You might also like
- Stainless Steel Guide Dec20Document151 pagesStainless Steel Guide Dec20emre ozdemirNo ratings yet
- Ps 00000 1165 0004 E - Rev 0 - Piping Material SpecificationDocument877 pagesPs 00000 1165 0004 E - Rev 0 - Piping Material SpecificationThirunavukkarasu ParthasarathyNo ratings yet
- SCM25 steel alloy properties and applicationsDocument1 pageSCM25 steel alloy properties and applicationsPeterWayNo ratings yet
- Creusabro 4800Document8 pagesCreusabro 4800ravigurajapuNo ratings yet
- Abaqus Example Problems ManualDocument1,242 pagesAbaqus Example Problems Manualcesar_abdd84% (19)
- Ped 6Document16 pagesPed 6Everton ArrudaNo ratings yet
- Functional Polymer Coatings: Principles, Methods, and ApplicationsFrom EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsRating: 1 out of 5 stars1/5 (1)
- Abaqus - Cae Users ManualDocument1,306 pagesAbaqus - Cae Users ManualSarhan Karray100% (1)
- Scope PED 97 23 EGDocument54 pagesScope PED 97 23 EGpham hoang quanNo ratings yet
- 4340M or 300MDocument2 pages4340M or 300MfedaquiNo ratings yet
- CSWIP 3.2 Multiple ChoiceDocument10 pagesCSWIP 3.2 Multiple Choicerandhir kumar jha0% (1)
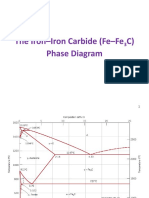
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDocument32 pagesThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaNo ratings yet
- PICKLING HANDBOOK Surface Treatment of Stainless SteelsDocument26 pagesPICKLING HANDBOOK Surface Treatment of Stainless SteelsSuryaprakashNo ratings yet
- Nickle Based SuperalloyDocument25 pagesNickle Based SuperalloyLavesh Kumar100% (1)
- 50 CR Mo 4Document4 pages50 CR Mo 4Diogo NascimentoNo ratings yet
- AISI Steel Plate Engineering Data Volumes 1 and 2Document135 pagesAISI Steel Plate Engineering Data Volumes 1 and 2Dinh Nguyen Dao100% (1)
- Bisalloy's PlatesDocument16 pagesBisalloy's PlatesMarcoNo ratings yet
- Cladding Clad Pipes 625a-Seminar 2010Document37 pagesCladding Clad Pipes 625a-Seminar 2010ssNo ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- Aisi 304Document2 pagesAisi 304Rohit100% (1)
- Ds Wear Creusabro8000Document6 pagesDs Wear Creusabro8000Zackaria El IdrissiNo ratings yet
- Creusabro 4800: IndusteelDocument6 pagesCreusabro 4800: IndusteelLuân LêNo ratings yet
- ABRAfrance Creusabro DualDocument4 pagesABRAfrance Creusabro DualAyman MarkNo ratings yet
- CRDocument8 pagesCRErfan EffendyNo ratings yet
- Material Creusabro 4800Document8 pagesMaterial Creusabro 4800jibanNo ratings yet
- Precipitation Hardening Stainless Steel: Voestalpine High Performance Metals (Australia) Pty LTDDocument3 pagesPrecipitation Hardening Stainless Steel: Voestalpine High Performance Metals (Australia) Pty LTDAtlantic Heat Treat ShopNo ratings yet
- Creusabro: Industeel, The Right Steel at The Right PlaceDocument9 pagesCreusabro: Industeel, The Right Steel at The Right PlaceLuân LêNo ratings yet
- Silicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodDocument2 pagesSilicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodJay PNo ratings yet
- Chemical Composition (In Weight %) : Specification SheetDocument6 pagesChemical Composition (In Weight %) : Specification SheetGusti CahyonoNo ratings yet
- Datasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Document7 pagesDatasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Weipeng LvNo ratings yet
- 100 CR 62Document4 pages100 CR 62dadNo ratings yet
