You might also like
- MRTS234Document34 pagesMRTS234Maged BesharaNo ratings yet
- MRTS04Document95 pagesMRTS04simon maaaklaNo ratings yet
- MRTS30Document60 pagesMRTS30Ankush KumarNo ratings yet
- Transport and Main Roads Specifications MRTS63 Cast-In-Place PilesDocument27 pagesTransport and Main Roads Specifications MRTS63 Cast-In-Place PilesMustafaNo ratings yet
- MRTS63ADocument23 pagesMRTS63AHarrison StamoudisNo ratings yet
- MRTS11Document41 pagesMRTS11Raj BalakrisNo ratings yet
- MRTS70Document42 pagesMRTS70Indika2323No ratings yet
- TIPDS Volume2Document122 pagesTIPDS Volume2HeruTummaNo ratings yet
- Transport and Main Roads Specifications MRTS11 Sprayed Bituminous Treatments (Excluding Emulsion)Document36 pagesTransport and Main Roads Specifications MRTS11 Sprayed Bituminous Treatments (Excluding Emulsion)Alexandru LetNo ratings yet
- MRTS70 PDFDocument81 pagesMRTS70 PDFjeffNo ratings yet
- MRTS73Document31 pagesMRTS73gopal sudhirNo ratings yet
- MRTS04Document103 pagesMRTS04roshansm1978No ratings yet
- Transport and Main Roads Specifications MRTS45 Road Surface DelineationDocument20 pagesTransport and Main Roads Specifications MRTS45 Road Surface DelineationDevesh Kumar PandeyNo ratings yet
- TBCManualDocument134 pagesTBCManualEdwaldo WenceslaiNo ratings yet
- (PDF) Basement Standard MALAYSIA - Compress PDFDocument15 pages(PDF) Basement Standard MALAYSIA - Compress PDFWilson LeongNo ratings yet
- PDF Safety Standard For Vehicle Mounted Forklift Trucks Ansi Itsdf b5614 2015 - CompressDocument44 pagesPDF Safety Standard For Vehicle Mounted Forklift Trucks Ansi Itsdf b5614 2015 - CompressSuhandiNo ratings yet
- MRTS202Document26 pagesMRTS202Faisal RahmanNo ratings yet
- MRTS04 SupersededDocument96 pagesMRTS04 SupersededAnkush KumarNo ratings yet
- Local Area Network Management Design Security.9780471497691.33857Document461 pagesLocal Area Network Management Design Security.9780471497691.33857fineaqua100No ratings yet
- MRTS226Document24 pagesMRTS226Gioj MejNo ratings yet
- DrillingDocument38 pagesDrillingsoloserjNo ratings yet
- Main Roads Specifications and Technical Standards MRTS78 Fabrication of Structural SteelworkDocument20 pagesMain Roads Specifications and Technical Standards MRTS78 Fabrication of Structural Steelworkmohamed salahNo ratings yet
- XPEDITOR Quick ReferenceDocument48 pagesXPEDITOR Quick ReferenceYuvabarathi M DevendranNo ratings yet
- Bridge Load Rating Guidelines: State of Rhode Island Department of TransportationDocument55 pagesBridge Load Rating Guidelines: State of Rhode Island Department of TransportationChien KsNo ratings yet
- Caribbean Infrastructure Public Private Partnership RoadmapFrom EverandCaribbean Infrastructure Public Private Partnership RoadmapNo ratings yet
- TEMA9 TH Edition Table of ContentsDocument2 pagesTEMA9 TH Edition Table of Contentssandippatil86No ratings yet
- API Standard 600: Steel Gate Valves-Flanged and Butt-Welding Ends, Bolted BonnetsDocument3 pagesAPI Standard 600: Steel Gate Valves-Flanged and Butt-Welding Ends, Bolted BonnetsPasquale CutriNo ratings yet
- 600 - E13 PA PDFDocument3 pages600 - E13 PA PDFPasquale CutriNo ratings yet
- EHD211000 Standard Program Documentation ENG K216 2016Document69 pagesEHD211000 Standard Program Documentation ENG K216 2016gonzalo.lartec2369No ratings yet
- Transport and Main Roads Specifications MRTS06 Reinforced Soil StructuresDocument24 pagesTransport and Main Roads Specifications MRTS06 Reinforced Soil StructuresPak Hei LINo ratings yet
