You might also like
- Green Manufacturing 1Document10 pagesGreen Manufacturing 1Selva kumarNo ratings yet
- Ortiz ME421-18 Assignment11Document3 pagesOrtiz ME421-18 Assignment11Jansen Kyle OrtizNo ratings yet
- Green Technology and SustainabilityDocument10 pagesGreen Technology and SustainabilityTamil RockersNo ratings yet
- Cleaner Production: The Umbrella For Environmental GlobalizationDocument15 pagesCleaner Production: The Umbrella For Environmental GlobalizationMuhammad LudviNo ratings yet
- Corporate Sustainability PracticesDocument45 pagesCorporate Sustainability PracticesM ManjunathNo ratings yet
- Sustainable Green Chemical Technology For Developments in Process IndustriesDocument13 pagesSustainable Green Chemical Technology For Developments in Process IndustriesAradhana KanchanNo ratings yet
- MtproDocument9 pagesMtprobhulgaya22No ratings yet
- SeminarDocument6 pagesSeminarHithesh T LNo ratings yet
- Performance Measurement of Green Manufacturing Criteria in Indian Smes by Sam DrewDocument8 pagesPerformance Measurement of Green Manufacturing Criteria in Indian Smes by Sam Drewsam drewNo ratings yet
- Algorithms 17 00098 v2Document22 pagesAlgorithms 17 00098 v2jamel-shamsNo ratings yet
- Environmentally Conscious Manufacturing Industrial Design For EnvironmentDocument6 pagesEnvironmentally Conscious Manufacturing Industrial Design For EnvironmentVictor HoveNo ratings yet
- 1 Toke 2019Document9 pages1 Toke 2019jasvinder singhNo ratings yet
- Green ManufacturingDocument14 pagesGreen ManufacturingSaby AroraNo ratings yet
- 1 s2.0 S2405844024018504 MainDocument15 pages1 s2.0 S2405844024018504 MainENUNGNo ratings yet
- Sustainable Manufacturing A PrimerDocument5 pagesSustainable Manufacturing A PrimerEditor IJTSRDNo ratings yet
- Approach of Green and Lean Manufacturing Study of The Small Industries in BangladeshDocument4 pagesApproach of Green and Lean Manufacturing Study of The Small Industries in BangladeshMunem ShahriarNo ratings yet
- Understanding Stakeholder Motivation For Adopting Green Practices: Cases of Proactive and Reactive Responses To ..Document7 pagesUnderstanding Stakeholder Motivation For Adopting Green Practices: Cases of Proactive and Reactive Responses To ..ZítNo ratings yet
- 2034 3940 2 PBDocument8 pages2034 3940 2 PBAnOneim LarissaNo ratings yet
- An Integrated Lean and Green Approach Fo PDFDocument16 pagesAn Integrated Lean and Green Approach Fo PDFAce NovoNo ratings yet
- An Agile Project Managementfor Green Cleanand Lean Sustainable ManufacturingDocument6 pagesAn Agile Project Managementfor Green Cleanand Lean Sustainable ManufacturingMuritala JinaduNo ratings yet
- JOItmC 07 00107Document19 pagesJOItmC 07 00107Şemsettin ÇiğdemNo ratings yet
- Decreasing Cost of Product and Air Pollution by Using Green Supply Chain Management in Manufacturing Industries: A Case StudyDocument7 pagesDecreasing Cost of Product and Air Pollution by Using Green Supply Chain Management in Manufacturing Industries: A Case Studyashifali777No ratings yet
- An Integrated Lean and Green Approach For Improving Sustainability Performance A Case Study of A Packaging Manufacturing SME in The U KDocument18 pagesAn Integrated Lean and Green Approach For Improving Sustainability Performance A Case Study of A Packaging Manufacturing SME in The U KfaizanNo ratings yet
- Green ManufacturingDocument21 pagesGreen Manufacturingpankaj kumar100% (1)
- Ijert Ijert: Green Concept: A Case Study On Manufacturing FirmDocument3 pagesIjert Ijert: Green Concept: A Case Study On Manufacturing FirmHector BarbosaNo ratings yet
