You might also like
- AN IMPROVED TECHNIQUE FOR MIX NOISE AND BLURRING REMOVAL IN DIGITAL IMAGESFrom EverandAN IMPROVED TECHNIQUE FOR MIX NOISE AND BLURRING REMOVAL IN DIGITAL IMAGESNo ratings yet
- Android FFFDocument31 pagesAndroid FFF201801330028No ratings yet
- Smart Ad-An Emotion Recognition Based Feedback System On Public AdDocument31 pagesSmart Ad-An Emotion Recognition Based Feedback System On Public AdVartan DholariyaNo ratings yet
- Project RepoDocument35 pagesProject RepoSrishti SharmaNo ratings yet
- Face Recognition Office Security System Using Lab View 8.6: Sudha Rani K, T. C. Sarma & K. Satya PrasadDocument6 pagesFace Recognition Office Security System Using Lab View 8.6: Sudha Rani K, T. C. Sarma & K. Satya Prasadusep syaikal arifinNo ratings yet
- B16 Paper IEEEDocument6 pagesB16 Paper IEEEAman PrasadNo ratings yet
- Report C++ Project Face DetectionDocument11 pagesReport C++ Project Face DetectionPratik SahuNo ratings yet
- Attendance An Application Based On Facial RecognitionDocument9 pagesAttendance An Application Based On Facial RecognitionIJRASETPublicationsNo ratings yet
- Pro Mahi (1) - 1Document35 pagesPro Mahi (1) - 1Sri Ganesh ComputersNo ratings yet
- Machine Vision and Image Processing (LabVIEW Self-Study Guide)Document58 pagesMachine Vision and Image Processing (LabVIEW Self-Study Guide)texasranger770100% (3)
- Based Python Code Generator For CNNDocument11 pagesBased Python Code Generator For CNNVj KumarNo ratings yet
- Automatic Image Detection and Censoring On Web PagesDocument4 pagesAutomatic Image Detection and Censoring On Web PagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Machine Vision System SortingDocument7 pagesMachine Vision System Sortingtk vysakhNo ratings yet
- Image Processing in The Current ScenarioDocument10 pagesImage Processing in The Current ScenarioEditor IJTSRDNo ratings yet
- Project Report Format For CollegeDocument13 pagesProject Report Format For CollegeTik GamingNo ratings yet
- Report OF DipDocument13 pagesReport OF DipIrfan AhmedNo ratings yet
- Phase 2 Presentation NewDocument30 pagesPhase 2 Presentation Newgagan rajNo ratings yet
- Digital Image ProcessingDocument6 pagesDigital Image ProcessingNeha LodheNo ratings yet
- Major 2Document35 pagesMajor 2Mukshita GarabaduNo ratings yet
- Video Stabilization: A Bachelor'S ThesisDocument43 pagesVideo Stabilization: A Bachelor'S ThesisShivang KaulNo ratings yet
- Arduino Based FCSDocument69 pagesArduino Based FCSMaximilian SylvesterNo ratings yet
- Facial Recognition Using Deep LearningDocument8 pagesFacial Recognition Using Deep LearningPriyanka gopiNo ratings yet
- Chapter - 1: 1.1. Introduction To Digital Image ProcessingDocument51 pagesChapter - 1: 1.1. Introduction To Digital Image ProcessingAnuj TomarNo ratings yet
- Mini Project ON Driver Drowsiness Detection and Safety Alert System Using PythonDocument29 pagesMini Project ON Driver Drowsiness Detection and Safety Alert System Using PythonTaruni YenumulaNo ratings yet
- Smart Surveillance Using Computer VisionDocument4 pagesSmart Surveillance Using Computer VisionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Welcome: Project TitleDocument27 pagesWelcome: Project Title29 - 023 - Abid HasanNo ratings yet
- Projece ReportDocument27 pagesProjece ReportCyber CastNo ratings yet
- Summer Internship Report FormatDocument35 pagesSummer Internship Report FormatVishesh VaibhavNo ratings yet
- Digital Image ProcessingDocument32 pagesDigital Image Processing206y1a6701No ratings yet
- Face Recognition For Criminal DetectionDocument7 pagesFace Recognition For Criminal DetectionIJRASETPublicationsNo ratings yet
- A Novel Image Style Transfer Model Using Generative AIDocument72 pagesA Novel Image Style Transfer Model Using Generative AIEl Uday KumarNo ratings yet
- Detect Edges in Images with MATLABDocument15 pagesDetect Edges in Images with MATLABjaya garg100% (2)
- Human Detection AndarecognitionDocument37 pagesHuman Detection AndarecognitionManish JainNo ratings yet
