You might also like
- Tire Testing and Aging AnalysisDocument7 pagesTire Testing and Aging Analysisatkilt mechNo ratings yet
- A Methodology of Life Prediction of TyresDocument4 pagesA Methodology of Life Prediction of TyresAmerican Engineering GroupNo ratings yet
- 1 s2.0 S2214785321036762 MainDocument8 pages1 s2.0 S2214785321036762 MainABHINAV KUMARNo ratings yet
- Numerical Estimation of The Uneven Wear of Passenger Car TiresDocument14 pagesNumerical Estimation of The Uneven Wear of Passenger Car Tires崔志博No ratings yet
- Haul Truck Tire Dynamics Due To Tire Condition PDFDocument12 pagesHaul Truck Tire Dynamics Due To Tire Condition PDFJo2020MeNo ratings yet
- 0817 AgmaDocument4 pages0817 AgmahrrypnNo ratings yet
- Tire Industry ProjectDocument6 pagesTire Industry ProjectBVoc AutomobileNo ratings yet
- Gating ManualDocument10 pagesGating ManualKeyur BabariaNo ratings yet
- In Uences of Crumb Rubber Size and Type On Reclaimed Asphalt Pavement (RAP) MixturesDocument8 pagesIn Uences of Crumb Rubber Size and Type On Reclaimed Asphalt Pavement (RAP) MixturesKEVIIN JOEL YONDJEU FEUBONo ratings yet
- Experimental Study of The Dynamic Characteristics of Rubber Mounts For Agricultural Tractor CabinDocument8 pagesExperimental Study of The Dynamic Characteristics of Rubber Mounts For Agricultural Tractor CabinGabriel AguirreNo ratings yet
- Sand Casting Process Optimization Via Design of Experiments: A ReviewDocument6 pagesSand Casting Process Optimization Via Design of Experiments: A Reviewschool boyvsNo ratings yet
- On The Instrument To Evaluate Damage in Steel BeltDocument8 pagesOn The Instrument To Evaluate Damage in Steel BeltHiếu PhùngNo ratings yet
- Design and Modification of Commercial Vehicle Braking System For Reducing Noise and GrabbingDocument7 pagesDesign and Modification of Commercial Vehicle Braking System For Reducing Noise and GrabbingdeepakNo ratings yet
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Manuscript (REVIEW PAPER1) - NewDocument4 pagesManuscript (REVIEW PAPER1) - NewAnand PathakNo ratings yet
- Evaluation of Bond Strength Between Pavement LayerDocument64 pagesEvaluation of Bond Strength Between Pavement LayeranjanaNo ratings yet
- Optimizing Plastic Extrusion Process Via Grey Wolf Optimizer Algorithm and Regression AnalysisDocument8 pagesOptimizing Plastic Extrusion Process Via Grey Wolf Optimizer Algorithm and Regression Analysissubramanya1982No ratings yet
- 1 s2.0 S2214785321032168 MainDocument7 pages1 s2.0 S2214785321032168 Mainsachinphalswal19No ratings yet
- Importante - Tecnicas WmaDocument12 pagesImportante - Tecnicas WmaLiliana Patrícia AbreuNo ratings yet
- Evaluating Superpave Design Aggregate Structure Considering UncertaintyDocument28 pagesEvaluating Superpave Design Aggregate Structure Considering UncertaintyIskander TristanoNo ratings yet
- Automobile Tire Life Prediction Based On Image Processing and Machine Learning TechnologyDocument14 pagesAutomobile Tire Life Prediction Based On Image Processing and Machine Learning TechnologyLê Gia MinhNo ratings yet
- IJARSE Vol No4: Taguchi Method Optimizes Sand Molding ProcessDocument10 pagesIJARSE Vol No4: Taguchi Method Optimizes Sand Molding ProcessAlhaji Aliyu AbdullahiNo ratings yet
- 2 Design and Optimisation of Disc Brake RotorDocument12 pages2 Design and Optimisation of Disc Brake Rotorankush belkarNo ratings yet
- Basavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035Document12 pagesBasavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035lakshmi narayanaNo ratings yet
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- Ijamev4n6spl 01Document6 pagesIjamev4n6spl 01ahmed titoNo ratings yet
- Development of A Carbon-Fiber Composite Repair System For Offshore RisersDocument17 pagesDevelopment of A Carbon-Fiber Composite Repair System For Offshore Risersusto2014No ratings yet
- Detailed Tire Modeling For Crash Applications: J D Reid, D A Boesch and R W BielenbergDocument11 pagesDetailed Tire Modeling For Crash Applications: J D Reid, D A Boesch and R W BielenbergjaydeepnaruleNo ratings yet