- Preyesh - Design For Environmental and Substainable DesignDocument18 pagesPreyesh - Design For Environmental and Substainable DesignSHYAM SUNDARNo ratings yet
- Resourceful Thinking About Printing and Related Industries: Economic Considerations and Environmental SustainabilityDocument8 pagesResourceful Thinking About Printing and Related Industries: Economic Considerations and Environmental SustainabilitySandeep MahajanNo ratings yet
- Week 3 NotesDocument28 pagesWeek 3 NotesYahyah NahabooNo ratings yet
- Principles: Ethics of Green EngineeringDocument9 pagesPrinciples: Ethics of Green EngineeringMart Brevin BitonNo ratings yet
- Green ManufacturingDocument2 pagesGreen ManufacturingEditor IJTSRDNo ratings yet
- Green Engineering: The Way To Save The PlanetDocument5 pagesGreen Engineering: The Way To Save The PlanetJenny CastroNo ratings yet
- Journal of Cleaner Production: Muhammad Tayyab, Jihed Jemai, Han Lim, Biswajit SarkarDocument20 pagesJournal of Cleaner Production: Muhammad Tayyab, Jihed Jemai, Han Lim, Biswajit SarkarahtashamNo ratings yet
- 266 Arun NambiarDocument6 pages266 Arun NambiarJen S. GallanoNo ratings yet
- Sustainable Manufacturing DavimDocument20 pagesSustainable Manufacturing DavimtalhawasimNo ratings yet
- Green ManufacturingDocument8 pagesGreen ManufacturingYabert Yanuar SantosoNo ratings yet
- Prioritizing Zero-Waste Performance and Green Differentiation Advantage Through The Prism of Circular Principles Adoption: A Mediated ApproachDocument17 pagesPrioritizing Zero-Waste Performance and Green Differentiation Advantage Through The Prism of Circular Principles Adoption: A Mediated ApproachGabriel F RuedaNo ratings yet
- Research On Green Manufacturing-2Document32 pagesResearch On Green Manufacturing-2Shriom RautNo ratings yet
- Cradle To Cradle DesignDocument12 pagesCradle To Cradle DesignMiguel BarreraNo ratings yet
- Journal of Cleaner Production: J. Garcia-Quevedo, E. Martinez-Ros, K.B. TchorzewskaDocument9 pagesJournal of Cleaner Production: J. Garcia-Quevedo, E. Martinez-Ros, K.B. Tchorzewskascarlet lopezNo ratings yet
- Factors Affecting Implementation of Green Supply Chain Management in Tech Manora Packing: A Case StudyDocument4 pagesFactors Affecting Implementation of Green Supply Chain Management in Tech Manora Packing: A Case Studyjaved iqbalNo ratings yet
- Review of Green Supply Chain Management in Manufacturing: A Case StudyDocument7 pagesReview of Green Supply Chain Management in Manufacturing: A Case StudyKimNo ratings yet
- Best Practices With Lean Principles in Furniture Green ManufacturingDocument10 pagesBest Practices With Lean Principles in Furniture Green ManufacturingJeevanandhamNo ratings yet
- Journal of Business Research 101 (2019) 697-706Document21 pagesJournal of Business Research 101 (2019) 697-706Atika FithrianiNo ratings yet
- Dixit 2011 Green ManufacturingDocument7 pagesDixit 2011 Green ManufacturingpolonjanNo ratings yet
- 1 s2.0 S1877705817316120 MainDocument11 pages1 s2.0 S1877705817316120 Mainsayem.firstsmithcorpNo ratings yet
- Paper 6Document6 pagesPaper 6Prachi MaisuriyaNo ratings yet
- Green Technology & Sustainable Development (3160514)Document13 pagesGreen Technology & Sustainable Development (3160514)Parth ShahNo ratings yet
- Content ServerDocument23 pagesContent ServerShikshya MohantyNo ratings yet
- Sustainability Green InnovationDocument20 pagesSustainability Green Innovationalexandra100% (1)
- Green ManufacturingDocument9 pagesGreen Manufacturingraymun c100% (1)
