
You might also like
- ShukongdaolunDocument46 pagesShukongdaolun翁煒翔No ratings yet
- 了解刀鼻半徑補正機能指令的意義及應用PMT NCT0408Document87 pages了解刀鼻半徑補正機能指令的意義及應用PMT NCT0408李協燦No ratings yet
- 传动轴设计计算书Document13 pages传动轴设计计算书周庆卓No ratings yet
- Hd990Tdb 普及型车床数控系统Document151 pagesHd990Tdb 普及型车床数控系统李昀鍾No ratings yet
- C09502792Document42 pagesC09502792Shsoi LinNo ratings yet
- O O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Document24 pagesO O O O M M M M P P P P 6666 0000 刀 刀 刀 刀 具 具 具 具 量 量 量 量 測 測 測 測 系 系 系 系 統 統 統 統 中 中 中 中 文 文 文 文 技 技 技 技 術 術 術 術 資 資 資 資 料 料 料 料Ziyang XieNo ratings yet
- 电动焊钳设定Document10 pages电动焊钳设定Josue Guadalupe Tobias AlmazanNo ratings yet
- FANUC机床CNC基础知识Document51 pagesFANUC机床CNC基础知识api-3775717100% (5)
- 传人记 三菱PLC的指令系统Document11 pages传人记 三菱PLC的指令系统vv ppNo ratings yet
- FUZZY平衡車M0921015翟禹翔Document24 pagesFUZZY平衡車M0921015翟禹翔Alan JaiNo ratings yet
- 機電整合丙級術科.pdf Mechatroni Class cDocument46 pages機電整合丙級術科.pdf Mechatroni Class cEvarist Claver SpNo ratings yet
- 01 程式設計 FANUC V2Document105 pages01 程式設計 FANUC V2James YangNo ratings yet
- 数控编程教学Document98 pages数控编程教学walter ojedaNo ratings yet
- IRVX04支撐結構 S28,F,S29 核定0版Document93 pagesIRVX04支撐結構 S28,F,S29 核定0版api-3801400100% (3)
- Jack JK T1900 Bar Tack ManualDocument55 pagesJack JK T1900 Bar Tack ManualLeon UnderhayNo ratings yet
- kh101位式调节仪说明书v0.3Document31 pageskh101位式调节仪说明书v0.3lin762795No ratings yet
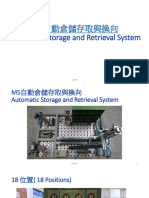
- M5自動倉儲存取與換向Document40 pagesM5自動倉儲存取與換向Evarist Claver SpNo ratings yet
- AX1s/1n/2n系列PLC 使用手册Document90 pagesAX1s/1n/2n系列PLC 使用手册julianNo ratings yet
- 新代硬件连接手册Document63 pages新代硬件连接手册songyi618No ratings yet
- FK3U 24MT 6AI2AO使用手册Document12 pagesFK3U 24MT 6AI2AO使用手册Nguyễn Đăng Đức100% (1)
- ch02 1Document56 pagesch02 1kbwoniu123No ratings yet
- YKHMIDocument829 pagesYKHMIk-kvNo ratings yet
- رموز طوارئDocument19 pagesرموز طوارئAhmed AshrafNo ratings yet
- G68.2 Setup FANUC (Chinese) PDFDocument19 pagesG68.2 Setup FANUC (Chinese) PDFRahulNo ratings yet
- General Physics Exp Report 07轉動慣量 第01組Document7 pagesGeneral Physics Exp Report 07轉動慣量 第01組劉得毅No ratings yet
- رموزكوDocument19 pagesرموزكوmedo692015220000No ratings yet
- 新代-銑床程式製作說明書_V8.11Document105 pages新代-銑床程式製作說明書_V8.11Hong clconfatNo ratings yet
- As 63091 TG 641617 TW 1054-1Document9 pagesAs 63091 TG 641617 TW 1054-1睿麒蔡No ratings yet
- G78加强型螺纹980TDCDocument6 pagesG78加强型螺纹980TDC张文No ratings yet
