You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- National Standard of The People's Republic of China PDFDocument16 pagesNational Standard of The People's Republic of China PDFJCuchapin100% (1)
- Astm A240 PDFDocument11 pagesAstm A240 PDFTam Huynh Thanh88% (17)
- Voortman Steel Machinery - Voortman VSB ShotblastDocument4 pagesVoortman Steel Machinery - Voortman VSB ShotblastPeyman KhNo ratings yet
- ASTM A387 Pressure Vessel Plates Material - Alloy Steel Cr-MoDocument6 pagesASTM A387 Pressure Vessel Plates Material - Alloy Steel Cr-Monse mcxNo ratings yet
- ASTM A403 2001 Wrought Austenitic Stainless Steel Piping FittingsDocument8 pagesASTM A403 2001 Wrought Austenitic Stainless Steel Piping Fittingsnse mcxNo ratings yet
- ASTM A395 - A 395M - 99 (Reapproved 2009)Document8 pagesASTM A395 - A 395M - 99 (Reapproved 2009)raulNo ratings yet
- Astm A350Document8 pagesAstm A350nse mcx100% (1)
- ASTM A355 Steel Bars - Alloys For NitridingDocument2 pagesASTM A355 Steel Bars - Alloys For Nitridingnse mcxNo ratings yet
- ASTM A320 A320M - 02 Alloy-Steel Bolting Material For Low-Temperature ServiceDocument8 pagesASTM A320 A320M - 02 Alloy-Steel Bolting Material For Low-Temperature ServiceMarceloNo ratings yet
- ASTM A351 (Stainless Steel Castings)Document5 pagesASTM A351 (Stainless Steel Castings)Fendi MirandaNo ratings yet
- A358 PDFDocument6 pagesA358 PDFwiNo ratings yet
- ASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel PipesDocument12 pagesASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel Pipesessai expertiseNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceAnant RubadeNo ratings yet
- Astm A312 PDFDocument10 pagesAstm A312 PDFTam Huynh ThanhNo ratings yet
- A 216Document3 pagesA 216Carlos AméricoNo ratings yet
- A307 10Document6 pagesA307 10solrac4371No ratings yet
- Astm A 335Document10 pagesAstm A 335Fabian Andrey DiazNo ratings yet
- A325Document8 pagesA325Ramon LiraNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForLuciano Grassi KuyvenNo ratings yet
- Astm A297-1998 PDFDocument3 pagesAstm A297-1998 PDFMohammed TariqNo ratings yet
- Astm A217-2001 PDFDocument3 pagesAstm A217-2001 PDFMohammed TariqNo ratings yet
- ASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-TempDocument9 pagesASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-Tempnse mcxNo ratings yet
- ASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-TempDocument9 pagesASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-Tempnse mcxNo ratings yet
- ASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and CondenserDocument2 pagesASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and Condensernse mcxNo ratings yet
- ASTM A194 2010a CS and Alloy Steel Nuts For The Bolts - HighPress OR HighTempServDocument11 pagesASTM A194 2010a CS and Alloy Steel Nuts For The Bolts - HighPress OR HighTempServnse mcxNo ratings yet
- ASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-TempDocument9 pagesASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-Tempnse mcxNo ratings yet
- ASTM A182 (STD - Spec.for Forged or Rolled As Pipe Flg.,Forged Fitting, Valves & Parts For High Temp) .Document15 pagesASTM A182 (STD - Spec.for Forged or Rolled As Pipe Flg.,Forged Fitting, Valves & Parts For High Temp) .Honggo KuncoroNo ratings yet