- 1 Introduction Cleaner ProductionDocument28 pages1 Introduction Cleaner ProductionHome SltNo ratings yet
- Chao Chung HoDocument10 pagesChao Chung Hoabdul razaqNo ratings yet
- Design For EnviromentDocument53 pagesDesign For EnviromentNguễn NamNo ratings yet
- Tools and Techniques For Enabling Sustainability Through LeanDocument11 pagesTools and Techniques For Enabling Sustainability Through LeanRohit WalvekarNo ratings yet
- Madu 2002Document31 pagesMadu 2002a.mNo ratings yet
- Green Manufacturing TYCHDocument6 pagesGreen Manufacturing TYCHSnehal KutheNo ratings yet
- Integrating Lean and Green Paradigms in Maintenance ManagementDocument6 pagesIntegrating Lean and Green Paradigms in Maintenance ManagementJuanCamiloNo ratings yet
- L071ME4182DFADocument81 pagesL071ME4182DFAmegamech23No ratings yet
- Nuc Reactors 5Document40 pagesNuc Reactors 5Selva kumarNo ratings yet
- EM Kinem 1Document1 pageEM Kinem 1Selva kumarNo ratings yet
- Presented By:-Satya Prakash PandeyDocument9 pagesPresented By:-Satya Prakash PandeySelva kumarNo ratings yet
- Fundamentals of Threaded Fasteners PDFDocument64 pagesFundamentals of Threaded Fasteners PDFTuff qualityNo ratings yet
- GCR 1Document16 pagesGCR 1Selva kumarNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- DFMADocument15 pagesDFMADch NarrasimhanNo ratings yet
- TCS-48 WebDocument237 pagesTCS-48 Webnidharshan100% (3)
- ECT BasicDocument10 pagesECT BasicSaddam HossainNo ratings yet
- Sensors: Non-Destructive Techniques Based On Eddy Current TestingDocument41 pagesSensors: Non-Destructive Techniques Based On Eddy Current TestingRohan JoshiNo ratings yet
- File M 1Document14 pagesFile M 1Selva kumarNo ratings yet
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- Eddy Current Testing in NDTDocument43 pagesEddy Current Testing in NDTMeby Selvaraj RNo ratings yet
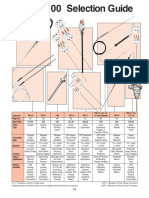
- RTD/Pt100 Selection GuideDocument7 pagesRTD/Pt100 Selection GuideSelva kumarNo ratings yet
- Liquid Penetrant Testing PDFDocument20 pagesLiquid Penetrant Testing PDFgueridiNo ratings yet
- Introduction To Infrared Thermography BasicsDocument29 pagesIntroduction To Infrared Thermography BasicsMiguel Alfonso Ruiz Mendez100% (1)
- BCG-CII Green MFG ReportDocument24 pagesBCG-CII Green MFG ReportCarolina Herrera DevaudNo ratings yet
- Green MFG 4Document40 pagesGreen MFG 4Selva kumarNo ratings yet
- Energy e Ciency in PumpsDocument12 pagesEnergy e Ciency in PumpsSelva kumarNo ratings yet
- Fundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityDocument14 pagesFundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityKranthikiranreddy VuppalaNo ratings yet
- Bailey Exploration (Day1) 0Document56 pagesBailey Exploration (Day1) 0assetio8185100% (1)
- Fundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityDocument14 pagesFundamentals of Ultrasonic Inspection : Revised by Leonard J. Bond, Iowa State UniversityKranthikiranreddy VuppalaNo ratings yet
- 8 - Non Destructive TestingDocument50 pages8 - Non Destructive TestingSelva kumarNo ratings yet
- Barrera Tecnologica Ce TecnologiassDocument19 pagesBarrera Tecnologica Ce TecnologiassJoe BotelloNo ratings yet
- Teach Slides03Document114 pagesTeach Slides03superbs1001No ratings yet
- File M 3Document133 pagesFile M 3Selva kumarNo ratings yet
- File 1Document10 pagesFile 1Selva kumarNo ratings yet
- File 1Document10 pagesFile 1Selva kumarNo ratings yet
- Teach Slides03Document114 pagesTeach Slides03superbs1001No ratings yet