- 4 GTO+GO+-+SRP+BTN+vs+BB+合集Document86 pages4 GTO+GO+-+SRP+BTN+vs+BB+合集Poker PokerNo ratings yet
- 流體機械設計Document272 pages流體機械設計mjnjrgj2s7No ratings yet
- 了解刀具半徑補正機能指令之意義及應用PMT NCM0406Document61 pages了解刀具半徑補正機能指令之意義及應用PMT NCM0406李協燦No ratings yet
- CNC銑床期末報告Document17 pagesCNC銑床期末報告朝欽楊 Nigel YangNo ratings yet
- Manual de Control RCDocument2 pagesManual de Control RCJulian MisasNo ratings yet
- nikon光刻机对准机制和标记系统研究Document5 pagesnikon光刻机对准机制和标记系统研究juven fuNo ratings yet
- 临电 建筑工程临时用电经典计算(两种方法均有)Document13 pages临电 建筑工程临时用电经典计算(两种方法均有)江西水电工程局No ratings yet
- Rotary Encoder - Illuminated (RGB)Document10 pagesRotary Encoder - Illuminated (RGB)jat_scribdNo ratings yet
- τ0 τ0=Aσb C KDocument11 pagesτ0 τ0=Aσb C Kyuanxiang1No ratings yet
- 维 修 随 记Document46 pages维 修 随 记gusheng860No ratings yet
- HC2702F Datasheet V1.0 A2Document7 pagesHC2702F Datasheet V1.0 A2sharewithalifNo ratings yet
- SAMA (Basic Logic)Document47 pagesSAMA (Basic Logic)Yosi Hervindo KurniawanNo ratings yet
- Brimax Part ListDocument7 pagesBrimax Part Listredo80No ratings yet
- XA1803A版电气原理图 2020改Document37 pagesXA1803A版电气原理图 2020改jose alejandro gomez malvaisNo ratings yet
- رموزDocument26 pagesرموزmedo692015220000No ratings yet
- (铁塔 移动) 深圳中兴电源ZTE (zxdu58 68) 电总V2.0 2.1 (合并版) 调试手册Document148 pages(铁塔 移动) 深圳中兴电源ZTE (zxdu58 68) 电总V2.0 2.1 (合并版) 调试手册Khaled KHNo ratings yet
- 3827 陳敬霈 結報Document22 pages3827 陳敬霈 結報JimmyNo ratings yet
- Coding Farmer PLC For F4 26041 26696 25163 20876Document20 pagesCoding Farmer PLC For F4 26041 26696 25163 20876Samir SamsamNo ratings yet
- EBOM L.1 180426 TellerDocument32 pagesEBOM L.1 180426 TellerSebastian Gomez CardenasNo ratings yet
- Dana Apc70Document25 pagesDana Apc70Daniel AguirreNo ratings yet
- CNC Milling 指令培训Document12 pagesCNC Milling 指令培训Yang MuzeNo ratings yet
- 第05章-吴-动态模型1:ARDL - ARIMA ModelDocument57 pages第05章-吴-动态模型1:ARDL - ARIMA ModelTan YifanNo ratings yet
- Tool HolderDocument55 pagesTool HolderAbdennadher MahdiNo ratings yet
- 1 文稿Document44 pages1 文稿Yuanren XuNo ratings yet
- 西子奥的斯MPC1系列扶梯控制原理Document53 pages西子奥的斯MPC1系列扶梯控制原理atom2013xdNo ratings yet
- 10B控制器维修手册Document18 pages10B控制器维修手册charlechenNo ratings yet
- Deton Approved Catalogs DT0714-11 July 2011 2011-08-16Document89 pagesDeton Approved Catalogs DT0714-11 July 2011 2011-08-16KCFUNG100% (1)
- PDF 2017-CST-tDocument14 pagesPDF 2017-CST-t林燕村No ratings yet