- Design and Analysis of Metallic Brush Seals For Industrial Turbo MachineryDocument2 pagesDesign and Analysis of Metallic Brush Seals For Industrial Turbo MachineryTiu TonNo ratings yet
- Structural Simulation of Car Rim Using Finite Element MethodDocument4 pagesStructural Simulation of Car Rim Using Finite Element MethodAnonymous kw8Yrp0R5rNo ratings yet
- Li 2021Document9 pagesLi 2021Smruti Ranjan PattanayakNo ratings yet
- Analysis and Optimization of Sand Casting Defects With The Help of Artificial Neural Network PDFDocument6 pagesAnalysis and Optimization of Sand Casting Defects With The Help of Artificial Neural Network PDFesatjournalsNo ratings yet
- Comparative Evaluation For Mix Design of Marshall and Superpave MethodsDocument21 pagesComparative Evaluation For Mix Design of Marshall and Superpave Methodskhoa nam NguyenNo ratings yet
- FRP-Concrete Bond ReviewDocument11 pagesFRP-Concrete Bond ReviewhemanthreddyNo ratings yet
- LTRC Technical Summary 660 Evaluation of Asphalt Rubber and Reclaimed Tire Rubber in Chip Seal ApplicationsDocument2 pagesLTRC Technical Summary 660 Evaluation of Asphalt Rubber and Reclaimed Tire Rubber in Chip Seal ApplicationswalaywanNo ratings yet
- Asphalt and TiresDocument47 pagesAsphalt and Tiresjohndoe21718No ratings yet
- FinalAccepted MultiscalePaper VirginiaTechDocument25 pagesFinalAccepted MultiscalePaper VirginiaTechmukeshmystNo ratings yet
- Split Disk Test-CompositesDocument10 pagesSplit Disk Test-CompositeshoucinejNo ratings yet
- Tensar GeomallaDocument13 pagesTensar GeomallaBrayhan MirkoNo ratings yet
- Testing For Fatigue Cracking in The Asphalt Mixture Performance TesterDocument13 pagesTesting For Fatigue Cracking in The Asphalt Mixture Performance TesterSteph BredenhannNo ratings yet
- Aluminium Alloy GDC & ProblemsDocument11 pagesAluminium Alloy GDC & ProblemsN.B.PNo ratings yet
- Enhanced Friction Modeling For Steady-State Rolling Tires: Citation For Published Version (APA)Document164 pagesEnhanced Friction Modeling For Steady-State Rolling Tires: Citation For Published Version (APA)Mallikarjunachari GNo ratings yet
- InTech-Selection of Best Formulation For Semi Metallic Brake Friction Materials DevelopmentDocument32 pagesInTech-Selection of Best Formulation For Semi Metallic Brake Friction Materials DevelopmentSam90o GamingNo ratings yet
- Wear Characterization and Modelling of MN Steel Liners Used in Rock CrushersDocument3 pagesWear Characterization and Modelling of MN Steel Liners Used in Rock CrushersRahul SinhaNo ratings yet
- Improved Friction Tests for Engine MaterialsDocument4 pagesImproved Friction Tests for Engine Materialsslv_prasaadNo ratings yet
- Nonlinear FEA of ElastomersDocument64 pagesNonlinear FEA of ElastomersYudhi AriadiNo ratings yet
- Tribology Research of Plastic/Steel Friction PairsDocument26 pagesTribology Research of Plastic/Steel Friction PairsWijbrandNo ratings yet
- 1996 DanielsonDocument21 pages1996 DanielsonNamelezz ShadowwNo ratings yet
- Continuum Damage Mechanics Modeling For Fatigue Life of Elastomeric MaterialsDocument11 pagesContinuum Damage Mechanics Modeling For Fatigue Life of Elastomeric MaterialsAmina DinariNo ratings yet
- Comparative_Analysis_of_Tooth_Root_StrenDocument18 pagesComparative_Analysis_of_Tooth_Root_StrenErik DannunzioNo ratings yet
- Rubber Oxidation Tire Aging ReviewDocument21 pagesRubber Oxidation Tire Aging ReviewHuỳnh TGNo ratings yet
- C-3 Six Sigma Quality at Flyrock TiresDocument3 pagesC-3 Six Sigma Quality at Flyrock TiresRahul JainNo ratings yet
- (Reid, Et Al.,2006) - Detailed Tire Modelling For Crash Applications PDFDocument11 pages(Reid, Et Al.,2006) - Detailed Tire Modelling For Crash Applications PDFchristos032No ratings yet
- NCHRP RPT 248Document93 pagesNCHRP RPT 248prabhatNo ratings yet
- Zofka CBM 2012Document11 pagesZofka CBM 2012Gesese GankaNo ratings yet
- SenthilnatDocument12 pagesSenthilnatm2010008No ratings yet
