You might also like
- COMPARATIVE ANALYSIS OF AMUL AND MOTEHER DAIRY PRODUCTS - Docx ROLL NO 30Document31 pagesCOMPARATIVE ANALYSIS OF AMUL AND MOTEHER DAIRY PRODUCTS - Docx ROLL NO 30Aayushi Patel100% (2)
- Internship Report - ZARA FOODSTUFF INDUSTRIESDocument49 pagesInternship Report - ZARA FOODSTUFF INDUSTRIESizenty56% (18)
- Amul Internship Report CLGDocument72 pagesAmul Internship Report CLGAnkit Bharuka60% (5)
- Summer Internship Project Amul IndiaDocument54 pagesSummer Internship Project Amul IndiaAqshay Bachhav100% (4)
- Amul Organisation StructureDocument44 pagesAmul Organisation Structureabhishek more75% (4)
- Productions and Operations Management in AMULDocument15 pagesProductions and Operations Management in AMULMack67% (3)
- Comparitive Study Between Amul India and Mother DairyDocument46 pagesComparitive Study Between Amul India and Mother DairyTehseen Ansari67% (3)
- Industry Profile: The Kolhapur District Co-Operative Milk Producers Union LTDDocument58 pagesIndustry Profile: The Kolhapur District Co-Operative Milk Producers Union LTDRavi Kumar93% (14)
- AMUL HRM Project ReportDocument18 pagesAMUL HRM Project ReportTanu Shree Shaw83% (6)
- Amul Final ReportDocument47 pagesAmul Final Reportavinash tripathi100% (5)
- A Report On An Industrial Visit To Amul Dairy Anand NewDocument20 pagesA Report On An Industrial Visit To Amul Dairy Anand NewParamveer Patel100% (1)
- Project Report On Amul DairyDocument81 pagesProject Report On Amul Dairydhhruti78% (40)
- Mother DairyDocument42 pagesMother DairyDixita Solanki67% (6)
- Zen Macrobiotics (George Ohsawa)Document220 pagesZen Macrobiotics (George Ohsawa)Helder SilvaNo ratings yet
- Holistic Healthcare For Transgender and Gender Variant Folks - Dori MidnightDocument17 pagesHolistic Healthcare For Transgender and Gender Variant Folks - Dori Midnightpille83100% (1)
- AMULDocument76 pagesAMULbhramani100% (3)
- Amul ProjectDocument79 pagesAmul ProjectKing Nitin Agnihotri100% (1)
- Drverghese Kurien, Former Chairman of Thegcmmf, Is Recognized As A Key Person Behind The SuccessDocument14 pagesDrverghese Kurien, Former Chairman of Thegcmmf, Is Recognized As A Key Person Behind The Successkrupamayekar75% (4)
- Amul Internship Report CLGDocument64 pagesAmul Internship Report CLGAnkit BharukaNo ratings yet
- History of Mother DairyDocument9 pagesHistory of Mother Dairykhushbukamboj100% (1)
- Amul SIP ReportDocument29 pagesAmul SIP ReportAshish KumarNo ratings yet
- On AmulDocument36 pagesOn AmulAdil HafeezNo ratings yet
- Amul ReferencesDocument1 pageAmul ReferencesmepassNo ratings yet
- Literature Review of AmulDocument4 pagesLiterature Review of AmulSIVAM VIJAY MALI 21BAF110100% (1)
- A Research Project On AMUL India Pvt. LTD: AcknowledgementDocument54 pagesA Research Project On AMUL India Pvt. LTD: Acknowledgementrofo100% (1)
- AmulDocument54 pagesAmulTejas Joshi100% (1)
- Amul ReportDocument48 pagesAmul ReportUjwal JaiswalNo ratings yet
- AbhigyaShukla - DR - Chandan ThakurDocument35 pagesAbhigyaShukla - DR - Chandan ThakurSaurav JhunjhunwalaNo ratings yet
- Amul ProjectDocument56 pagesAmul Projectabhishek61850% (2)
- Amul ReportDocument49 pagesAmul ReportUjwal Jaiswal100% (2)
- A Comparative Study On of Amul India and Mother Dairy in LucknowDocument7 pagesA Comparative Study On of Amul India and Mother Dairy in LucknowChandan SrivastavaNo ratings yet
- Project Report: "Report On Manufacturing Process of AMUL BUTTER'."Document11 pagesProject Report: "Report On Manufacturing Process of AMUL BUTTER'."Deepanshi Ahuja100% (2)
- Amul Project ReportDocument50 pagesAmul Project Reportsanjib maharanaNo ratings yet
- Amul ProjectDocument66 pagesAmul ProjectRajesh Tyagi50% (2)
- Project Report of VasudharaDocument36 pagesProject Report of VasudharaAppa Kamble100% (2)
