lrDocument9 pagesEuromold k200lrElecmor06 Elecmor06No ratings yet
- 2 - 375 X 1 - 875 CSX-1D Sliding Sleeve (OM-1)Document12 pages2 - 375 X 1 - 875 CSX-1D Sliding Sleeve (OM-1)Ali AliNo ratings yet
- Connector - SACC-M12MST-3PECON-PG11-M - 1404643: Product FeaturesDocument6 pagesConnector - SACC-M12MST-3PECON-PG11-M - 1404643: Product FeaturesAndres LopezNo ratings yet
- 79001FS TechdataDocument2 pages79001FS TechdataMohammed SalahNo ratings yet
- Alpha Telecore Plus WRC TB SM416-13 English 20180126Document4 pagesAlpha Telecore Plus WRC TB SM416-13 English 20180126raghulramasamyNo ratings yet
- 8163 Techdata-1388940Document3 pages8163 Techdata-1388940Marco ApellidoNo ratings yet
- Datasheet - ZQ 700-02: Print Create PDF Create EXCEL File Hide System ComponentsDocument8 pagesDatasheet - ZQ 700-02: Print Create PDF Create EXCEL File Hide System ComponentsCris OliveiraNo ratings yet
- H05BZ5-F / H07BZ5-F EV Connection Cable: Standards ApplicationDocument2 pagesH05BZ5-F / H07BZ5-F EV Connection Cable: Standards ApplicationIonut CamelinNo ratings yet
- Ferrites and Accessories: Data Sheet Data SheetDocument4 pagesFerrites and Accessories: Data Sheet Data SheetMuzaffar MahmoodNo ratings yet
- 50-83-02 Spec. For Arc & Capacitor Discharge Weldingt of Pr. & Non-Pr. PartsDocument6 pages50-83-02 Spec. For Arc & Capacitor Discharge Weldingt of Pr. & Non-Pr. PartsJKKNo ratings yet
- 4000FEDocument2 pages4000FESajith AliNo ratings yet
- Bfou C Nek 606 s4 s8 CableDocument3 pagesBfou C Nek 606 s4 s8 CableSantosh KumarNo ratings yet
- Piezometer Manual-2022Document23 pagesPiezometer Manual-2022miqbalNo ratings yet
- SG12 12s2uDocument2 pagesSG12 12s2uAbdul YaseenNo ratings yet
- Be08f001 Bda 02Document40 pagesBe08f001 Bda 02seve1No ratings yet
- 3M™ Highland™ Butt Splice Vinyl Insulated BSV14L, 16-14 AWG: Solutions For Electronic Specialty Markets (ESM)Document4 pages3M™ Highland™ Butt Splice Vinyl Insulated BSV14L, 16-14 AWG: Solutions For Electronic Specialty Markets (ESM)Javier Alejandro Roman MoncadaNo ratings yet
- 7me65202yj122aa2 ZDocument2 pages7me65202yj122aa2 ZElvis AlvarezNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsnurulardiNo ratings yet
- Evidence PlanDocument6 pagesEvidence PlanEmmer100% (2)
- Level Monitor DATUM SCU500 LOOPDocument20 pagesLevel Monitor DATUM SCU500 LOOPJose Manuel Vazquez ZarcoNo ratings yet
- For More Information Please Call 1-800-Belden1Document3 pagesFor More Information Please Call 1-800-Belden1Jack WyhNo ratings yet
- 9504 TechdataDocument2 pages9504 TechdataSajad DehghanNo ratings yet
- 7202A TechdataDocument2 pages7202A TechdataSajith AliNo ratings yet
- 1421A TechdataDocument2 pages1421A TechdataSajith AliNo ratings yet
- NDT ProcedureDocument16 pagesNDT ProcedureSadok Kzadri100% (1)
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: Documentszhigan chenNo ratings yet
- Tri Rated Cable h05v2 K h07v2 KDocument4 pagesTri Rated Cable h05v2 K h07v2 KsubramanyaNo ratings yet
- VSX-609 709 RRV2274Document64 pagesVSX-609 709 RRV2274sollersNo ratings yet
- 1076A TechdataDocument2 pages1076A TechdataMarvin BardalesNo ratings yet
- Yf 200Document25 pagesYf 200dottodotNo ratings yet