- Gestetner 1502 - 1802 - 1802d Copy Ref Part 1Document56 pagesGestetner 1502 - 1802 - 1802d Copy Ref Part 1Klema HanisNo ratings yet
- BC Towbrosec BR Au 0915 LRDocument8 pagesBC Towbrosec BR Au 0915 LRnermeen ahmedNo ratings yet
- Green Chemistry ModuleDocument17 pagesGreen Chemistry ModuleAniruddhNo ratings yet
- FullPaper AllenH - Hu CarbonFootprintAssessmentofArtificialFluoritefromWasteCalciumFluorideCaF2Sludge... TaiwanR.O.CDocument10 pagesFullPaper AllenH - Hu CarbonFootprintAssessmentofArtificialFluoritefromWasteCalciumFluorideCaF2Sludge... TaiwanR.O.CghanmiNo ratings yet
- Perception On Brigada EskwelaDocument40 pagesPerception On Brigada EskwelaMae Mallapre100% (2)
- SAD Steam Atomising Desuperheater-Installation Maintenance ManualDocument20 pagesSAD Steam Atomising Desuperheater-Installation Maintenance ManualparykoochakNo ratings yet
- Introduction To Gold Panning: Step by Step GuideDocument1 pageIntroduction To Gold Panning: Step by Step GuidePaulo CostaNo ratings yet
- ISM DematelDocument17 pagesISM DematelnaveedNo ratings yet
- User Manual: ES SeriesDocument60 pagesUser Manual: ES SeriesgoggerNo ratings yet
- Panduan Triple RinsingDocument7 pagesPanduan Triple RinsingAurudyNo ratings yet
- Klausul ISO 14001 Training ExercisesDocument2 pagesKlausul ISO 14001 Training ExercisesImas Ayu Rani Agustin0% (1)
- IFC's Experience in Water & Wastewater ProjectsDocument7 pagesIFC's Experience in Water & Wastewater ProjectsADBI EventsNo ratings yet
- Plumbing Questionnaire 2Document51 pagesPlumbing Questionnaire 2mcpayod100% (1)
- EDM Amico InstalacionDocument60 pagesEDM Amico InstalacionRolandoNo ratings yet
- Design CalculationsDocument26 pagesDesign CalculationsBhavin SolankiNo ratings yet
- Hazard Assessment On Arsenic and Lead in Soils of Castromil Gold Mining Area, PortugalDocument12 pagesHazard Assessment On Arsenic and Lead in Soils of Castromil Gold Mining Area, PortugalSergio HernandezNo ratings yet
- Lab 2 - KHP - Volumetric AnalysisDocument5 pagesLab 2 - KHP - Volumetric AnalysisFiza MohdNo ratings yet
- Organic Rankine Cycles (Henrik Xhman)Document40 pagesOrganic Rankine Cycles (Henrik Xhman)Kazim Raza100% (1)
- Method Statement For Leakage Testing of Gravity Sewer LineDocument3 pagesMethod Statement For Leakage Testing of Gravity Sewer LinePrem Kumar100% (2)
- 99249-42110 00 PDFDocument238 pages99249-42110 00 PDFFalgon IslamNo ratings yet
- Module 7 Handout - Watsan Logframe With BlanksDocument4 pagesModule 7 Handout - Watsan Logframe With BlanksMakewaNo ratings yet
- Presentation Acoustic To Electric ConversionDocument16 pagesPresentation Acoustic To Electric ConversionHarsh PatelNo ratings yet
- Clean Up Drive ProposalDocument4 pagesClean Up Drive ProposalZhaendra Angelica CatimbangNo ratings yet
- Industrial Training ReportDocument33 pagesIndustrial Training ReportKhis HudhaNo ratings yet
- India-BrandAuditReport FinalDocument40 pagesIndia-BrandAuditReport FinalozanNo ratings yet
- Mobius Strip and Recycling SymbolDocument5 pagesMobius Strip and Recycling SymbolBrent DawnNo ratings yet
- Final Pre Board Plumbing Design Installation SanitationDocument19 pagesFinal Pre Board Plumbing Design Installation SanitationJahara CanutoNo ratings yet
- The Effect of Waste Glass Bottles As An AlternativDocument10 pagesThe Effect of Waste Glass Bottles As An AlternativJannayrah LawansaNo ratings yet
- Microturbine GeneratorsDocument126 pagesMicroturbine GeneratorsProphx BliziceNo ratings yet
- GFuture Compression Station FinalDocument51 pagesGFuture Compression Station FinalronmashNo ratings yet