- Executive SummaryDocument2 pagesExecutive SummaryShikha Christie50% (2)
- MamtaDocument48 pagesMamtaNirmal BhavsarNo ratings yet
- Parag Milk & Namaste India Milk Dairy by Manish Kumar Rajpoot (MBA)Document17 pagesParag Milk & Namaste India Milk Dairy by Manish Kumar Rajpoot (MBA)Manish Kumar Rajpoot100% (1)
- Amul HRM Mcom ProjectDocument40 pagesAmul HRM Mcom Projectprasadmahajan2656% (9)
- Product Mix of AmulDocument14 pagesProduct Mix of Amulambetha33% (3)
- Rahul Raj 'Project Report On Amul'Document37 pagesRahul Raj 'Project Report On Amul'rahul khan93% (15)
- Amul Company ReportDocument68 pagesAmul Company ReportChanduChandran0% (2)
- Research Project On AmulDocument30 pagesResearch Project On AmulJayesh Gawade40% (5)
- History of AmulDocument10 pagesHistory of AmulPrem Soni67% (3)
- Amul Project FinalDocument70 pagesAmul Project Finaldeepakarora20118857% (14)
- Internship Project On AmulDocument29 pagesInternship Project On AmulChintan Ramnani100% (1)
- Research MethodologyDocument5 pagesResearch MethodologyAbhinandan ⎝⏠⏝⏝⏠⎠ Seth33% (3)
- Amul ProjectDocument48 pagesAmul ProjectArun Harshvardhan50% (2)
- Project Report ON Amul ChocolatesDocument19 pagesProject Report ON Amul ChocolatesRuchi_Gulati_4764No ratings yet
- A Summer Training Report Kaira District Co-Operative Milk Producers Union LTDDocument59 pagesA Summer Training Report Kaira District Co-Operative Milk Producers Union LTDPatel BansariNo ratings yet
- Anand Milk Union LimitedDocument36 pagesAnand Milk Union LimitedAyushi rajnandini 027 BBANo ratings yet
- A Project Report ON Amul Dairy: Somlalit Institute of Business AdministrationDocument39 pagesA Project Report ON Amul Dairy: Somlalit Institute of Business Administrationprathamesh kaduNo ratings yet
- Final Project Amul Fresh Product (Ankit Kumar Kanaujiya)Document142 pagesFinal Project Amul Fresh Product (Ankit Kumar Kanaujiya)Aman YadavNo ratings yet
- GauriDocument57 pagesGaurigauravgaur4734No ratings yet
- Dokumen - Tips - Comparitive Study Between Amul India and Mother DairyDocument44 pagesDokumen - Tips - Comparitive Study Between Amul India and Mother DairyPrashant ChaubeyNo ratings yet
- Affiliated To MD University, RohtakDocument50 pagesAffiliated To MD University, Rohtakgauravgaur4734No ratings yet
- Project Report ON: Lakshmi Narain College of Technology (MER 2008-10)Document31 pagesProject Report ON: Lakshmi Narain College of Technology (MER 2008-10)deepti_makode3570No ratings yet
- Amul Summer Traninig NewDocument87 pagesAmul Summer Traninig Newvaibhav singhNo ratings yet
- SUMMER TRAINING PROJECT REPORT ON AMUL TarunDocument57 pagesSUMMER TRAINING PROJECT REPORT ON AMUL TarunTRAUN KULSHRESTHA90% (48)
- Finance Report of Sharekhan LTDDocument85 pagesFinance Report of Sharekhan LTDjsmith84No ratings yet
- Final Project (PRN 2205022022)Document39 pagesFinal Project (PRN 2205022022)shreyas shendgeNo ratings yet
- Mudit Mittal Project ReportDocument75 pagesMudit Mittal Project ReportAshish BangaNo ratings yet
- AMUL ProjectDocument21 pagesAMUL ProjectAxat ShahNo ratings yet
- Digital CameraDocument25 pagesDigital CameraK.P BHOGAYATA100% (1)
- Direct/ Indirect: 1) Assertive Sentences: RulesDocument2 pagesDirect/ Indirect: 1) Assertive Sentences: RulesK.P BHOGAYATANo ratings yet
- Notes onPDCS III Sem.Document9 pagesNotes onPDCS III Sem.K.P BHOGAYATANo ratings yet
- Notes CommDocument7 pagesNotes CommK.P BHOGAYATANo ratings yet
- Amul Internship ReportDocument30 pagesAmul Internship ReportK.P BHOGAYATA83% (6)
- Agricultural Field Officer Exam PaperDocument8 pagesAgricultural Field Officer Exam PaperK.P BHOGAYATANo ratings yet
- Food Processing TechnologyDocument12 pagesFood Processing TechnologyK.P BHOGAYATANo ratings yet
