You might also like
- 56 - Isijint 2015 691Document9 pages56 - Isijint 2015 691H. LEOCADIONo ratings yet
- Heat Transfer and Friction in Rectangular Duct With Pin-Fin ArraysDocument7 pagesHeat Transfer and Friction in Rectangular Duct With Pin-Fin ArraysEmmanuel Ber SNo ratings yet
- IJERT CFD Analysis of Double Pipe Counte (Lab 11)Document13 pagesIJERT CFD Analysis of Double Pipe Counte (Lab 11)bjuanlunabNo ratings yet
- Heat Transfer Analysis of A Cold PlateDocument13 pagesHeat Transfer Analysis of A Cold PlateManisha Hitesh BansalNo ratings yet
- Jet Impingement Boiling of A Dielectric Coolant in Narrow GapsDocument7 pagesJet Impingement Boiling of A Dielectric Coolant in Narrow GapsTony K.PNo ratings yet
- Phase Change Phenomena in Silicon Microchannels: Lian Zhang, Evelyn N. Wang, Kenneth E. Goodson, Thomas W. KennyDocument11 pagesPhase Change Phenomena in Silicon Microchannels: Lian Zhang, Evelyn N. Wang, Kenneth E. Goodson, Thomas W. KennyRavi Sankar BNo ratings yet
- Design of Evaporator Cooling Coil For Cooling Load IJERTV10IS110009Document3 pagesDesign of Evaporator Cooling Coil For Cooling Load IJERTV10IS110009Alan syahNo ratings yet
- 23 Roshan KumarDocument5 pages23 Roshan Kumarzoom_999No ratings yet
- Second Law Analysis of Plate Heat Exchange: Submitted By: Waleed Zaki Al-Jumaydi Sami Farag Al - RefaiDocument52 pagesSecond Law Analysis of Plate Heat Exchange: Submitted By: Waleed Zaki Al-Jumaydi Sami Farag Al - Refaiوليد عاتقNo ratings yet
- A Practical Implementation of Silicon MicrochannelDocument9 pagesA Practical Implementation of Silicon MicrochannelkmcablacNo ratings yet
- Semi-Therm50369 2020 9142831Document7 pagesSemi-Therm50369 2020 9142831ramvineethkasireddyNo ratings yet
- A New Horizon With Enhance Heat Transfer Rate Using Heat Pipe For Compact Thermal System - A ReviewDocument9 pagesA New Horizon With Enhance Heat Transfer Rate Using Heat Pipe For Compact Thermal System - A ReviewRaj RathvaNo ratings yet
- Experimental Analysis of Thermoelectric RefrigeratorDocument3 pagesExperimental Analysis of Thermoelectric RefrigeratorBrian GaskarthNo ratings yet
- Analysis The Enhancement of Heat Transfer Rate in Heat Pipe With Various Wick Materials For Effective Utilization of Waste Heat in IndustriesDocument9 pagesAnalysis The Enhancement of Heat Transfer Rate in Heat Pipe With Various Wick Materials For Effective Utilization of Waste Heat in IndustriesIJRASETPublicationsNo ratings yet
- Design of High-Efficiency Joule-Thomson Cycles For High-Temperature Superconductor Power Cable CoolingDocument10 pagesDesign of High-Efficiency Joule-Thomson Cycles For High-Temperature Superconductor Power Cable CoolingRishyavandhan VNo ratings yet
- Cooling System of Haenam-Jeju HVDC SystemDocument6 pagesCooling System of Haenam-Jeju HVDC SystemMohit Kumar ChowdaryNo ratings yet
- Fabricating A Heat Pipe Structure Within A Radiating Plate For Electronics Fan-Less CoolingDocument5 pagesFabricating A Heat Pipe Structure Within A Radiating Plate For Electronics Fan-Less CoolingRahul RakhadeNo ratings yet
- Design and Fabrication of Vortex TubeDocument4 pagesDesign and Fabrication of Vortex TubeVaibhav PisalNo ratings yet
- What Is A Heat Sink and Its ImportanceDocument8 pagesWhat Is A Heat Sink and Its ImportancezulNo ratings yet
- 1.parallel Flow Heat ExchangersDocument8 pages1.parallel Flow Heat ExchangerssanthoshNo ratings yet
- Design and Fabrication of Pulse Tube Refrigeration SystemDocument43 pagesDesign and Fabrication of Pulse Tube Refrigeration SystemDeepak HingoleNo ratings yet
- Numerical Investigation of The Intercooler of A Two-Stage Refrigerant CompressorDocument13 pagesNumerical Investigation of The Intercooler of A Two-Stage Refrigerant Compressorlog duongNo ratings yet
- Book by MontogomeryDocument10 pagesBook by MontogomerySubba PappuNo ratings yet
- Performance of A Prototype Stirling Domestic RefrigeratorDocument6 pagesPerformance of A Prototype Stirling Domestic RefrigeratordorudNo ratings yet
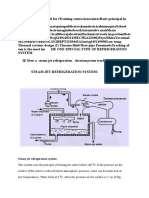