- Omega Introduction Letter Civil With Letter-1Document5 pagesOmega Introduction Letter Civil With Letter-1Velmurugan BalasubramanianNo ratings yet
- Datasheet Creusabro 4800 PDFDocument2 pagesDatasheet Creusabro 4800 PDFPercy TorresNo ratings yet
- Resin-Coated Low-Density, Ultra High-Performance Ceramic ProppantDocument2 pagesResin-Coated Low-Density, Ultra High-Performance Ceramic Proppantarturo_partida_1No ratings yet
- ASM Material Data Sheet PDFDocument2 pagesASM Material Data Sheet PDFtiele_barcelosNo ratings yet
- datasheet-saf-2205-en-v2021-10-07 13_05 version 1Document8 pagesdatasheet-saf-2205-en-v2021-10-07 13_05 version 1simone.mauriNo ratings yet
- LOCTITE ABLESTIK 2600BT en - GLDocument2 pagesLOCTITE ABLESTIK 2600BT en - GLJess OrtonNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- 20Mncr5: Steel GradeDocument4 pages20Mncr5: Steel GradeAhmad ShujaNo ratings yet
- AÇOS VILLARES VF800-AT - InglesDocument2 pagesAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- BB 500 600X MillerDocument8 pagesBB 500 600X MillerNahid KashmoulaNo ratings yet
- Cusn8 Industrial RolledDocument4 pagesCusn8 Industrial RolledPrakash MakadiaNo ratings yet
- Steel Grade: Material Data SheetDocument5 pagesSteel Grade: Material Data Sheetdan howsNo ratings yet
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- SIHARD K770 high wear resistance tool steel with nitriding potentialDocument1 pageSIHARD K770 high wear resistance tool steel with nitriding potentialaadhavan rNo ratings yet
- Reo Steel BookletDocument22 pagesReo Steel Bookletrattle snakeNo ratings yet
- Datasheet-Sanicro-69-En-V2022-10-26 14 - 22 Version 1Document7 pagesDatasheet-Sanicro-69-En-V2022-10-26 14 - 22 Version 1Agustin CesanNo ratings yet
- Data Sheet: 304/304L Stainless SteelDocument2 pagesData Sheet: 304/304L Stainless SteelFranco SwanepoelNo ratings yet
- High Tensile: Voestalpine High Performance Metals (Australia) Pty LTDDocument5 pagesHigh Tensile: Voestalpine High Performance Metals (Australia) Pty LTDSinan YıldızNo ratings yet
- AISI 4130 alloy steel guideDocument2 pagesAISI 4130 alloy steel guideALEX MURPHYNo ratings yet
- High Tensile Steel: Voestalpine High Performance Metals (Australia) Pty LTDDocument3 pagesHigh Tensile Steel: Voestalpine High Performance Metals (Australia) Pty LTDJoko tri SantosoNo ratings yet
- Sika Carbodur BC Pds enDocument3 pagesSika Carbodur BC Pds enVergiane RailashaNo ratings yet
- Stainless Steel Grade 630Document6 pagesStainless Steel Grade 630mazaher.ramazaniNo ratings yet
- 100crmnsi6-4: Steel GradeDocument3 pages100crmnsi6-4: Steel GradeSama UmateNo ratings yet
- G 22 FC Product Data Sheet (With Specs)Document1 pageG 22 FC Product Data Sheet (With Specs)candraNo ratings yet
- Bayblend BrochureDocument28 pagesBayblend BrochurePiNo ratings yet
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyNo ratings yet
- Din 1Document1 pageDin 1ttpatelNo ratings yet
- AISI 1040 Carbon Steel OverviewDocument4 pagesAISI 1040 Carbon Steel Overviewعابد زاهدNo ratings yet
- Polibrid 705: Technical DataDocument2 pagesPolibrid 705: Technical DataSky MoonNo ratings yet
- 1 Ceramic Fiber BoardsDocument2 pages1 Ceramic Fiber BoardsMahesh MishraNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument2 pagesPowder Metallurgy HSS: Chemical Compositiongraziano girottoNo ratings yet
- Product 266: Technical Data SheetDocument2 pagesProduct 266: Technical Data SheetFabio ParceroNo ratings yet
