You might also like
- Fdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingDocument95 pagesFdocuments - in Introduction To Static Equipment in Oil and Gas Industry Engineer in OperatingRajaramNo ratings yet
- 2019 Key Changes Section VIII-2Document59 pages2019 Key Changes Section VIII-2Niniza Sibusiso Prince DlaminiNo ratings yet
- The Alternative To PWHT Temper Bead Welding by Walter J SperkoDocument64 pagesThe Alternative To PWHT Temper Bead Welding by Walter J Sperkosusanweb100% (3)
- Air Cooled Heat Exchangers - TrainingDocument73 pagesAir Cooled Heat Exchangers - Trainingdivakar100% (2)
- Heat Exchangers Part 6 - Common Tube DefectsDocument13 pagesHeat Exchangers Part 6 - Common Tube DefectsBaher ElsheikhNo ratings yet
- Steam TurbinesDocument11 pagesSteam TurbinesVinoth KumarNo ratings yet
- Dan's Fanuc Spindle InfoDocument13 pagesDan's Fanuc Spindle InfoPham LongNo ratings yet
- Static Equipment Awarness Session - 02Document156 pagesStatic Equipment Awarness Session - 02Baher Elsheikh100% (2)
- Static Equipment Awarness Session - 02Document156 pagesStatic Equipment Awarness Session - 02Baher Elsheikh100% (2)
- Static Equipment: Awareness SessionDocument141 pagesStatic Equipment: Awareness SessionDicki Wira100% (1)
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- TEMA Standards Inquiries 2020Document24 pagesTEMA Standards Inquiries 2020Nisarg Patel100% (1)
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Reformer Inspection HP MagazineDocument4 pagesReformer Inspection HP MagazineRabah Brika100% (1)
- Codes and Standards: Petroleum Engineering Technology (Pet) Department Polytechnic Abu Dhabi (Adpoly)Document37 pagesCodes and Standards: Petroleum Engineering Technology (Pet) Department Polytechnic Abu Dhabi (Adpoly)Baher Elsheikh100% (2)
- Codes and Standards: Petroleum Engineering Technology (Pet) Department Polytechnic Abu Dhabi (Adpoly)Document37 pagesCodes and Standards: Petroleum Engineering Technology (Pet) Department Polytechnic Abu Dhabi (Adpoly)Baher Elsheikh100% (2)
- Material Selection in Oil and Gas IndustryDocument52 pagesMaterial Selection in Oil and Gas IndustryKamal Raju100% (1)
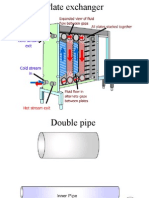
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Document38 pagesBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- Flange Leakage CheckingDocument2 pagesFlange Leakage Checkingjaivasanth meNo ratings yet
- Static Equipment Material SelectionDocument58 pagesStatic Equipment Material SelectionLorenzoNo ratings yet
- ASME Section VIII Pressure Vessel - Transportation AnalysisDocument4 pagesASME Section VIII Pressure Vessel - Transportation AnalysisChitti Raju DendukuriNo ratings yet
- Heat Exchangers Course - Baher - Part 01Document24 pagesHeat Exchangers Course - Baher - Part 01Baher ElsheikhNo ratings yet
- Air-Cooled Heat ExchangersDocument16 pagesAir-Cooled Heat Exchangersalex200301No ratings yet
- Garlock GasketsDocument46 pagesGarlock GasketskfchksdhbvkjhshfNo ratings yet
- Garlock GasketsDocument46 pagesGarlock GasketskfchksdhbvkjhshfNo ratings yet
- 32 Samss 007Document84 pages32 Samss 007Inamullah KhanNo ratings yet
- R3 Shell Tube HEDocument5 pagesR3 Shell Tube HEDalber VazquezNo ratings yet