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- A Foaming Bath Method For Direct Heat Treatment SystemsDocument9 pagesA Foaming Bath Method For Direct Heat Treatment Systemsceyhun kilicNo ratings yet
- An Experimental Investigation Into The Deployment of 3D, Finned Wing and Shape Memory Alloy Vortex Generators in A Forced Air Convection Heat Pipe Fin StackDocument30 pagesAn Experimental Investigation Into The Deployment of 3D, Finned Wing and Shape Memory Alloy Vortex Generators in A Forced Air Convection Heat Pipe Fin StackHoussem KorichiNo ratings yet
- Design and Heat Transfer Analysis of AC Condenser For Different MaterialsDocument7 pagesDesign and Heat Transfer Analysis of AC Condenser For Different MaterialsFawaz IqbalNo ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Edited2 Enhancing Heat Transfer Efficiency and Performance of GravityDocument30 pagesEdited2 Enhancing Heat Transfer Efficiency and Performance of Gravitymansang.mc62No ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Analysis and Testing of A Silicon Intrisic-Point Heater in A Micropropusion ApplicationDocument7 pagesAnalysis and Testing of A Silicon Intrisic-Point Heater in A Micropropusion Applicationyangsulan90No ratings yet
- International Journal of Heat and Mass Transfer: Mooyeon Lee, Yonghan Kim, Hosung Lee, Yongchan KimDocument7 pagesInternational Journal of Heat and Mass Transfer: Mooyeon Lee, Yonghan Kim, Hosung Lee, Yongchan KimUalisson FerreiraNo ratings yet
- REMF-197 Design and Fabrication of Pulse Tube Refrigeration SystemDocument4 pagesREMF-197 Design and Fabrication of Pulse Tube Refrigeration SystemretechNo ratings yet
- Design and Analysis of Liquid Cooled Cold Plates Using CAD ModelingDocument5 pagesDesign and Analysis of Liquid Cooled Cold Plates Using CAD ModelingEditor IJTSRDNo ratings yet
- Rac Lab ManualDocument69 pagesRac Lab ManualHrshita SinghNo ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Wall Metal Temperature During Emergency DepressurizationDocument7 pagesWall Metal Temperature During Emergency Depressurizationmihaileditoiu2010No ratings yet
- Lee & Mudawar 2008 Fluid Flow and Heat Transfer Characteristics of Low Temperature Two Phase Microchannel Heat Sink - P1Document12 pagesLee & Mudawar 2008 Fluid Flow and Heat Transfer Characteristics of Low Temperature Two Phase Microchannel Heat Sink - P1Chong Jen HawNo ratings yet
- Technical SeminarDocument19 pagesTechnical SeminarLibinNo ratings yet
- Performance Results of Microplate Heat ExchangersDocument5 pagesPerformance Results of Microplate Heat ExchangersYuraNo ratings yet
- Cold Plates and Recirculating Chillers For Liquid Cooling SystemsDocument3 pagesCold Plates and Recirculating Chillers For Liquid Cooling SystemswuzzloveNo ratings yet
- Heat Optimisation of Processor Cooling by Varying Casing MaterialDocument5 pagesHeat Optimisation of Processor Cooling by Varying Casing MaterialAzhariArdyNo ratings yet
- Design of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruDocument4 pagesDesign of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruPT VeritasNo ratings yet
- Efficient Industrial Heat Exchangers - Seminar ReportDocument67 pagesEfficient Industrial Heat Exchangers - Seminar ReportdaemonohNo ratings yet
- Steam Jet Refrigeration SystemDocument7 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Cooling Channel Best ResultDocument6 pagesCooling Channel Best ResultMaha Vignesh NNo ratings yet
- 2022 - IJHMT - Liu - Visualization and Heat Transfer Comparative Analysis of Two Phase Closed ThermosyphonDocument16 pages2022 - IJHMT - Liu - Visualization and Heat Transfer Comparative Analysis of Two Phase Closed ThermosyphonJoshep SeoNo ratings yet
- Thermal TechDocument11 pagesThermal TechNavin DNo ratings yet
- Effect of Dimple Protrusion Shape On The Cooling Performance of The Turbine Blade Using CFDDocument8 pagesEffect of Dimple Protrusion Shape On The Cooling Performance of The Turbine Blade Using CFDEditor IJTSRDNo ratings yet
- Design and Analysis of Processor CoolingDocument4 pagesDesign and Analysis of Processor Coolingharsh rikameNo ratings yet
- Development of Hard Secondary Cooling by High-Pressure Water Spray in Continuous CastingDocument7 pagesDevelopment of Hard Secondary Cooling by High-Pressure Water Spray in Continuous CastingaNo ratings yet
