You might also like
- Ds Wear Creusabro8000Document6 pagesDs Wear Creusabro8000Zackaria El IdrissiNo ratings yet
- High Performance Wear Resistant SteelDocument8 pagesHigh Performance Wear Resistant SteelPeterWayNo ratings yet
- ABRAfrance Creusabro DualDocument4 pagesABRAfrance Creusabro DualAyman MarkNo ratings yet
- Creusabro: Industeel, The Right Steel at The Right PlaceDocument9 pagesCreusabro: Industeel, The Right Steel at The Right PlaceLuân LêNo ratings yet
- 2067 en Hardness Conversion of Thin Hardox Wear Sheet 2023Document1 page2067 en Hardness Conversion of Thin Hardox Wear Sheet 2023Kevin GuoNo ratings yet
- HammersDocument24 pagesHammersMauricio MpintoNo ratings yet
- ISO 898-1 Mechanical Properties of Metric FastenersDocument2 pagesISO 898-1 Mechanical Properties of Metric Fastenersshafie.buangNo ratings yet
- Mechanical Properties of Metric FastenersDocument2 pagesMechanical Properties of Metric FastenersIrena SavuNo ratings yet
- Mechanical Properties of Metric FastenersDocument2 pagesMechanical Properties of Metric FastenersRAJKUMARNo ratings yet
- Mechanical BoltDocument2 pagesMechanical BoltSundar KumarNo ratings yet
- ISO 898 Mechanical Properties of Metric FastenersDocument2 pagesISO 898 Mechanical Properties of Metric FastenersTom ThomasNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument2 pagesPowder Metallurgy HSS: Chemical Compositiongraziano girottoNo ratings yet
- CuZn20-convertedDocument2 pagesCuZn20-convertedwjjt6chgtmNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Material Creusabro 4800Document8 pagesMaterial Creusabro 4800jibanNo ratings yet
- 813 en SSAB Product Program HardoxStrenxToolox Metric V8 2019 ConfettiDocument2 pages813 en SSAB Product Program HardoxStrenxToolox Metric V8 2019 ConfettiFrançois CarlierNo ratings yet
- Assab Royalloy: Prehardened Free Machining Stainless Holder SteelDocument7 pagesAssab Royalloy: Prehardened Free Machining Stainless Holder SteelNugroho Faris SudrajatNo ratings yet
- High-strength Bauxite Proppant DataDocument2 pagesHigh-strength Bauxite Proppant DataAndrei IvanovichNo ratings yet
- Extra High Strength Steels - Strenx vs. HardoxDocument1 pageExtra High Strength Steels - Strenx vs. Hardoxdavid blecicNo ratings yet
- CuZn10-convertedDocument2 pagesCuZn10-convertedwjjt6chgtmNo ratings yet
- 26-Hardox 600 The - Ultimate Wear Plate PDFDocument4 pages26-Hardox 600 The - Ultimate Wear Plate PDFlazaroccsNo ratings yet
- Dievar D20140715Document4 pagesDievar D20140715Rizal IephoNo ratings yet
- UntitledDocument2 pagesUntitledGyurmoooNo ratings yet
- BS1400 AB2: Technical DatasheetDocument1 pageBS1400 AB2: Technical DatasheetBhargav PatelNo ratings yet
- X65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Document2 pagesX65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Jim SmithNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- GN 001 India A4Document2 pagesGN 001 India A4Shanmukganathan ManickamNo ratings yet
- Adi 4 (2021 - 03 - 22 20 - 48 - 50 Utc)Document2 pagesAdi 4 (2021 - 03 - 22 20 - 48 - 50 Utc)Milton Pereira JúniorNo ratings yet
- Metal Rainbow Chart (English)Document2 pagesMetal Rainbow Chart (English)jaz99tanNo ratings yet
- Cladding Clad Pipes 625a-Seminar 2010Document37 pagesCladding Clad Pipes 625a-Seminar 2010ssNo ratings yet
- Hardox 450 PDFDocument2 pagesHardox 450 PDFAriel Toño Vaquera ZeballosNo ratings yet