- CII 简明手册Document79 pagesCII 简明手册xm861122No ratings yet
- G78加强型螺纹980TDCDocument6 pagesG78加强型螺纹980TDC张文No ratings yet
- G78加强型螺纹980TDCDocument6 pagesG78加强型螺纹980TDC张文No ratings yet
- 五轴RTCP及ROTO功能详解Document3 pages五轴RTCP及ROTO功能详解张文No ratings yet
- G78加强型螺纹980TDCDocument6 pagesG78加强型螺纹980TDC张文No ratings yet
- 五轴加工中心任意点旋转坐标的计算 李学义Document2 pages五轴加工中心任意点旋转坐标的计算 李学义张文No ratings yet
- FANUC数控系统固定钻孔循环指令的优化Document3 pagesFANUC数控系统固定钻孔循环指令的优化张文No ratings yet
- heid530系统NC程序代码解释Document7 pagesheid530系统NC程序代码解释jonNo ratings yet
- FANUC数控系统固定钻孔循环指令的优化Document3 pagesFANUC数控系统固定钻孔循环指令的优化张文No ratings yet
- FANUC数控系统固定钻孔循环指令的优化Document3 pagesFANUC数控系统固定钻孔循环指令的优化张文No ratings yet
- 台达控制器马波斯探头程序手册Document2 pages台达控制器马波斯探头程序手册张文No ratings yet
- FUNUC 0i 数控系统数据的备份与恢复Document6 pagesFUNUC 0i 数控系统数据的备份与恢复张文No ratings yet
- 台达系统马波斯探头程序报警列表及处理Document5 pages台达系统马波斯探头程序报警列表及处理张文No ratings yet
- 日本三菱M70攻丝调整Document20 pages日本三菱M70攻丝调整张文No ratings yet
- 75道面试逻辑智力测试题内附详细答案Document18 pages75道面试逻辑智力测试题内附详细答案Ning JiaNo ratings yet
- 107P MathDocument12 pages107P MathJayNo ratings yet
- TM-1819 AVEVA Everything3D - (2.1) Electrical & Instrumentation Equipment Modelling (CN)Document92 pagesTM-1819 AVEVA Everything3D - (2.1) Electrical & Instrumentation Equipment Modelling (CN)yuehui niuNo ratings yet
- 1030630初階數學題庫 2Document4 pages1030630初階數學題庫 2林秉均No ratings yet
- 单变量微积分 - 马同学 - - Anna's ArchiveDocument777 pages单变量微积分 - 马同学 - - Anna's Archive0919aprilNo ratings yet
- 射影几何的诞生与发展Document16 pages射影几何的诞生与发展youyuhuan1No ratings yet
- 船舶结构分析模型化 (Patran Nastran) 讲义 第二章Document28 pages船舶结构分析模型化 (Patran Nastran) 讲义 第二章wzh119990731No ratings yet
- 量具的使用方法Document58 pages量具的使用方法Jackson JohnNo ratings yet
- GBT1184 1996形状和位置公差未注公差值Document15 pagesGBT1184 1996形状和位置公差未注公差值Qiu davidfantasyNo ratings yet
- 小学生行程问题50道典型试题和答案详细解析Document21 pages小学生行程问题50道典型试题和答案详细解析afNo ratings yet
- Yin Yang and Wuxing (Five Elements) and System Control Theory: 宏观物理学基本原理From EverandYin Yang and Wuxing (Five Elements) and System Control Theory: 宏观物理学基本原理No ratings yet
- 量子物理学及其所有颜色。柏拉图洞穴的神话。荣格的同步理论。大卫·波姆(David Bohm)的全息宇宙。 量子力学拒绝唯物主义并揭示宇宙的精神成分。From Everand量子物理学及其所有颜色。柏拉图洞穴的神话。荣格的同步理论。大卫·波姆(David Bohm)的全息宇宙。 量子力学拒绝唯物主义并揭示宇宙的精神成分。No ratings yet
























































































![軍事新興技術 [Chinese (Traditional)]](https://imgv2-2-f.scribdassets.com/img/series/611528510/149x198/389ac3c9a1/1679628080?v=1)