- Inconel 625 - BOP Body BlockDocument3 pagesInconel 625 - BOP Body BlockMehdi SoltaniNo ratings yet
- ASM Material Data Sheet 304Document2 pagesASM Material Data Sheet 304.xNo ratings yet
- 2205 Technical Data Sheet: Chemistry Mechanical PropertiesDocument6 pages2205 Technical Data Sheet: Chemistry Mechanical PropertiesJandri JacobNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument4 pagesPowder Metallurgy HSS: Chemical CompositionSama UmateNo ratings yet
- Loctite DatasheetDocument3 pagesLoctite DatasheetLaura Ximena Rojas NiñoNo ratings yet
- Fabrock 30: Board Insulation For OEM ApplicationsDocument2 pagesFabrock 30: Board Insulation For OEM ApplicationsCristhian RangelNo ratings yet
- GSP600 Sub-Prime® Electric Submersible Dewatering Pumps: Features SpecificationsDocument2 pagesGSP600 Sub-Prime® Electric Submersible Dewatering Pumps: Features SpecificationsAbcehmu EgiNo ratings yet
- CPM Magnacut - Technical Data: Your in Specialty MetalsDocument2 pagesCPM Magnacut - Technical Data: Your in Specialty MetalscpNo ratings yet
- Appendix D - EDocument8 pagesAppendix D - EPeterWayNo ratings yet
- DEMAG GruasDocument36 pagesDEMAG GruasPeterWayNo ratings yet
- Lumetal Catalogo Bronce PDFDocument4 pagesLumetal Catalogo Bronce PDFFernando ChavezNo ratings yet
- Fora 400Document4 pagesFora 400PeterWayNo ratings yet
- ConsumableDocument8 pagesConsumablePeterWayNo ratings yet
- Guideline 3Document17 pagesGuideline 3PeterWayNo ratings yet
- SU-ExponentialLeadersGuide 10xgrowth053017Document12 pagesSU-ExponentialLeadersGuide 10xgrowth053017PeterWayNo ratings yet
- CLC 17-13-5LN - High corrosion resistant austenitic stainless steelDocument4 pagesCLC 17-13-5LN - High corrosion resistant austenitic stainless steelPeterWayNo ratings yet
- Carelso 60/65: Steel For Pressure Equipment in Mild Sour ServiceDocument3 pagesCarelso 60/65: Steel For Pressure Equipment in Mild Sour ServicePeterWayNo ratings yet
- CLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)Document4 pagesCLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)PeterWayNo ratings yet
- CLC 18-10ti: A Ti Stabilized 18Cr-10Ni Austenitic Stainless Steel (321 Grade)Document4 pagesCLC 18-10ti: A Ti Stabilized 18Cr-10Ni Austenitic Stainless Steel (321 Grade)PeterWayNo ratings yet
- CLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)Document4 pagesCLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)PeterWayNo ratings yet
- CLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)Document4 pagesCLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)PeterWayNo ratings yet
- CLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)Document4 pagesCLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)PeterWayNo ratings yet
- CLC 18-9L: General Purpose 18Cr-9Ni Austenitic Stainless Steel (304L Grade)Document4 pagesCLC 18-9L: General Purpose 18Cr-9Ni Austenitic Stainless Steel (304L Grade)MichaelNo ratings yet
- CLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)Document4 pagesCLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)PeterWayNo ratings yet
- CLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)Document4 pagesCLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)PeterWayNo ratings yet
- CLC 17-12-2ti: A Ti Stabilized 18Cr-11Ni-2Mo Austenitic Stainless Steel (316ti Grade)Document4 pagesCLC 17-12-2ti: A Ti Stabilized 18Cr-11Ni-2Mo Austenitic Stainless Steel (316ti Grade)PeterWayNo ratings yet