- Steam Jet Refrigeration SystemDocument7 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Effect of Controlling Parameters On Heat Transfer During Spray Impingement Cooling of Steel PlateDocument9 pagesEffect of Controlling Parameters On Heat Transfer During Spray Impingement Cooling of Steel PlateAJER JOURNALNo ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Liquid Helium Technology: Proceedings of the International Institute of Refrigeration Commission 1, Boulder (U.S.A.) 1966From EverandLiquid Helium Technology: Proceedings of the International Institute of Refrigeration Commission 1, Boulder (U.S.A.) 1966No ratings yet
- MEM311 Manual 09192014Document77 pagesMEM311 Manual 09192014Sam Yang SunNo ratings yet
- Students' Handbook: Semester-IIIDocument46 pagesStudents' Handbook: Semester-IIIpank1987_inNo ratings yet
- Enthalpy Method PDFDocument2 pagesEnthalpy Method PDFsimmaNo ratings yet
- Delhi Public School: Subject: English CoreDocument17 pagesDelhi Public School: Subject: English CoreVirat KumarNo ratings yet
- Air Conditioning Principles and Systems Fourth Edition by Edward G. PitaDocument543 pagesAir Conditioning Principles and Systems Fourth Edition by Edward G. PitaMirza Abuzar BaigNo ratings yet
- Promat Microporous Insulation - Brochure - English PDFDocument71 pagesPromat Microporous Insulation - Brochure - English PDFgems_gce074325100% (1)
- General Chemistry Anomalous Expansion of WaterDocument15 pagesGeneral Chemistry Anomalous Expansion of WaterDietherNo ratings yet
- Plant Design For The Production of 1800Document41 pagesPlant Design For The Production of 1800Peter Oludare, OladejoNo ratings yet
- Dowtherm T PdsDocument2 pagesDowtherm T PdsÖmer LaçinNo ratings yet
- Thermo DynamicsDocument22 pagesThermo DynamicsAshok PradhanNo ratings yet
- Chapter 15 Heat Exchanger NetworksDocument29 pagesChapter 15 Heat Exchanger NetworksRina Hapsarininggar0% (1)
- WEEK 7 Introduction To Mechanical EngineeringDocument42 pagesWEEK 7 Introduction To Mechanical EngineeringRahim AssaniNo ratings yet
- Publishedbook InsulationMaterialsFundamentalsandApplications NewDocument199 pagesPublishedbook InsulationMaterialsFundamentalsandApplications NewClaudenise ClaudeniseNo ratings yet
- Therminol: High-Temperature, Low-Odor, Vapor/liquid Phase FluidDocument8 pagesTherminol: High-Temperature, Low-Odor, Vapor/liquid Phase FluidDany ValverdeNo ratings yet
- Chapter 1Document19 pagesChapter 1raghu ramNo ratings yet
- Data Book IIIDocument6 pagesData Book IIIDeclanNo ratings yet
- WBGTDocument12 pagesWBGTNardi 1DideNo ratings yet
- Lesson Plan - Grade 12 PHYSICS 2Document12 pagesLesson Plan - Grade 12 PHYSICS 2CristinaNo ratings yet
- Air Fuel RatioDocument18 pagesAir Fuel RatioellenylmanNo ratings yet
- Lecture Planner - Physics - Arjuna NEET 2025Document4 pagesLecture Planner - Physics - Arjuna NEET 2025Aaditya RathoreNo ratings yet
- Effect of Cycling Operations On An Adsorbed Natural Gas StorageDocument9 pagesEffect of Cycling Operations On An Adsorbed Natural Gas StorageMartín KunuschNo ratings yet
- Statistical Physics, Vol.5Document423 pagesStatistical Physics, Vol.5igor094% (16)
- Effect of Chilling, Freezing and Thawing On Meat QualityDocument12 pagesEffect of Chilling, Freezing and Thawing On Meat Qualitybryan1817No ratings yet
- PHY101 Lec 23 To 45 SRCH FileDocument452 pagesPHY101 Lec 23 To 45 SRCH Filesapen79344No ratings yet
- Heat Transfer Inquiry LabDocument5 pagesHeat Transfer Inquiry LabAnisNo ratings yet
- ChemistryFormative (Ch16)Document2 pagesChemistryFormative (Ch16)dark sparkNo ratings yet
- Troubleshooting: A Guide For Injection MoldersDocument145 pagesTroubleshooting: A Guide For Injection Molderssam54mxNo ratings yet
- Development of A Novel Vacuum Pyrolysis Reactor WithDocument17 pagesDevelopment of A Novel Vacuum Pyrolysis Reactor WithWASHINGTON LUIZ VOGLIOTTI JERICONo ratings yet
- 14.7 - Heat Capacity, Specific Heat, Molar Heat CapacityDocument24 pages14.7 - Heat Capacity, Specific Heat, Molar Heat Capacityadimegha100% (1)