- 1419A TechdataDocument2 pages1419A TechdataSMNo ratings yet
- C) Product CertificationsDocument15 pagesC) Product Certificationslemuel bacsaNo ratings yet
- Product:: Blue Hose®, 1 PR #20 STR TC, PE Ins Blu, CLR, Foil+TC BRD, PVC JKT, CMDocument2 pagesProduct:: Blue Hose®, 1 PR #20 STR TC, PE Ins Blu, CLR, Foil+TC BRD, PVC JKT, CMjlcegarraNo ratings yet
- Aisladores ABB - GSADocument16 pagesAisladores ABB - GSALeonel BermudezNo ratings yet
- 8102 TechdataDocument2 pages8102 TechdataSajith AliNo ratings yet
- 1424A TechdataDocument2 pages1424A TechdataSajith AliNo ratings yet
- 8720NH TechdataDocument2 pages8720NH TechdataRicardo MotaNo ratings yet
- Sy LSZH Control Flexible CableDocument3 pagesSy LSZH Control Flexible Cableandy175No ratings yet
- CDJ 200Document80 pagesCDJ 200r2c1No ratings yet
- Ferrites and AccessoriesDocument10 pagesFerrites and AccessoriesFrancisco ViglusNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsnurulardiNo ratings yet
- Black Blue P ThermoDocument5 pagesBlack Blue P ThermoUtpreksh PatbhajeNo ratings yet
- Electron Litho PDFDocument54 pagesElectron Litho PDFMadhavkumarNo ratings yet
- E Beam LithographyDocument15 pagesE Beam Lithographykaushik4208No ratings yet
- E Beam LithographyDocument15 pagesE Beam Lithographykaushik4208No ratings yet
- Using Electronic Devices in ClassDocument9 pagesUsing Electronic Devices in ClassUtpreksh PatbhajeNo ratings yet
- 5 Research Backed Study TechniquesDocument4 pages5 Research Backed Study TechniquesUtpreksh PatbhajeNo ratings yet
- Datta S. - Quantum Transport. Atom To Transistor (2005) (Second Edition)Document419 pagesDatta S. - Quantum Transport. Atom To Transistor (2005) (Second Edition)Venkata Raju PothuriNo ratings yet
- Levine, Wire Bonding ExplainedDocument4 pagesLevine, Wire Bonding Explainedshogun1No ratings yet
- Cu Wire BondingDocument6 pagesCu Wire BondingbalapmuruganNo ratings yet
- TPT HB16 Wire Bonder SOPDocument9 pagesTPT HB16 Wire Bonder SOPnaqiNo ratings yet
- Wire BondingsDocument16 pagesWire BondingsBhuvanesh Shirigeri100% (2)
- #: Cense08001Process Control WB Doc Rev: 00: Page 1 of 17Document17 pages#: Cense08001Process Control WB Doc Rev: 00: Page 1 of 17Utpreksh PatbhajeNo ratings yet
- CoorsTek SmWedgeDocument60 pagesCoorsTek SmWedgeRonnie MagsinoNo ratings yet
- Wire Bond Technology - Ball Vs WedgeDocument2 pagesWire Bond Technology - Ball Vs Wedgeniveditha_hari3436No ratings yet
- Gold Wire Makes Contact From Bonding Pads On Chip To Package Gold Wire Is Formed Into Ball To Make Contact Uses An Ultrasonic Process & Heat Process Called "Ball Bonding"Document32 pagesGold Wire Makes Contact From Bonding Pads On Chip To Package Gold Wire Is Formed Into Ball To Make Contact Uses An Ultrasonic Process & Heat Process Called "Ball Bonding"apurva guptaNo ratings yet
- Wire BondingDocument5 pagesWire BondingАлексей СемикинNo ratings yet
- Capillary Wire Bonding PDFDocument36 pagesCapillary Wire Bonding PDFАлексей СемикинNo ratings yet
- CoorsTek StdCapDocument36 pagesCoorsTek StdCapStefan XerriNo ratings yet
- Wirebonding Application NotesDocument16 pagesWirebonding Application NotesAh YeapNo ratings yet