You might also like
- 2013 KTM 350 EXC Shop-Repair ManualDocument310 pages2013 KTM 350 EXC Shop-Repair ManualTre100% (7)
- Section 5 - Triangles - Part 1 Answer KeyDocument48 pagesSection 5 - Triangles - Part 1 Answer KeyErryn Lowe100% (2)
- 2018 Drilling Motor HandbookDocument186 pages2018 Drilling Motor HandbookNemanja MilićevićNo ratings yet
- Sandvik Materials Handling Idler CatalogueDocument28 pagesSandvik Materials Handling Idler CatalogueEd Ace100% (1)
- Psi Max2000 MudgunsDocument12 pagesPsi Max2000 MudgunsBernardo PadillaNo ratings yet
- PB3603 1 Raymond Mechanical Air Separator PDFDocument4 pagesPB3603 1 Raymond Mechanical Air Separator PDFmiraNo ratings yet
- Water Swivel Manual ENG-MAR2021Document30 pagesWater Swivel Manual ENG-MAR2021David TambunanNo ratings yet
- Shale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementFrom EverandShale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementRating: 4.5 out of 5 stars4.5/5 (2)
- 01 Cement Operation - TawfikDocument56 pages01 Cement Operation - TawfikAhmed ManieaNo ratings yet
- Product Catalogue - RotaryDocument36 pagesProduct Catalogue - Rotaryeko sunaryoNo ratings yet
- Inner Ring Groove & Land Grinding ProcessDocument38 pagesInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
- Process Equipment Manufacturers: SedimentationDocument8 pagesProcess Equipment Manufacturers: SedimentationVasant HiremathNo ratings yet
- Short BowlDocument4 pagesShort BowlEray YILMAZNo ratings yet
- Petrostrategies, Inc.: 1. 2. 3. 4. 5. 6. Classes 7. ReferencesDocument3 pagesPetrostrategies, Inc.: 1. 2. 3. 4. 5. 6. Classes 7. ReferencespanthaloorNo ratings yet
- Sharkget ExternalDocument26 pagesSharkget Externalking kingNo ratings yet
- Got PDFDocument5 pagesGot PDFyasamanNo ratings yet
- CTS Catalog 2019Document80 pagesCTS Catalog 2019justin ClarkNo ratings yet
- Catalog WEIR SKIMMERDocument2 pagesCatalog WEIR SKIMMERdeskanurhidayat3No ratings yet
- SDL Sascha Schwartze PDFDocument49 pagesSDL Sascha Schwartze PDFBelhadj Mohammed NafaaNo ratings yet
- Thickener Torque - Rakes & DriveDocument2 pagesThickener Torque - Rakes & DriveAldoNo ratings yet
- CAT Primary PulveriserDocument2 pagesCAT Primary PulverisertwrwtrtrNo ratings yet
- Introduction to Drilling Techniques for Oil & GasDocument23 pagesIntroduction to Drilling Techniques for Oil & GasChristian Jhonson NapitupuluNo ratings yet
- Catalog TechnorollDocument24 pagesCatalog TechnorollSummA Learning CenterNo ratings yet
- NBC-Cement-BrochureDocument23 pagesNBC-Cement-BrochureAnkit SharmaNo ratings yet
- Brochure OTR CAT - PDF Bridgestone PDFDocument20 pagesBrochure OTR CAT - PDF Bridgestone PDFFilipposNo ratings yet
- Drilling FluidDocument48 pagesDrilling FluidNasih AhmadNo ratings yet
- Angst+Pfister Rotating Seals Technical CatalogueDocument54 pagesAngst+Pfister Rotating Seals Technical CatalogueDanieleNo ratings yet
- Technical BookDocument36 pagesTechnical BookBorisvc8No ratings yet
- High Deviation Tool StringsDocument11 pagesHigh Deviation Tool Stringskyle warrenNo ratings yet
- For Flexibolts: DSI-Mining Australia Products Drilling Products For FlexiboltsDocument2 pagesFor Flexibolts: DSI-Mining Australia Products Drilling Products For Flexiboltspradhith kattaNo ratings yet