- Gesture Controlled Car Via Image Processing: Embedded System Design & ApplicationDocument16 pagesGesture Controlled Car Via Image Processing: Embedded System Design & ApplicationSaRosh RaeesNo ratings yet
- Gesture Controlled Car Via Image Processing: Embedded System Design & ApplicationDocument16 pagesGesture Controlled Car Via Image Processing: Embedded System Design & ApplicationSaRosh RaeesNo ratings yet
- Gettingstartedwithmech MindvisionsystemDocument34 pagesGettingstartedwithmech Mindvisionsystemadmin subNo ratings yet
- 1 Title of Project 2 Project Background: 2.1 Problem ContextDocument7 pages1 Title of Project 2 Project Background: 2.1 Problem ContextGaming WorldNo ratings yet
- Algorithms and VLSI Architectures For Low-Power Mobile Face VerificationDocument288 pagesAlgorithms and VLSI Architectures For Low-Power Mobile Face VerificationKrish GokulNo ratings yet
- Satellite Image Stitcher Using ORBDocument6 pagesSatellite Image Stitcher Using ORBInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Table of Content-1Document60 pagesTable of Content-1NATIONAL XEROXNo ratings yet
- Image Processing Final ReportDocument44 pagesImage Processing Final ReportKaran SinghNo ratings yet
- 138 Sundar RajDocument5 pages138 Sundar RajPandian RaNo ratings yet
- Face Detection Tracking OpencvDocument6 pagesFace Detection Tracking OpencvMohamed ShameerNo ratings yet
- Digial Image Processing - Lecture-1Document22 pagesDigial Image Processing - Lecture-1fatacex396No ratings yet
- Face Recognition Technology: Nagendra.P.Mahato, Tejal.S.MarleDocument6 pagesFace Recognition Technology: Nagendra.P.Mahato, Tejal.S.MarleSonia DubeyNo ratings yet
- Crowd Monitoring Using HOGDocument8 pagesCrowd Monitoring Using HOGInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Indreni College Institute of Science and Technology: A Project Report On "Face Detection"Document10 pagesIndreni College Institute of Science and Technology: A Project Report On "Face Detection"Jeevan PandeyNo ratings yet
- B.M.S College of Engineering: (Autonomous Institution Under VTU) Bangalore-560 019Document25 pagesB.M.S College of Engineering: (Autonomous Institution Under VTU) Bangalore-560 019Aishwarya NaiduNo ratings yet
- On-Line Inspection and Sorting System For Mechanical Parts Based On Machine VisionDocument6 pagesOn-Line Inspection and Sorting System For Mechanical Parts Based On Machine VisionDaniel SouzaNo ratings yet
- NI Vision Development Module Accelerates Machine Vision AppsDocument5 pagesNI Vision Development Module Accelerates Machine Vision AppsGanesh GaneshanNo ratings yet
- Prabhat Patel 2nd Sem IOT ProjectDocument86 pagesPrabhat Patel 2nd Sem IOT Projectrajveer chauhanNo ratings yet
- Machine Vision: Concept and Components: Pankaj Singh, Astha GautamDocument4 pagesMachine Vision: Concept and Components: Pankaj Singh, Astha GautamerpublicationNo ratings yet
- Sepm Assignment: (Topic: To Prepare A Design Specification Document On Face Recognition BasedDocument9 pagesSepm Assignment: (Topic: To Prepare A Design Specification Document On Face Recognition BasedAjay PrasadNo ratings yet
- Project Documentation SandeepDocument19 pagesProject Documentation SandeepFYIT80Sultan ShaikhNo ratings yet
- A Facial Recognition SystemDocument4 pagesA Facial Recognition SystemIJRASETPublicationsNo ratings yet
- Car and Pedestrian Detection Using Cascade ClassifiersDocument23 pagesCar and Pedestrian Detection Using Cascade ClassifiersAnkush BhaalNo ratings yet
- "Sentiment Analysis of Imdb Movie Reviews": A Project ReportDocument22 pages"Sentiment Analysis of Imdb Movie Reviews": A Project ReportAnimesh Kumar TilakNo ratings yet
- Watss Up, PPTDocument51 pagesWatss Up, PPTJerricho Joshua De CastroNo ratings yet