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument2 pagesMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- Durelloy: Heat Treated Hot Roll AlloyDocument7 pagesDurelloy: Heat Treated Hot Roll AlloyPeterWayNo ratings yet
- WWR 500-R-10 - Manual of Standard PracticeDocument38 pagesWWR 500-R-10 - Manual of Standard PracticePeterWayNo ratings yet
- Cor TenDocument18 pagesCor TenRecep VatanseverNo ratings yet
- AR450F Abrasion Resistant Steel Plate Data SheetDocument2 pagesAR450F Abrasion Resistant Steel Plate Data SheetjuanNo ratings yet
- ABRASION-RESISTANT STEEL PLATE DATADocument2 pagesABRASION-RESISTANT STEEL PLATE DATABaihaki StNo ratings yet
- Manganese in ST-STDocument28 pagesManganese in ST-STSteveyNo ratings yet
- Aluminum Comparison ChartDocument1 pageAluminum Comparison ChartJeffrey MackNo ratings yet
- WWW - Learnengineering.In: Me8491 - Engineering Metallurgy Question BankDocument21 pagesWWW - Learnengineering.In: Me8491 - Engineering Metallurgy Question BankDr.A.Maniram KumarNo ratings yet
- Top metals used in construction including steel, aluminum and moreDocument203 pagesTop metals used in construction including steel, aluminum and moreGopalakrishnan KuppuswamyNo ratings yet
- 1.6523 20nicrmo2-2 - Aisi 8620Document3 pages1.6523 20nicrmo2-2 - Aisi 8620zhenyupanNo ratings yet
- Experiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Document12 pagesExperiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Vandan GundaleNo ratings yet
- Pipe FactsDocument30 pagesPipe FactsMekhmanNo ratings yet
- Welding Structural JapanDocument16 pagesWelding Structural JapanGuillermo CorderoNo ratings yet
- Kitechno Sunken 4NNTF16 PumpDocument2 pagesKitechno Sunken 4NNTF16 Pumpyoony beautyNo ratings yet
- Modern Mining Company - Calcined Petroleum Coke Plant - FEED STAGEDocument5 pagesModern Mining Company - Calcined Petroleum Coke Plant - FEED STAGESameer AliNo ratings yet
- MS.50002_Document44 pagesMS.50002_Adriano MagalhãesNo ratings yet
- VW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)Document11 pagesVW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)jorge solisNo ratings yet
- Steel Plant Report FinalDocument54 pagesSteel Plant Report Finalkranthi chaitanyaNo ratings yet
- JIS Material ReferenceDocument7 pagesJIS Material ReferencehaharameshNo ratings yet
- Effect of Alloying Elements on Steel Phase TransformationsDocument6 pagesEffect of Alloying Elements on Steel Phase TransformationsRadifan AbrarNo ratings yet
- 8B Alloy Fabrication and ProcessingDocument16 pages8B Alloy Fabrication and ProcessingAhmed AliNo ratings yet
- Curriculum Vitae: Pankaj MittalDocument4 pagesCurriculum Vitae: Pankaj MittalHeera SinghNo ratings yet
- Technical Confirmation List FlangesDocument2 pagesTechnical Confirmation List Flangessiva8000No ratings yet
- India's Steel Industry Growth and Major PlayersDocument9 pagesIndia's Steel Industry Growth and Major PlayersPrashant KiniNo ratings yet
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- Metal AlloysDocument34 pagesMetal AlloysMark Joseph LapeñaNo ratings yet
- Heat Treatment of Plain Carbon SteelDocument12 pagesHeat Treatment of Plain Carbon Steelweda walata heduwaNo ratings yet
- UBE-H-103 - Piping and Ducting MaterialDocument587 pagesUBE-H-103 - Piping and Ducting Materialjohn carterNo ratings yet