- Effect of Coarse Aggregate on SMA Rutting and Drain downDocument1 pageEffect of Coarse Aggregate on SMA Rutting and Drain downvarun persadNo ratings yet
- Aggregates in Selfconsolidating Concrete Icar 108 2fDocument362 pagesAggregates in Selfconsolidating Concrete Icar 108 2fcesaraleNo ratings yet
- Behaviourof Silver Streaksafter Platingon ABSPlasticsDocument7 pagesBehaviourof Silver Streaksafter Platingon ABSPlasticsKelvin Tai Wei LimNo ratings yet
- Case Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsDocument13 pagesCase Study On Design and Development of A Metal Matrix Composite For Aeronautical ApplicationsAruna MNo ratings yet
- Re15209 03-95Document8 pagesRe15209 03-95Kaushik GhoshNo ratings yet
- Presentation on Indentured LabourersDocument10 pagesPresentation on Indentured LabourersAshis karmakar100% (1)
- Pizza Hut Final!Document15 pagesPizza Hut Final!Alisha ParabNo ratings yet
- Petol Ps 460-5G: Technical SheetDocument2 pagesPetol Ps 460-5G: Technical SheetA MahmoodNo ratings yet
- Rotorvane Tea OrthodoxDocument9 pagesRotorvane Tea OrthodoxyurinaNo ratings yet
- Price Action - Japanese Candlestick Patterns SheetDocument4 pagesPrice Action - Japanese Candlestick Patterns SheetVicaas VSNo ratings yet
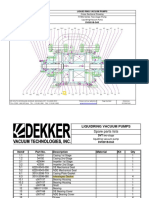
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- GRP 10 JV'sDocument43 pagesGRP 10 JV'sManas ChaturvediNo ratings yet
- CNC Instructables PDFDocument13 pagesCNC Instructables PDFNadim AhmedNo ratings yet
- But Virgil Was Not There": The Lasting Impact of Dante's Homosocial HellDocument7 pagesBut Virgil Was Not There": The Lasting Impact of Dante's Homosocial HellЮлия ЧебанNo ratings yet
- Process Planning and Cost Estimation Question BankDocument13 pagesProcess Planning and Cost Estimation Question BanksanthoshjoysNo ratings yet
- RRT LH: Gt'R:Ut (TLDocument75 pagesRRT LH: Gt'R:Ut (TLkl equipmentNo ratings yet
- Fairfield Institute of Management & Technology E-Commerce: Lab/Practical File Subject Code: 112Document24 pagesFairfield Institute of Management & Technology E-Commerce: Lab/Practical File Subject Code: 112AYUSHNo ratings yet
- The Dogon Tribe of The Sirius MysteryDocument5 pagesThe Dogon Tribe of The Sirius MysteryLaron Clark100% (1)
- Articulos 2022-2Document11 pagesArticulos 2022-2Nilser Enrique Valle HernandezNo ratings yet
- Asc2104b-T I enDocument21 pagesAsc2104b-T I enELOUNDOU EVARISTE OHANDJANo ratings yet
- Goethe Zertifikat b1 HorenDocument2 pagesGoethe Zertifikat b1 HorenLevent75% (4)
- S7 - Q2 - Answer KeyDocument11 pagesS7 - Q2 - Answer KeyRaniel LacuarinNo ratings yet
- 1675.does Concrete Lighten or Change Color As It DriesDocument5 pages1675.does Concrete Lighten or Change Color As It DriestvrNo ratings yet
- IM PS Fashion-Business-Digital-Communication-And-Media 3Y Course Pathway MI 04Document7 pagesIM PS Fashion-Business-Digital-Communication-And-Media 3Y Course Pathway MI 04oliwia bujalskaNo ratings yet
- T2-1 MS PDFDocument27 pagesT2-1 MS PDFManav NairNo ratings yet
- Cultures of Learning: Language Classrooms in China: Martin Cortazzi Lixian JinDocument54 pagesCultures of Learning: Language Classrooms in China: Martin Cortazzi Lixian JinyhoulhandhariNo ratings yet
- 4684Document2 pages4684Harish Kumar M0% (1)
- Avelino Vs Cuenco (Case Digest)Document8 pagesAvelino Vs Cuenco (Case Digest)Christopher Dale WeigelNo ratings yet
- Confined Space: Hole Watch TrainingDocument36 pagesConfined Space: Hole Watch TrainingMalik JunaidNo ratings yet
- Electric Charges and Fields Bank of Board QuestionsDocument11 pagesElectric Charges and Fields Bank of Board QuestionsNishy GeorgeNo ratings yet
- Carbon Disulfide: Hazard SummaryDocument5 pagesCarbon Disulfide: Hazard SummaryAlyssa ZerlinaNo ratings yet
- Feasibility in Ergonomics AutosavedDocument63 pagesFeasibility in Ergonomics AutosavedMichael AsinguaNo ratings yet
- A Detailed Lesson Plan in (Teaching Science)Document8 pagesA Detailed Lesson Plan in (Teaching Science)Evan Jane Jumamil67% (3)
- EnCORE V13.5 en EnglishDocument138 pagesEnCORE V13.5 en EnglishRommel SaavedraNo ratings yet