- Static Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDocument397 pagesStatic Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDivyesh PatelNo ratings yet
- Volvo PentaDocument250 pagesVolvo Pentaweler13100% (2)
- SiphonDocument45 pagesSiphonNguyễn KỳNo ratings yet
- Reformer Tube Life Assessment ThepetrostreetDocument20 pagesReformer Tube Life Assessment Thepetrostreetksvvij100% (2)
- Heat Exchangers Course Baher Part02Document21 pagesHeat Exchangers Course Baher Part02Baher ElsheikhNo ratings yet
- 6b - Tower DesignDocument25 pages6b - Tower DesignIslam SolimanNo ratings yet
- Heat Exchangers Course Baher Part03Document18 pagesHeat Exchangers Course Baher Part03Baher ElsheikhNo ratings yet
- Heat Exchanger Training Course Material 2 PDFDocument161 pagesHeat Exchanger Training Course Material 2 PDFChico AlvesNo ratings yet
- TEMA Type BEU or AEU Heat Exchanger GuideDocument15 pagesTEMA Type BEU or AEU Heat Exchanger GuidemaruthigabbitaNo ratings yet
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- TEMA Type Heat Exchangers PDFDocument4 pagesTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- Mechanical Design Calculation: DocumentDocument146 pagesMechanical Design Calculation: DocumentvikramNo ratings yet
- Original Gasket Technology GuideDocument40 pagesOriginal Gasket Technology GuideAtty AttyNo ratings yet
- 230-Ford-Ranger-Factory-Service-Repair-Manual-2011-to-2015 WSM PDFDocument1,257 pages230-Ford-Ranger-Factory-Service-Repair-Manual-2011-to-2015 WSM PDFH Dy100% (1)
- Key Changes in API 571-2020 Part 1Document66 pagesKey Changes in API 571-2020 Part 1Raghavan Venkatraman100% (4)
- Heat Exchanger VibrationDocument3 pagesHeat Exchanger VibrationTim KuNo ratings yet
- Nureg 6007Document122 pagesNureg 6007Baher ElsheikhNo ratings yet
- Asme Awareness Program - DesignDocument126 pagesAsme Awareness Program - DesignGaurav KhamkarNo ratings yet
- Heat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Document34 pagesHeat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Rakesh Mishra100% (1)
- Stress Corrosion Cracking ExplainedDocument2 pagesStress Corrosion Cracking Explainedfawmer61No ratings yet
- HTFS Presentation 2Document57 pagesHTFS Presentation 2Divyesh Patel100% (1)
- API 660 Checklist Basic - PreliminaryDocument1 pageAPI 660 Checklist Basic - Preliminaryvm153748763100% (1)
- Parker Fittings IomDocument120 pagesParker Fittings IomAgustin CesanNo ratings yet
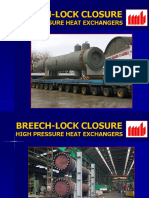
- BREECH LOCK Presentation Dec2004 Tcm24 226146Document24 pagesBREECH LOCK Presentation Dec2004 Tcm24 226146Harinarayanan Samsari Kizhake VeetilNo ratings yet
- Workshop (03W 2205)Document152 pagesWorkshop (03W 2205)Евгений Губарев0% (2)
- (6648-0200-5-PS-DS-0026) 200-C-51 - Rev.FDocument15 pages(6648-0200-5-PS-DS-0026) 200-C-51 - Rev.FMohamed OuichaouiNo ratings yet
- Tema Online Study Notes PDFDocument10 pagesTema Online Study Notes PDFumerhayatNo ratings yet
- Heat Exchanger AnimationDocument12 pagesHeat Exchanger AnimationShan AliNo ratings yet
- PTB E4.18.5 Fixed TubesheetDocument83 pagesPTB E4.18.5 Fixed TubesheetNicolaSaviliNo ratings yet