- Astm A153Document5 pagesAstm A153asif rahimNo ratings yet
- Astm A153Document5 pagesAstm A153asif rahimNo ratings yet
- Astm A 126 - 04Document3 pagesAstm A 126 - 04Er WidodoNo ratings yet
- Astm A181-2001 PDFDocument3 pagesAstm A181-2001 PDFMohammed TariqNo ratings yet
- Material ASTMDocument14 pagesMaterial ASTMAdit NugrahaNo ratings yet
- LIST TC JIS-Japanese-Standards-for-Steel-Materials PDFDocument2 pagesLIST TC JIS-Japanese-Standards-for-Steel-Materials PDFHongducBui0% (1)
- Welding Symbol enDocument27 pagesWelding Symbol enAliaa El-BannaNo ratings yet
- Auto Chassis NotesDocument90 pagesAuto Chassis Notesanishsukumar000gmailcomNo ratings yet
- Grid location coordinates for structural steel beamDocument1 pageGrid location coordinates for structural steel beamzaheerNo ratings yet
- Aluminum BronzeDocument37 pagesAluminum Bronzelijojose1No ratings yet
- Final 8 PicDocument12 pagesFinal 8 PicHaryy PrabowoNo ratings yet
- Role of Energy Conservation in Spinning MillsDocument15 pagesRole of Energy Conservation in Spinning MillsMufaddal BagwalaNo ratings yet
- Optimized title for brake lever assembly documentDocument69 pagesOptimized title for brake lever assembly documentAlexandru RomanNo ratings yet
- Lexique Anglais TechnDocument1,425 pagesLexique Anglais Technsousi100% (2)
- Galvanising and Current TrendsDocument32 pagesGalvanising and Current TrendsMritunjayNo ratings yet
- MULTIMET Alloy WeldingDocument2 pagesMULTIMET Alloy WeldingrezaNo ratings yet
- A Comprehensive Guide To Heat Treatment Vol2 - NotesDocument533 pagesA Comprehensive Guide To Heat Treatment Vol2 - NotesRonnie SakaiNo ratings yet
- Indian Chain Pvt. LTDDocument7 pagesIndian Chain Pvt. LTDGangesh GunjanNo ratings yet
- Materials CourseworkDocument21 pagesMaterials CourseworkGeorge RoydenNo ratings yet
- Manual ELECTRODOS LINCOLNDocument48 pagesManual ELECTRODOS LINCOLNLeyniz York Arias LlanosNo ratings yet
- Certificado Condulet TopazDocument12 pagesCertificado Condulet TopazMelanie PincayNo ratings yet
- Strain-Rate Effects on Austenitic Stainless SteelDocument11 pagesStrain-Rate Effects on Austenitic Stainless SteelHugo IgrejaNo ratings yet
- Cold Drawn PDFDocument1 pageCold Drawn PDFAna Emily PrentissNo ratings yet
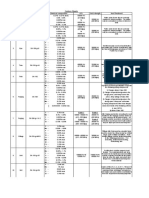
- Carbon Steels: SL - Nr. Description Material Chemical Composition UTS Yield Strength Heat TreatmentDocument10 pagesCarbon Steels: SL - Nr. Description Material Chemical Composition UTS Yield Strength Heat TreatmentRamalingam PrabhakaranNo ratings yet
- 14 Pelleting C-CU Pelletmill V004 PDFDocument4 pages14 Pelleting C-CU Pelletmill V004 PDFEwin Septian GunturNo ratings yet
- Mold Plates: Mold Base Industries, IncDocument4 pagesMold Plates: Mold Base Industries, IncoszemNo ratings yet
- ASME e EN STDDocument23 pagesASME e EN STDmatteo2009No ratings yet
- Impact Testing: Measuring Material Toughness (E23Document33 pagesImpact Testing: Measuring Material Toughness (E23RiAn DeviNo ratings yet
- Gyratory Crusher Technical Scope of SupplyDocument28 pagesGyratory Crusher Technical Scope of SupplyLmf DanielNo ratings yet
- Heat Exchangers Course Baher Part04Document32 pagesHeat Exchangers Course Baher Part04Baher ElsheikhNo ratings yet
- 1Document72 pages1aarvNo ratings yet
- Abs Approve Steel MillDocument105 pagesAbs Approve Steel MillfaralizahtNo ratings yet