- Soil Water ConservationDocument43 pagesSoil Water ConservationK.P BHOGAYATANo ratings yet
- Coa 0893Document1 pageCoa 0893zahid yousufNo ratings yet
- Lesson 5 Line Graph With AnswersDocument7 pagesLesson 5 Line Graph With AnswersАзамат СаркуловNo ratings yet
- Khoa Ngoại Ngữ Listening Test Đề Thi Chuẩn Đầu Ra A2 Môn thi: Kỹ năng nghe Thời gian làm bài: 25 phútDocument8 pagesKhoa Ngoại Ngữ Listening Test Đề Thi Chuẩn Đầu Ra A2 Môn thi: Kỹ năng nghe Thời gian làm bài: 25 phútHT EmmanuelNo ratings yet
- Self-Check Exercise - FOOD PROCESSINGDocument2 pagesSelf-Check Exercise - FOOD PROCESSINGSelle AbayanNo ratings yet
- Komcek Toko Berkat HeryDocument4 pagesKomcek Toko Berkat Heryj7bnyhkwnrNo ratings yet
- Coconut Palm Sugar Eclairs: ML ML G G G Nos G G MLDocument3 pagesCoconut Palm Sugar Eclairs: ML ML G G G Nos G G MLTemet NoscheNo ratings yet
- A SEMINAR Report Submitted To The INTEGRAL UNIVERSITY Bachelor of Buisness AdministrationDocument32 pagesA SEMINAR Report Submitted To The INTEGRAL UNIVERSITY Bachelor of Buisness AdministrationAbdul KhanNo ratings yet
- Shreya Thesis Final PPT - 1612789776Document21 pagesShreya Thesis Final PPT - 1612789776Shreya Pokharel100% (1)
- Growing Marijuana For Beginners by Marshall HazeDocument129 pagesGrowing Marijuana For Beginners by Marshall HazemarcelNo ratings yet
- All-Purpose Enriched Bread Recipe - NYT CookingDocument3 pagesAll-Purpose Enriched Bread Recipe - NYT CookingTrần Quỳnh TrangNo ratings yet
- Gurukul The School Holiday Homework Class - VDocument2 pagesGurukul The School Holiday Homework Class - VLakshya KumarNo ratings yet
- Pender MenuDocument3 pagesPender MenuSean CameronNo ratings yet
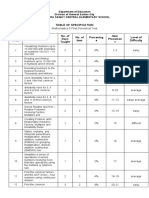
- Table of Specification: Department of Education Division of General Santos City Saavedra Saway Central Elementary SchoolDocument9 pagesTable of Specification: Department of Education Division of General Santos City Saavedra Saway Central Elementary SchoolMaria Teresa OfiasaNo ratings yet
- Integrated Pollution Prevention and Control Licensing: IPPC Licence Review Application FormDocument145 pagesIntegrated Pollution Prevention and Control Licensing: IPPC Licence Review Application Formعثمان الاغبزيNo ratings yet
- SCORE: 9.8/10 Inversion Test I. Rewrite The Sentences in InversionDocument4 pagesSCORE: 9.8/10 Inversion Test I. Rewrite The Sentences in InversionKim Ngân TrầnNo ratings yet
- 5 - GrammarDocument61 pages5 - GrammarSparrow WingsNo ratings yet
- Phonetic Foolishness (Tongue Twister Poem)Document2 pagesPhonetic Foolishness (Tongue Twister Poem)Rhea BadanaNo ratings yet
- 8D TestDocument2 pages8D TestLARISA ANDREEA GHERMANNo ratings yet
- Onion Oil To Stop Hair Fall: Things You NeedDocument3 pagesOnion Oil To Stop Hair Fall: Things You NeedDiaconescu DoinaNo ratings yet
- EVS - Unit 1 - EcosystemsDocument21 pagesEVS - Unit 1 - EcosystemsADITYA GUPTANo ratings yet
- BIOFACH 2023 Ausstellerliste Exhibitor ListDocument43 pagesBIOFACH 2023 Ausstellerliste Exhibitor ListCharlie LiuNo ratings yet
- Halal GuidelineDocument163 pagesHalal GuidelineSundaresanNo ratings yet
- Educational Program To Prevent Foodborne Diseases at Restaurants of Suez Canal UniversityDocument138 pagesEducational Program To Prevent Foodborne Diseases at Restaurants of Suez Canal UniversityAmalElnawasanyNo ratings yet
- Adventuring With Pride - Full PDFDocument102 pagesAdventuring With Pride - Full PDFMichael WarnerNo ratings yet
- Module 1. Introduction: A. Animals in The Ecological SystemDocument6 pagesModule 1. Introduction: A. Animals in The Ecological SystemMichael FanwaNo ratings yet
- Q4 TLENotesDocument7 pagesQ4 TLENotesAsuncion BanawonNo ratings yet
- Written Report 2Document8 pagesWritten Report 2Christine EcoNo ratings yet