- WdvewDocument197 pagesWdvewNiraj NIROULANo ratings yet
- Cessna Latitude SDDocument47 pagesCessna Latitude SDVincent Lefeuvre100% (1)
- Detroit: Environment 2Document12 pagesDetroit: Environment 2Allie GrossNo ratings yet
- Product Index Bridges Other SDocument28 pagesProduct Index Bridges Other SbradrimmNo ratings yet
- Code of Practice For Metal Decking and Stud Welding 2014Document30 pagesCode of Practice For Metal Decking and Stud Welding 2014joe briffaNo ratings yet
- Design Guidelines: For Manufacturing of Circuit Boards and Modules and For Layout DesignDocument17 pagesDesign Guidelines: For Manufacturing of Circuit Boards and Modules and For Layout DesignThe HoangNo ratings yet
- Transport and Main Roads Specifications MRTS04 General EarthworksDocument78 pagesTransport and Main Roads Specifications MRTS04 General EarthworksGarima GuptaNo ratings yet
- Route Assessment For MCV and PBS Vehicles in Queensland GuidelineDocument65 pagesRoute Assessment For MCV and PBS Vehicles in Queensland GuidelineRaja RajanNo ratings yet
- Substation Lightning Protection and Earthing Standard PDFDocument24 pagesSubstation Lightning Protection and Earthing Standard PDFMr UnknownNo ratings yet
- Automatic Train Protection: Signalling Principles Engineering StandardDocument42 pagesAutomatic Train Protection: Signalling Principles Engineering StandardNitheesh Omanakuttan NairNo ratings yet
- MS 1058-3-2023Document8 pagesMS 1058-3-2023LAVOSNo ratings yet
- Coriant Hit 7 Coriant Hit 7025: Technical Description Technical DescriptionDocument27 pagesCoriant Hit 7 Coriant Hit 7025: Technical Description Technical Descriptionmohamed outalebNo ratings yet
- Transfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualDocument32 pagesTransfer Switching Equipment 100, 200, 260, 400A: Instr Uction ManualMesseňger HệŢhốngNo ratings yet
- FLR3398 Module 1Document46 pagesFLR3398 Module 1Hans-Jürgen Koch Zeiner100% (1)
- MRTS03Document79 pagesMRTS03Ankush KumarNo ratings yet
- Identification of Problematic Soils in Southern AfricaDocument75 pagesIdentification of Problematic Soils in Southern AfricaArmand FondjoNo ratings yet
- ProPTT2 Smartphone App User Manual v8.0 enDocument89 pagesProPTT2 Smartphone App User Manual v8.0 enRamon JimenezNo ratings yet
- Openclinic Technical DocumentationDocument21 pagesOpenclinic Technical DocumentationtiescoNo ratings yet
- Asme b30 2 2005Document68 pagesAsme b30 2 2005lubangjarumNo ratings yet
- Evolution MK 461CDocument20 pagesEvolution MK 461CMarius AdrianNo ratings yet
- 576 Flushing in ChipsealsDocument101 pages576 Flushing in Chipsealswilliam alachanNo ratings yet
- Mobile Laser Scanning Technical Guideline 2023Document65 pagesMobile Laser Scanning Technical Guideline 2023wn1529.20000No ratings yet
- Octopus 900 Service ManualDocument61 pagesOctopus 900 Service ManualMustafa Sari100% (1)
- OCPP-2.0.1 Part2 Specification Edition2Document481 pagesOCPP-2.0.1 Part2 Specification Edition2FabianoNo ratings yet
- Fluent Udf Training 2 - CompressDocument39 pagesFluent Udf Training 2 - CompressRafik BouakkazNo ratings yet
- Customer Manual - WC1034056 (1) MANUAL INDIADocument159 pagesCustomer Manual - WC1034056 (1) MANUAL INDIAJesus MolinaNo ratings yet
- Sensor LazerDocument36 pagesSensor LazerdanielNo ratings yet
- General Specification For Timaru District Council Drainage NetworksDocument44 pagesGeneral Specification For Timaru District Council Drainage NetworksKenneth PenianoNo ratings yet
