You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 01 Basics of InstrumentationDocument96 pages01 Basics of InstrumentationVishal Kumar Laddha100% (1)
- IEEMA June 2020 - Generator 95% Stator Earth Fault and Its CalculationDocument5 pagesIEEMA June 2020 - Generator 95% Stator Earth Fault and Its CalculationVishal Kumar LaddhaNo ratings yet
- Secondary Air Damper Control: Team - C&IDocument24 pagesSecondary Air Damper Control: Team - C&IVishal Kumar Laddha100% (1)
- Rgmo FgmoDocument24 pagesRgmo FgmoVishal Kumar Laddha53% (15)
- Plant Performance - DelhiDocument83 pagesPlant Performance - DelhiVishal Kumar Laddha100% (3)
- Condenser ManualDocument48 pagesCondenser ManualVishal Kumar Laddha100% (1)
- TO Turbovisory Instruments Surajit Ghosh Sr. Supdt (C&I), BTPSDocument72 pagesTO Turbovisory Instruments Surajit Ghosh Sr. Supdt (C&I), BTPSVishal Kumar Laddha100% (1)
- Boiler Turbine Generator: Unit Trip Report-Draft STPP, 2X600 MWDocument5 pagesBoiler Turbine Generator: Unit Trip Report-Draft STPP, 2X600 MWVishal Kumar Laddha100% (1)
- Noida Telephone Extension Numbers As On 15 July 2016Document8 pagesNoida Telephone Extension Numbers As On 15 July 2016Vishal Kumar LaddhaNo ratings yet
- ORT-Aug R1Document67 pagesORT-Aug R1Vishal Kumar LaddhaNo ratings yet
- Governing KwuDocument21 pagesGoverning KwuVishal Kumar Laddha100% (2)
- Signature Not Verified: Digitally Signed Byprsen Date: 2013.04.16 19:15:34 IST Reason: CAT I Location: NtpceocDocument1 pageSignature Not Verified: Digitally Signed Byprsen Date: 2013.04.16 19:15:34 IST Reason: CAT I Location: NtpceocVishal Kumar LaddhaNo ratings yet
- 100% STATOR EARTH Fault ModificationDocument5 pages100% STATOR EARTH Fault ModificationVishal Kumar LaddhaNo ratings yet
- Airlock Relay VacuumDocument2 pagesAirlock Relay VacuumVishal Kumar LaddhaNo ratings yet
- Flame Scanner Cable Termination PDFDocument1 pageFlame Scanner Cable Termination PDFVishal Kumar LaddhaNo ratings yet
- AIRFLOWDocument1 pageAIRFLOWVishal Kumar LaddhaNo ratings yet
- Feeder Calibration ReportDocument8 pagesFeeder Calibration ReportVishal Kumar LaddhaNo ratings yet
- BHEL Hyd Report On MDBFP-2C Failure On 07-03-2017Document3 pagesBHEL Hyd Report On MDBFP-2C Failure On 07-03-2017Vishal Kumar LaddhaNo ratings yet
- C&I Maintnenance For July Month: - Maintenance Activities High Light (Achievement)Document7 pagesC&I Maintnenance For July Month: - Maintenance Activities High Light (Achievement)Vishal Kumar LaddhaNo ratings yet
- Coal Drop Test at 1E FeederDocument1 pageCoal Drop Test at 1E FeederVishal Kumar LaddhaNo ratings yet
- C&I Maintnenance For July Month: - Maintenance Activities High Light (Achievement)Document8 pagesC&I Maintnenance For July Month: - Maintenance Activities High Light (Achievement)Vishal Kumar LaddhaNo ratings yet
- OR-Sep R2Document67 pagesOR-Sep R2Vishal Kumar LaddhaNo ratings yet
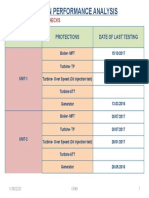
- Station Performance Analysis: Units Protections Date of Last TestingDocument1 pageStation Performance Analysis: Units Protections Date of Last TestingVishal Kumar LaddhaNo ratings yet
- Description Engg. Test Commi-Mainte - Dept. Dept. Ssioning NanceDocument4 pagesDescription Engg. Test Commi-Mainte - Dept. Dept. Ssioning NanceVishal Kumar LaddhaNo ratings yet
- Optimization of Compressed Air in Thermal Power Plant - A Novel ApproachDocument16 pagesOptimization of Compressed Air in Thermal Power Plant - A Novel ApproachVishal Kumar LaddhaNo ratings yet
- Hfo OilgunDocument1 pageHfo OilgunVishal Kumar LaddhaNo ratings yet
- Control & Instrumentation Department (4X600) : S. No. Description Unit # 1 Unit # 2 Unit # 3Document3 pagesControl & Instrumentation Department (4X600) : S. No. Description Unit # 1 Unit # 2 Unit # 3Vishal Kumar LaddhaNo ratings yet
- Control & Instrumentation Department (4X600) : S. No. Description Unit # 1 Unit # 2 Unit # 3Document3 pagesControl & Instrumentation Department (4X600) : S. No. Description Unit # 1 Unit # 2 Unit # 3Vishal Kumar LaddhaNo ratings yet
- Power Plant ModificationDocument4 pagesPower Plant ModificationVishal Kumar LaddhaNo ratings yet