- Liner Hanger Systems: Jon Riddoch & Ikechukwu KanuDocument41 pagesLiner Hanger Systems: Jon Riddoch & Ikechukwu KanuAubin Caish YimNo ratings yet
- Hydraulic Jar PsDocument1 pageHydraulic Jar PsrafaelNo ratings yet
- General Concepts of Mixing PDFDocument9 pagesGeneral Concepts of Mixing PDFratheeshNo ratings yet
- Crosby Manual 6Document10 pagesCrosby Manual 6Salih KaderNo ratings yet
- Drilltech Services (USA) Inc: Spiro-TorqDocument10 pagesDrilltech Services (USA) Inc: Spiro-TorqDante Cabrera GuzmanNo ratings yet
- Planetary Roller Screws: Linear Solutions Made EasyDocument8 pagesPlanetary Roller Screws: Linear Solutions Made Easyshiva dNo ratings yet
- Subsea Brochure DataDocument4 pagesSubsea Brochure DatasiswoutNo ratings yet
- Rotolok Rotary Valves Airlocks ATEX UK v5.6Document4 pagesRotolok Rotary Valves Airlocks ATEX UK v5.6rheriNo ratings yet
- CT ORBit VALVE 01 PDFDocument28 pagesCT ORBit VALVE 01 PDFHieuNo ratings yet
- ISO 9001 Certified Equipment ManufacturerDocument8 pagesISO 9001 Certified Equipment Manufacturerhari cNo ratings yet
- Discos WilwoodDocument12 pagesDiscos WilwoodFranciscoNo ratings yet
- Indofab Industries DriveheadDocument8 pagesIndofab Industries DriveheadRahul KalathilNo ratings yet
- Drilling Jar PresentationDocument71 pagesDrilling Jar PresentationJESUS REYESNo ratings yet
- Cobra Solid Lubricants BrochureDocument4 pagesCobra Solid Lubricants Brochureernesto anwart ruiz laraNo ratings yet
- Pop Nut PDFDocument48 pagesPop Nut PDFJavier A. ValenzuelaNo ratings yet
- Sandvik De130 Compact Underground and Surface Core Drill: Technical SpecificationDocument8 pagesSandvik De130 Compact Underground and Surface Core Drill: Technical SpecificationDexterNo ratings yet
- Rotary Bottom Hole Assembly: at The End of This Lecture, YOU Should Be Able ToDocument19 pagesRotary Bottom Hole Assembly: at The End of This Lecture, YOU Should Be Able Toburak kamaliNo ratings yet
- Casing Scraper - InformationDocument2 pagesCasing Scraper - InformationJoão MillerNo ratings yet
- TESCO Hydro-Form CentralizersDocument2 pagesTESCO Hydro-Form CentralizersAdrien OfthestoneNo ratings yet
- JJJJJLKLLDocument5 pagesJJJJJLKLLsubodhasinghNo ratings yet
- Rex DWC Catalogue IS-14930..Document2 pagesRex DWC Catalogue IS-14930..ajeetNo ratings yet
- Rotary DrillingDocument29 pagesRotary Drillingquang.nguyen1812No ratings yet
- 7 BHA - Misc ToolsDocument25 pages7 BHA - Misc ToolsKaleem UllahNo ratings yet
- Catalogue - Tranchage Łańcuchy ZebyDocument37 pagesCatalogue - Tranchage Łańcuchy Zebyallegro.ds.spinNo ratings yet
- 26th March 2002 Room and Pillar Mechanised MiningDocument59 pages26th March 2002 Room and Pillar Mechanised MiningCraig ThomasNo ratings yet
- Caryaire LVLS Catalogue 2020Document4 pagesCaryaire LVLS Catalogue 2020Dinesh kumarNo ratings yet
- ME Motor: OwmaxDocument25 pagesME Motor: Owmaxeaglego00No ratings yet
- Rig Components PersonelDocument22 pagesRig Components PersonelbillllibNo ratings yet
- 777 R&B BreakerDocument4 pages777 R&B BreakerFernando Jaramillo PantojaNo ratings yet
- Autolift RodlifterDocument2 pagesAutolift RodlifterVenus DobosNo ratings yet