- MRTS263Document27 pagesMRTS263ashraf.imraishNo ratings yet
- Compliance Report by Government of Puducherry in O.A. No. 726 of 2018 With O.A. No. 456 of 2018 (Rupesh Pethe vs. State of M.P. & Ors.)Document5 pagesCompliance Report by Government of Puducherry in O.A. No. 726 of 2018 With O.A. No. 456 of 2018 (Rupesh Pethe vs. State of M.P. & Ors.)smithNo ratings yet
- Laptop PO - QbithubDocument1 pageLaptop PO - QbithubsmithNo ratings yet
- Quotations-82 - Strip Seal Expansion Joint 900meters - ChennaiDocument2 pagesQuotations-82 - Strip Seal Expansion Joint 900meters - ChennaismithNo ratings yet
- SE Quotation SSEJ 9715Document2 pagesSE Quotation SSEJ 9715smithNo ratings yet
- QT - AutoPlotter Road Estimator QuoteDocument2 pagesQT - AutoPlotter Road Estimator QuotesmithNo ratings yet
- RE: Quotation Called For HP Laptop and AIO Asus DesktopDocument2 pagesRE: Quotation Called For HP Laptop and AIO Asus DesktopsmithNo ratings yet
- Estimate: # Proposal For HP PrintersDocument2 pagesEstimate: # Proposal For HP PrinterssmithNo ratings yet
- Supplementary Product - Infycons - OptionalDocument1 pageSupplementary Product - Infycons - OptionalsmithNo ratings yet
- Quotation Vadapalani: Vadapalani Showroom Anna Nagar Showroom Purasai Showroom Laptop Service CentreDocument1 pageQuotation Vadapalani: Vadapalani Showroom Anna Nagar Showroom Purasai Showroom Laptop Service CentresmithNo ratings yet
- Statewise MRRP (Incl. GST) For Sail TMT - Seqr TMT Bar For July 2021Document4 pagesStatewise MRRP (Incl. GST) For Sail TMT - Seqr TMT Bar For July 2021smithNo ratings yet
- Distribution Drawings: Submitted byDocument22 pagesDistribution Drawings: Submitted bysmithNo ratings yet
- Instrumentation Drawings: Submitted byDocument6 pagesInstrumentation Drawings: Submitted bysmithNo ratings yet
- Block 91 Roorkee - SoR - MORTHDocument71 pagesBlock 91 Roorkee - SoR - MORTHsmithNo ratings yet
- FinancialbidDocument26 pagesFinancialbidsmithNo ratings yet
- IOCL Bitumen Price List 2021Document1 pageIOCL Bitumen Price List 2021smith67% (3)
- Existing WTP/Zone-1A: Submitted byDocument12 pagesExisting WTP/Zone-1A: Submitted bysmithNo ratings yet
- DI Pipe Manufacturer ListDocument11 pagesDI Pipe Manufacturer ListsmithNo ratings yet
- ESR RatesDocument1 pageESR RatessmithNo ratings yet
- Aquacon Resourcing Pvt. LTD.: Price-ListDocument1 pageAquacon Resourcing Pvt. LTD.: Price-ListsmithNo ratings yet
- Price: Kerala Water AuthorityDocument54 pagesPrice: Kerala Water AuthoritysmithNo ratings yet
- Kollam: 4 R/ II Ater Kerala W Authority H EtectronistentisiiDocument2 pagesKollam: 4 R/ II Ater Kerala W Authority H EtectronistentisiismithNo ratings yet
- S300 Plans & ElevationsDocument30 pagesS300 Plans & ElevationssmithNo ratings yet
- Brick Masonry Work: Masonry Work For FT Masonry Work For MeterDocument6 pagesBrick Masonry Work: Masonry Work For FT Masonry Work For MetersmithNo ratings yet
- PrecastDocument2 pagesPrecastsmithNo ratings yet
- Nagaon OcrDocument10 pagesNagaon OcrsmithNo ratings yet
- BOQ - TaramaniDocument46 pagesBOQ - Taramanismith0% (1)
- Boq Working JharkhandDocument36 pagesBoq Working JharkhandsmithNo ratings yet
- Highway Subcontractor Rate For 207CrDocument4 pagesHighway Subcontractor Rate For 207CrsmithNo ratings yet
- Bills of Quantities SL - No Description Unit Qty Rate (RS.) Amount (RS.) KG Rate KG AmountDocument2 pagesBills of Quantities SL - No Description Unit Qty Rate (RS.) Amount (RS.) KG Rate KG AmountsmithNo ratings yet