- Sales Offices and Product Data for Grade 430 Stainless SteelDocument2 pagesSales Offices and Product Data for Grade 430 Stainless Steeltranngocthuan200No ratings yet
- Grade c300Document1 pageGrade c300grezmosNo ratings yet
- AISI 4130 alloy steel guideDocument2 pagesAISI 4130 alloy steel guideALEX MURPHYNo ratings yet
- Hardox Techsupport 55webDocument4 pagesHardox Techsupport 55webCristian Mena HidalgoNo ratings yet
- Stainless Steel Grade AISI 430/430FDocument2 pagesStainless Steel Grade AISI 430/430Fabhijit.ghotane100% (1)
- Akasdfksbkv KJHNFDocument16 pagesAkasdfksbkv KJHNFCats SafeNo ratings yet
- AISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionDocument3 pagesAISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionGrimmo1979No ratings yet
- Assab 705-EnDocument4 pagesAssab 705-Enmohsen_267No ratings yet
- 420 Stainless Steel: Corrosion Resistance Magnetic Increased Strength and HardnessDocument3 pages420 Stainless Steel: Corrosion Resistance Magnetic Increased Strength and HardnessSai reddyNo ratings yet
- LKM Steel Rainbow Chart 2014 UpmoldDocument1 pageLKM Steel Rainbow Chart 2014 UpmoldsrinivasaNo ratings yet
- CuZn15-convertedDocument2 pagesCuZn15-convertedwjjt6chgtmNo ratings yet
- Tehnical Sheets For HardoxxDocument2 pagesTehnical Sheets For HardoxxZeu AressNo ratings yet
- 410 Tech DataDocument1 page410 Tech DataAbraham FernandezNo ratings yet
- TDS Hardcarb 60 (#ETT - EN - 20.1)Document2 pagesTDS Hardcarb 60 (#ETT - EN - 20.1)Jimit ShahNo ratings yet
- LDX2101 Spec SheetDocument2 pagesLDX2101 Spec SheetGaurav NarulaNo ratings yet
- Aisii 1045Document6 pagesAisii 1045Edho AristiantoNo ratings yet
- Data Sheet: 304/304L Stainless SteelDocument2 pagesData Sheet: 304/304L Stainless SteelFranco SwanepoelNo ratings yet
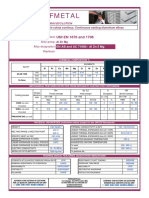
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Raj RajeshNo ratings yet
- Precipitation Hardening Stainless Steel: Voestalpine High Performance Metals (Australia) Pty LTDDocument3 pagesPrecipitation Hardening Stainless Steel: Voestalpine High Performance Metals (Australia) Pty LTDAtlantic Heat Treat ShopNo ratings yet
- Hardox 450Document2 pagesHardox 450Brandon Vicuña GalánNo ratings yet
- PB 1Document1 pagePB 1Jagan TnNo ratings yet
- ASSAB Tool Steel Performance Chart A4 enDocument2 pagesASSAB Tool Steel Performance Chart A4 en631052No ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- 151 Hardox 400 Uk Data-SheetDocument2 pages151 Hardox 400 Uk Data-Sheetanon_94641581No ratings yet
- EN71000 From ReinferdenDocument2 pagesEN71000 From ReinferdenJason WuNo ratings yet
- AC4010K AC4015K Series: Grades For Cast IronDocument6 pagesAC4010K AC4015K Series: Grades For Cast IronOswaldo TerugiNo ratings yet
- Quality Services & Solutions Assessed for WHO GMP ComplianceDocument1 pageQuality Services & Solutions Assessed for WHO GMP ComplianceLuân LêNo ratings yet
- Halal SKH Revisi - Neeli 2020 - 2022Document6 pagesHalal SKH Revisi - Neeli 2020 - 2022Luân Lê100% (1)
- Halal Assurance LetterDocument5 pagesHalal Assurance LetterLuân LêNo ratings yet
- Steel Solutions For Wear and Impact Resistant Applications: IndusteelDocument16 pagesSteel Solutions For Wear and Impact Resistant Applications: IndusteelLuân LêNo ratings yet