- Coaxial PhacoDocument2 pagesCoaxial Phacobjjy45jdtxNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingNo ratings yet
- Fees and Charges Credit Cards EngDocument1 pageFees and Charges Credit Cards Engomar heshamNo ratings yet
- 03.11.21 FSRDocument4 pages03.11.21 FSRفؤاد ابوزيدNo ratings yet
- Noble Corp Releases November 2020 Fleet Status ReportDocument4 pagesNoble Corp Releases November 2020 Fleet Status Reportفؤاد ابوزيدNo ratings yet
- Rounding RulesDocument1 pageRounding Rulesفؤاد ابوزيدNo ratings yet
- Egypt's Irrigation and Drainage Law Chapter 1 Public PropertiesDocument90 pagesEgypt's Irrigation and Drainage Law Chapter 1 Public Propertiesفؤاد ابوزيدNo ratings yet
- QuizDocument1 pageQuizفؤاد ابوزيدNo ratings yet
- PCR Test Shows Patient Not Infected With COVID-19Document1 pagePCR Test Shows Patient Not Infected With COVID-19فؤاد ابوزيدNo ratings yet
- Lamprelltimes - Q4 - 2016 Online EditionDocument16 pagesLamprelltimes - Q4 - 2016 Online Editionفؤاد ابوزيدNo ratings yet
- Instructions!Document1 pageInstructions!فؤاد ابوزيدNo ratings yet
- Fingerprint Losses Into Natural or Induced Fractures: INVESTIGATOR: Reza Majidi Sponsor: TudrpDocument12 pagesFingerprint Losses Into Natural or Induced Fractures: INVESTIGATOR: Reza Majidi Sponsor: Tudrpفؤاد ابوزيدNo ratings yet
- General: 5 1/2 " DP X 22,000ft / 3 1/2" DP X 8,500ftDocument1 pageGeneral: 5 1/2 " DP X 22,000ft / 3 1/2" DP X 8,500ftفؤاد ابوزيدNo ratings yet
- Activation Command 2019Document1 pageActivation Command 2019Firdaus HakimNo ratings yet
- اسئلة حفارDocument1 pageاسئلة حفارفؤاد ابوزيدNo ratings yet
- Molecular Pathology Department: Patient Name Emirates Id Lab No. AgeDocument1 pageMolecular Pathology Department: Patient Name Emirates Id Lab No. Ageفؤاد ابوزيدNo ratings yet
- Cover Letter FouadDocument1 pageCover Letter Fouadفؤاد ابوزيدNo ratings yet
- Mahmoud Ali Hussein Ali: Personal DataDocument1 pageMahmoud Ali Hussein Ali: Personal Dataفؤاد ابوزيدNo ratings yet
- Molecular Pathology Department: Patient Name Emirates Id Lab No. AgeDocument1 pageMolecular Pathology Department: Patient Name Emirates Id Lab No. Ageفؤاد ابوزيدNo ratings yet
- EDC Rig 11Document1 pageEDC Rig 11فؤاد ابوزيدNo ratings yet
- BPRL Well Control ManualDocument47 pagesBPRL Well Control Manualburak kamali100% (1)
- EDC Rig 16Document1 pageEDC Rig 16Tim ClarkeNo ratings yet
- FFDocument1 pageFFفؤاد ابوزيدNo ratings yet
- New Text DocumentDocument1 pageNew Text Documentفؤاد ابوزيدNo ratings yet
- 21000Document1 page21000فؤاد ابوزيدNo ratings yet
- Rig TypesDocument35 pagesRig Typesفؤاد ابوزيدNo ratings yet
- EDC Rig 10Document1 pageEDC Rig 10فؤاد ابوزيدNo ratings yet
- Rig SpecificationDocument1 pageRig Specificationayman akrabNo ratings yet
- Draft Copy: Title: Permit To WorkDocument21 pagesDraft Copy: Title: Permit To Workفؤاد ابوزيد100% (1)
- MN MineDocument15 pagesMN Mineفؤاد ابوزيدNo ratings yet
- General: Hoisting Equipment MooringDocument1 pageGeneral: Hoisting Equipment Mooringفؤاد ابوزيدNo ratings yet
- Information From The Api RP 53Document1 pageInformation From The Api RP 53فؤاد ابوزيدNo ratings yet
- Common Expressions in Business 2Document2 pagesCommon Expressions in Business 2abdeljelil manelNo ratings yet