- Series: C80/C89 C70/C74Document12 pagesSeries: C80/C89 C70/C74Anupam MehraNo ratings yet
- GS01C25B01 01e PDFDocument15 pagesGS01C25B01 01e PDFHenry Cuellar VargasNo ratings yet
- Topsflo Gear Pump-1Document8 pagesTopsflo Gear Pump-1Raja BalakrishnanNo ratings yet
- Yokogawa: Y/11AH Pneumatic Absolute Pressure Transmitter User's ManualDocument5 pagesYokogawa: Y/11AH Pneumatic Absolute Pressure Transmitter User's ManualRabah AmidiNo ratings yet
- Aerre TCDocument11 pagesAerre TCrisbo12No ratings yet
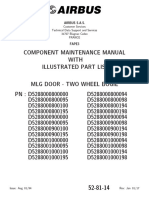
- @airbus: Airbus S.A.SDocument412 pages@airbus: Airbus S.A.Sjoker hotNo ratings yet
- Honeywell Transmitters STG700Document16 pagesHoneywell Transmitters STG700rjpatil19No ratings yet
- Omega PTFE Needle Valve - FVLT100Document1 pageOmega PTFE Needle Valve - FVLT100XavierNo ratings yet
- Aerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings Premium Grade, As SinteredDocument8 pagesAerospace Material Specification: Polytetrafluoroethylene (PTFE) Moldings Premium Grade, As SinteredMax SalogniNo ratings yet
- Budwig Diet Guide Budwig Center PDFDocument50 pagesBudwig Diet Guide Budwig Center PDFGeorgi Ana100% (3)
- Fouling and Cleaning Studies in The Food and Beverage Industry Classified by Cleaning TypeDocument24 pagesFouling and Cleaning Studies in The Food and Beverage Industry Classified by Cleaning TypeFauzi AlifkaNo ratings yet
- JW Lionpak Iss 1.1Document8 pagesJW Lionpak Iss 1.1idrisNo ratings yet
- Teflon Na1500 PtfeDocument2 pagesTeflon Na1500 PtfeCarlosNo ratings yet
- BrandingDocument5 pagesBrandingrafaelNo ratings yet
- ch06Document16 pagesch06Mahmmod Al-QawasmehNo ratings yet
- Insulation Jacket BrochureDocument6 pagesInsulation Jacket BrochureLeDzungNo ratings yet
- Eriks SimeringDocument25 pagesEriks SimeringfahreezNo ratings yet
- Retrofit Reduction Valve For Starting Air Line On The L23/30H, L28/32HDocument4 pagesRetrofit Reduction Valve For Starting Air Line On The L23/30H, L28/32HDmitrii PustoshkinNo ratings yet
- Anti Blow Out StemDocument48 pagesAnti Blow Out StemimthiyazmuhammedNo ratings yet
- JKF Filters and Separators Product ProgrammeDocument3 pagesJKF Filters and Separators Product ProgrammeirinaNo ratings yet
- Fiber Optic Sensor, High Voltage Temperature Sensors, LSENSU - Rugged MonitoringDocument2 pagesFiber Optic Sensor, High Voltage Temperature Sensors, LSENSU - Rugged MonitoringRugged MonitoringNo ratings yet
- General Specifications: EJA110E Differential Pressure TransmitterDocument14 pagesGeneral Specifications: EJA110E Differential Pressure TransmitterHaryadi WirawanNo ratings yet
- Ijbt 4 (2) 186-193 PDFDocument0 pagesIjbt 4 (2) 186-193 PDFdian_2108No ratings yet
- Chemola Handout SC New 02Document2 pagesChemola Handout SC New 02QC RegianNo ratings yet
- TICO Structural BearingsDocument14 pagesTICO Structural BearingsTheoniusNo ratings yet
- How It Works-Book of Great Inventors and Their CreationsDocument165 pagesHow It Works-Book of Great Inventors and Their CreationsMarcoJaramilloNo ratings yet
- Mguti 50454 MasterDocument84 pagesMguti 50454 MasterAvinashNo ratings yet
- Valves Soft Seat Materials: ElastomericDocument5 pagesValves Soft Seat Materials: ElastomericMuhammadImaduddienSalamNo ratings yet
- CAMERON Compact Actuators - HS Series: Minimum Space. Maximum PerformanceDocument8 pagesCAMERON Compact Actuators - HS Series: Minimum Space. Maximum PerformanceJonathanNo ratings yet
- TFM 1600Document1 pageTFM 1600Rendi MulyadiNo ratings yet