- Diaphragm Elimination Using Taper-Lok - NPRADocument11 pagesDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditNo ratings yet
- Titanium Erosion in Urea Strippers & Emerging TechnologiesDocument19 pagesTitanium Erosion in Urea Strippers & Emerging Technologiesalimirpur100% (1)
- Flow-Induced Fatigue Failure in Tubular Heat ExchangersDocument7 pagesFlow-Induced Fatigue Failure in Tubular Heat ExchangersVelpandian ManiNo ratings yet
- CSG Facility Pipe Support Options and Piping Stress AnalysisDocument23 pagesCSG Facility Pipe Support Options and Piping Stress AnalysisDam VoNo ratings yet
- Process Equipment DesignDocument27 pagesProcess Equipment DesignVivek NairNo ratings yet
- 4688 Tube To Tube Sheet Weld Scanning ServiceDocument2 pages4688 Tube To Tube Sheet Weld Scanning ServiceBaher ElsheikhNo ratings yet
- Head Surface AeaDocument7 pagesHead Surface AeaShashi Kant KumarNo ratings yet
- Maximum Allowable Stress: Mechanical Design of Pressure VesselsDocument17 pagesMaximum Allowable Stress: Mechanical Design of Pressure Vesselsfauzi100% (1)
- ASME Formula DerivationDocument1 pageASME Formula Derivationvm153748763No ratings yet
- 3-12-027 - Welded Finned Tubes-Rev2Document9 pages3-12-027 - Welded Finned Tubes-Rev2hcsharma1967No ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- NTIW Tube Sheet PaperDocument10 pagesNTIW Tube Sheet PaperPankaj SinglaNo ratings yet
- Narrow Gap FcawDocument33 pagesNarrow Gap FcawNitin Bajpai100% (1)
- DK DIN Bite Type Tube FittingDocument62 pagesDK DIN Bite Type Tube FittingLuisFranciscoMarinMedranoNo ratings yet
- Welding Heat TreatmentDocument33 pagesWelding Heat TreatmentWan HafiyNo ratings yet
- Riveted JointDocument62 pagesRiveted JointRicky petraNo ratings yet
- Rapid Allweiler Data BookDocument6 pagesRapid Allweiler Data BookJoNo ratings yet
- Clamp Design Baher 1651934316Document10 pagesClamp Design Baher 1651934316Muhammad Zun Nooren BangashNo ratings yet
- Utility Boiler Condition AssessmentDocument12 pagesUtility Boiler Condition AssessmentBaher ElsheikhNo ratings yet
- RR 253Document47 pagesRR 253hpmonNo ratings yet
- Stainless Steel Tubing-Related FiresDocument1 pageStainless Steel Tubing-Related FiresBaher ElsheikhNo ratings yet
- Supercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?Document23 pagesSupercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?anupam789No ratings yet
- GasketsDocument58 pagesGasketsdroessaert_stijnNo ratings yet
- Flange and Gasket Detail PDFDocument74 pagesFlange and Gasket Detail PDFumar_hazrad8219No ratings yet
- 5.david - .Spencer - Air Cooled HE TTSDocument6 pages5.david - .Spencer - Air Cooled HE TTSBaher ElsheikhNo ratings yet
- CreepDocument26 pagesCreepOsu AmpawanonNo ratings yet
- Classification of Heat ExchangersDocument77 pagesClassification of Heat Exchangers4605566vivek100% (1)
- 3-34C-5 Tube To Tubesheet Welds IntegrityDocument5 pages3-34C-5 Tube To Tubesheet Welds IntegrityBaher ElsheikhNo ratings yet
- 54521Document29 pages54521Alok DubeyNo ratings yet
- 3E Plus V4 Users ManualDocument60 pages3E Plus V4 Users ManualManikanda PrabhuNo ratings yet
- 5 Shell-And-tube Heat Exchanger - EckrichDocument22 pages5 Shell-And-tube Heat Exchanger - EckrichAshley JacksonNo ratings yet