- Facial Authentication Using Deep-Learning: An Advanced Biosecure Login Model Employing An Integrated Deep-Learning Approach To Enhance The Robustness and Security of The Login Authentication ProcessDocument7 pagesFacial Authentication Using Deep-Learning: An Advanced Biosecure Login Model Employing An Integrated Deep-Learning Approach To Enhance The Robustness and Security of The Login Authentication ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Chapter 01Document5 pagesChapter 01almisaanyNo ratings yet
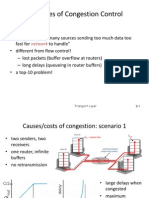
- Principles of Congestion Control and ApproachesDocument11 pagesPrinciples of Congestion Control and ApproachesSubhash SagarNo ratings yet
- Kone Bacnet InterfaceDocument15 pagesKone Bacnet InterfacenaveedfndNo ratings yet
- Data Communication Networks - DCN Living in A Network Centric WorldDocument60 pagesData Communication Networks - DCN Living in A Network Centric Worldsumit_choudhary002No ratings yet
- Which Two Functions Are Performed at The LLC Sublayer of The OSI Data Link Layer To Facilitate Ethernet CommunicationDocument16 pagesWhich Two Functions Are Performed at The LLC Sublayer of The OSI Data Link Layer To Facilitate Ethernet CommunicationpameeeeeNo ratings yet
- Chapter 5: Ethernet: CCNA Routing and Switching Introduction To Networks v6.0Document47 pagesChapter 5: Ethernet: CCNA Routing and Switching Introduction To Networks v6.0burnnah leezahNo ratings yet
- Ccna Intro: Chapter - 2Document9 pagesCcna Intro: Chapter - 2Amritpal SinghNo ratings yet
- ISDN Question BankDocument3 pagesISDN Question Bankmaithuong85No ratings yet
- Cs601 Solved - Papers in One File No 2Document41 pagesCs601 Solved - Papers in One File No 2Saqib Khurshid Salik80% (10)
- OSI ModelDocument18 pagesOSI Modelayushpatell9969No ratings yet
- Signalling in TelecommunicationDocument37 pagesSignalling in Telecommunicationvpl_jhaNo ratings yet
- Ethernet Layer 2, Switching and Bridging Logic Lec2Document15 pagesEthernet Layer 2, Switching and Bridging Logic Lec2Hiroyo ChanNo ratings yet
- PPP IntroDocument28 pagesPPP IntroVivek MurugaiyanNo ratings yet
- Computer Network TutorialDocument33 pagesComputer Network TutorialAnwarNo ratings yet
- Desigo™ Ethernet, Tcp/Ip, MS/TP and Bacnet: Technical PrinciplesDocument72 pagesDesigo™ Ethernet, Tcp/Ip, MS/TP and Bacnet: Technical PrinciplesnajibNo ratings yet
- PLC - Dcs NotesDocument154 pagesPLC - Dcs NotesSecret ServiceNo ratings yet
- Clinitek Novus LIS Interface Guide Rev BDocument42 pagesClinitek Novus LIS Interface Guide Rev BdaisuphaduNo ratings yet
- A Taxonomy of Attacks On The Dnp3 Protocol: Samuel East, Jonathan Butts, Mauricio Papa and Sujeet ShenoiDocument15 pagesA Taxonomy of Attacks On The Dnp3 Protocol: Samuel East, Jonathan Butts, Mauricio Papa and Sujeet ShenoiJOSENo ratings yet
- WinCC Flexible Redundant Communication eDocument22 pagesWinCC Flexible Redundant Communication eAle LoveraNo ratings yet
- Soal Ch1 S.D 8Document17 pagesSoal Ch1 S.D 8Eko SubyantoroNo ratings yet
- Computer NetworkingDocument4 pagesComputer Networkingprabhakar kumarNo ratings yet
- Computer Network SyllabusDocument3 pagesComputer Network SyllabusJasvinder kourNo ratings yet
- Standard Communications Protocol For Building Automation and Control Systems: BacnetDocument9 pagesStandard Communications Protocol For Building Automation and Control Systems: Bacnetstanjack99No ratings yet
- MSc IT Operating Systems Course OutlineDocument10 pagesMSc IT Operating Systems Course OutlineWaseem Abbas100% (1)
- Modbus: The ManualDocument136 pagesModbus: The ManualIkhtiander IkhtianderNo ratings yet
- NETWORKING BCA WBUT 5th SEM NOTESDocument135 pagesNETWORKING BCA WBUT 5th SEM NOTESapi-1958925986% (22)
- 3.1.2.7 Packet Tracer - Troubleshooting Serial Interfaces InstructionsDocument2 pages3.1.2.7 Packet Tracer - Troubleshooting Serial Interfaces InstructionsjenniferespanolNo ratings yet
- Data Communications With VoipDocument206 pagesData Communications With Voipapi-3860591No ratings yet
- Data Communication NetworkDocument67 pagesData Communication NetworkMehdiNo ratings yet
- Smart Grid Communication Using Open Smart Grid ProtocolDocument31 pagesSmart Grid Communication Using Open Smart Grid ProtocolM Ali QureshiNo ratings yet