- Relia®: IndusteelDocument5 pagesRelia®: IndusteelLuân LêNo ratings yet
- Part 1 - General: PumpsDocument3 pagesPart 1 - General: PumpsSergio Cataño GaleanoNo ratings yet
- Bill 99 Pipe BridgeDocument23 pagesBill 99 Pipe BridgeRian VugNo ratings yet
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- Mineral of MPDocument9 pagesMineral of MPRajat YadavNo ratings yet
- Saudi Aramco Inspection Checklist: Grounding - GES - Structural Steel Electrode Installation SAIC-P-3717 ElectDocument2 pagesSaudi Aramco Inspection Checklist: Grounding - GES - Structural Steel Electrode Installation SAIC-P-3717 Electmkalidas2006No ratings yet
- Nitchi HE50A Chain Hoists: Product SpecificationsDocument2 pagesNitchi HE50A Chain Hoists: Product SpecificationsDhiraj SharmaNo ratings yet
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Formarjan banooNo ratings yet
- 29g KSBDocument1 page29g KSBGut BeerliNo ratings yet
- CNC ToolingDocument3 pagesCNC Toolingkranthi142434No ratings yet
- Api 571-1Document11 pagesApi 571-1Raghavan100% (1)
- Maraging Steel Properties PDFDocument2 pagesMaraging Steel Properties PDFManideep AnanthulaNo ratings yet
- Saudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-Y-2001 24-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Ferroxyl Test Per ASTM A380 (Overlay Weld Cracking) SAIC-Y-2001 24-Jul-18 MechjahaanNo ratings yet
- 14 Different Types of Bathroom Sinks (Basins) : BathroomsDocument18 pages14 Different Types of Bathroom Sinks (Basins) : BathroomsSuparna SahaNo ratings yet
- Taper and Deburring CountersinkersDocument32 pagesTaper and Deburring CountersinkersTuyenNo ratings yet
- Chhattisgarh District MapDocument3 pagesChhattisgarh District MapacornaNo ratings yet
- Westerman Table 1Document80 pagesWesterman Table 1pawanumarji192% (12)
- WEJLOK Wedge Connector: Features and BenefitsDocument1 pageWEJLOK Wedge Connector: Features and BenefitsVictor DoyoganNo ratings yet
- GB235 MetalsDocument12 pagesGB235 MetalsAhmet HamamcıoğluNo ratings yet
- Engineering GlossaryDocument8 pagesEngineering GlossaryChris MedeirosNo ratings yet
- Astm A234-A234m-06Document8 pagesAstm A234-A234m-06NadhiraNo ratings yet
- Warren Truss Structure DesignDocument2 pagesWarren Truss Structure DesignRizal LeonardoNo ratings yet
- Conditii de Montare PEM - A4Document32 pagesConditii de Montare PEM - A4florin sasNo ratings yet
- Bench Type Box & Pan Brake Operator Manual & Parts List: 中文 (CHINESE)Document10 pagesBench Type Box & Pan Brake Operator Manual & Parts List: 中文 (CHINESE)Ibrahim PagbelemNo ratings yet
- Chapter09eng LowresDocument25 pagesChapter09eng Lowresmohamed AdelNo ratings yet
- STRUCTURAL STEEL DESIGN IntroDocument17 pagesSTRUCTURAL STEEL DESIGN IntroPrince QuimnoNo ratings yet
- Monorail ReportDocument40 pagesMonorail ReportErole Technologies Pvt ltd Homemade EngineerNo ratings yet
- ARC National Product CatalogueDocument65 pagesARC National Product Cataloguekaphk21823No ratings yet
- Specification For Alloy Steel Bolting Materials For Low-Temperature ServiceDocument12 pagesSpecification For Alloy Steel Bolting Materials For Low-Temperature ServiceSofiaJabadanEspulgarNo ratings yet
- Technical Specifi Cations: SL-KZ-003 Rev. ADocument2 pagesTechnical Specifi Cations: SL-KZ-003 Rev. AFernando SalamancaNo ratings yet
- Copper Clad SteelDocument4 pagesCopper Clad SteelJohn Noya VergaraNo ratings yet