- Dasakam 31-40Document16 pagesDasakam 31-40Puducode Rama Iyer RamachanderNo ratings yet
- Joyce2016 PDFDocument13 pagesJoyce2016 PDFAffan ArrizqiNo ratings yet
- School RulesDocument2 pagesSchool RulesAI HUEYNo ratings yet
- First Communion Liturgy: Bread Broken and SharedDocument11 pagesFirst Communion Liturgy: Bread Broken and SharedRomayne Brillantes100% (1)
- Thesis Chapter 123Document15 pagesThesis Chapter 123Chesca Mae PenalosaNo ratings yet
- Titanium Plates and Screws For Open Wedge HtoDocument6 pagesTitanium Plates and Screws For Open Wedge HtoDaniel Quijada LucarioNo ratings yet
- Soil Penetrometer ManualDocument4 pagesSoil Penetrometer Manualtag_jNo ratings yet
- Smith Bell v. Sotello MattiDocument3 pagesSmith Bell v. Sotello MattijrvyeeNo ratings yet
- Pathways Rw1 2e U7 TestDocument9 pagesPathways Rw1 2e U7 TestGrace Ann AbanteNo ratings yet
- Dangerous Journeys - Rules (GDW5000)Document418 pagesDangerous Journeys - Rules (GDW5000)DeviousDVS100% (5)
- On Healing Powers: Asclepius, Caduceus and AntibodiesDocument4 pagesOn Healing Powers: Asclepius, Caduceus and AntibodiesasclepiuspdfsNo ratings yet
- Abnormal Psychology Unit IDocument14 pagesAbnormal Psychology Unit IMahadevan K V100% (1)
- Tax 1Document351 pagesTax 1AbbyNo ratings yet
- Communication Strategy Target AudienceDocument47 pagesCommunication Strategy Target Audienceguille simariNo ratings yet
- Obessive Compulsive Disorder (OCD)Document10 pagesObessive Compulsive Disorder (OCD)marketingmoneyindiaNo ratings yet
- Update in Living Legal Ethics - Justice Dela CruzDocument13 pagesUpdate in Living Legal Ethics - Justice Dela CruzRobert F Catolico IINo ratings yet
- Chapter 3 Professional Practices in Nepal ADocument20 pagesChapter 3 Professional Practices in Nepal Amunna smithNo ratings yet
- NEW HOLLAND - Trucks, Tractor & Forklift Manual PDDocument14 pagesNEW HOLLAND - Trucks, Tractor & Forklift Manual PDAjjaakka0% (2)
- Fabric Trademark and Brand Name IndexDocument15 pagesFabric Trademark and Brand Name Indexsukrat20No ratings yet
- STPDocument32 pagesSTPvishakha_rm2000No ratings yet
- Deconstuctionist CriticismDocument3 pagesDeconstuctionist CriticismStephanie PVNo ratings yet
- Criteria For Judging MR and Ms UNDocument9 pagesCriteria For Judging MR and Ms UNRexon ChanNo ratings yet
- Surveying 2 Practical 3Document15 pagesSurveying 2 Practical 3Huzefa AliNo ratings yet
- Use VCDS with PC lacking InternetDocument1 pageUse VCDS with PC lacking Internetvali_nedeleaNo ratings yet
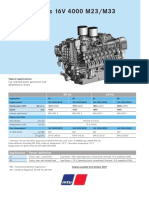
- Diesel Engines 16V 4000 M23/M33: 50 HZ 60 HZDocument2 pagesDiesel Engines 16V 4000 M23/M33: 50 HZ 60 HZAlberto100% (1)
- IN SUNNY SPAIN, 1882-85: "My Country, My Love, My People, I Leave You Now, You Disappear, I Lose Sight of You"Document4 pagesIN SUNNY SPAIN, 1882-85: "My Country, My Love, My People, I Leave You Now, You Disappear, I Lose Sight of You"Mary Claire ComalaNo ratings yet
- A. Pawnshops 4. B. Pawner 5. C. Pawnee D. Pawn 6. E. Pawn Ticket 7. F. Property G. Stock H. Bulky Pawns 8. I. Service Charge 9. 10Document18 pagesA. Pawnshops 4. B. Pawner 5. C. Pawnee D. Pawn 6. E. Pawn Ticket 7. F. Property G. Stock H. Bulky Pawns 8. I. Service Charge 9. 10Darwin SolanoyNo ratings yet