- Repair of Tube-Tubesheet Weld Cracks in A Cracked Gas/Steam Heat ExchangerDocument7 pagesRepair of Tube-Tubesheet Weld Cracks in A Cracked Gas/Steam Heat ExchangerBaher ElsheikhNo ratings yet
- CV Tool and Die MakerDocument3 pagesCV Tool and Die MakerMohammed AseerNo ratings yet
- Wordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)Document6 pagesWordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)wenelyn pinoNo ratings yet
- M Tech SDM-Curriculum SyllabiDocument69 pagesM Tech SDM-Curriculum SyllabiDinesh AnbumaniNo ratings yet
- CSL 356: Analysis and Design of Algorithms: Ragesh Jaiswal CSE, IIT DelhiDocument32 pagesCSL 356: Analysis and Design of Algorithms: Ragesh Jaiswal CSE, IIT DelhiAanand Rishabh DagaNo ratings yet
- Ali Campbell Complete PA Spec 2011 V8Document7 pagesAli Campbell Complete PA Spec 2011 V8Duke Smith-Holley0% (1)
- Aircon Problem Set1-1 PDFDocument26 pagesAircon Problem Set1-1 PDFNathaniel Beaver Apostol MendozaNo ratings yet
- Heat Exchangers: Thermal Activity and Fluid MotionDocument14 pagesHeat Exchangers: Thermal Activity and Fluid Motionishu vohraNo ratings yet
- Disk Shelf ds14hwg2 User GuideDocument128 pagesDisk Shelf ds14hwg2 User GuideJegan JeyarajNo ratings yet
- Aplikasi Sistem Penilaian Kinerja Guru D 938cdcbeDocument7 pagesAplikasi Sistem Penilaian Kinerja Guru D 938cdcbeZordi AkhbarNo ratings yet
- Catalogue Loc Camfil 2010-ResizeDocument159 pagesCatalogue Loc Camfil 2010-ResizeThanh Xuan NguyenNo ratings yet
- RemList EPSS Generator 2010Document3 pagesRemList EPSS Generator 2010Hugo Ramon Saravia CampelliNo ratings yet
- Opentext Imaging Enterprise Scan 1050 Installation Guide English Cles100500 Igd en PDFDocument46 pagesOpentext Imaging Enterprise Scan 1050 Installation Guide English Cles100500 Igd en PDFMihai PaunescuNo ratings yet
- Automated BoreWelders make bore welding easierDocument1 pageAutomated BoreWelders make bore welding easierGeovanny SanjuanNo ratings yet
- Matlab ExeDocument39 pagesMatlab Exekashif_115No ratings yet
- Koncept NotaDocument14 pagesKoncept NotaKatarina JovanovićNo ratings yet
- Drill Pipe Flow Chart PDFDocument1 pageDrill Pipe Flow Chart PDFairlinemembershipNo ratings yet
- Charlieplexing LEDs The TheoryDocument17 pagesCharlieplexing LEDs The TheoryelangeleitorNo ratings yet
- How To Service Your RB25 Ignition SystemDocument9 pagesHow To Service Your RB25 Ignition SystemJameel KhanNo ratings yet
- 13.n-p-n TransistorDocument4 pages13.n-p-n TransistorkirtiNo ratings yet
- Ces19 Exhibitor List 12-21-2018Document166 pagesCes19 Exhibitor List 12-21-2018Daniel Martins0% (1)
- Asm-Booklet-Conditional Routes (CDRS) 2012-2014 PDFDocument151 pagesAsm-Booklet-Conditional Routes (CDRS) 2012-2014 PDFpepegoesdigitalNo ratings yet
- B221Document13 pagesB221Pradeep SureshNo ratings yet
- HDL 372 CDocument10 pagesHDL 372 Cdonodt7No ratings yet
- Operational Risk Business Continuity Program Management in NYC Resume Laura WilsonDocument2 pagesOperational Risk Business Continuity Program Management in NYC Resume Laura WilsonLauraWilson2No ratings yet
- HSE Manager CV PDFDocument4 pagesHSE Manager CV PDFSayeed MalikNo ratings yet