You might also like
- Concrete Technologypart 1Document8 pagesConcrete Technologypart 1Marmik JavareNo ratings yet
- Construction Methodology 2019: List TablesDocument13 pagesConstruction Methodology 2019: List TablesDenis Dwayne DizzleNo ratings yet
- Concrete Technology Assignment 1Document18 pagesConcrete Technology Assignment 1Boiki RabewuNo ratings yet
- CIV1202 CONCRETE MIX DESIGN LAB REPORT (1)Document30 pagesCIV1202 CONCRETE MIX DESIGN LAB REPORT (1)Shemar LanfermanNo ratings yet
- Dff-Consmat Module 2BDocument30 pagesDff-Consmat Module 2BXam AcostaNo ratings yet
- Seminar Report at RachithaDocument18 pagesSeminar Report at RachithaMegha KallihalNo ratings yet
- 7 Modes of Transporting ConcreteDocument6 pages7 Modes of Transporting ConcreteKamran AliNo ratings yet
- Concrete Mix DesignDocument25 pagesConcrete Mix Designjohn tanNo ratings yet
- Partha AssignmentDocument11 pagesPartha AssignmentPartha Pratim BaruahNo ratings yet
- Field tests cement manufacturing flow chart impact value aggregates workability transportation methods fly ash concrete strengthDocument11 pagesField tests cement manufacturing flow chart impact value aggregates workability transportation methods fly ash concrete strengthShivakumara M JNo ratings yet
- FinesDocument116 pagesFinesAman SahadeoNo ratings yet
- Highway Project ManagementDocument15 pagesHighway Project Managementsuhas vermaNo ratings yet
- Fresh and Early Age ConcreteDocument24 pagesFresh and Early Age ConcretekisanNo ratings yet
- Civil Interview QuestionsDocument6 pagesCivil Interview QuestionsSonam Rinchen BhutiaNo ratings yet
- Topic: Concrete at Early AgeDocument33 pagesTopic: Concrete at Early AgechristianNo ratings yet
- Indian Standard For Industrial FlooringDocument10 pagesIndian Standard For Industrial FlooringRamprasad JeyaramNo ratings yet
- Fresh Concrete Vebe TestDocument2 pagesFresh Concrete Vebe TestMarilyn Camenzuli100% (1)
- Concrete Mix Design Report PDFDocument32 pagesConcrete Mix Design Report PDFMohamed AhmedNo ratings yet
- CTEPDocument11 pagesCTEPPRASANNAN D C0657No ratings yet
- Me136p Exp7 Design of Concrete MixDocument14 pagesMe136p Exp7 Design of Concrete MixJohn Henry SalvadoNo ratings yet
- Compressive & Rebound G1Document13 pagesCompressive & Rebound G1Amir AkmalNo ratings yet
- CMT - Module 8 (CONCRETE)Document10 pagesCMT - Module 8 (CONCRETE)yrbbwababa05No ratings yet
- Effective Applications of Retarding Admixture To Improve TheDocument13 pagesEffective Applications of Retarding Admixture To Improve Thegtarun22guptaNo ratings yet
- Lab Assignment 1Document7 pagesLab Assignment 1Sayed YusufNo ratings yet
- Evaluation of Environmental Requirements For Sustainable Ready-Mix Concrete Production in Abu Dhabi EmirateDocument7 pagesEvaluation of Environmental Requirements For Sustainable Ready-Mix Concrete Production in Abu Dhabi EmirateeorenusNo ratings yet
- Cube Failure ReportDocument15 pagesCube Failure ReportVenu PrasadNo ratings yet
- Concrete Mix Design Beng 2021Document31 pagesConcrete Mix Design Beng 2021musinguzi robertNo ratings yet
- Sustainability in Cement and Concrete IndustriesDocument32 pagesSustainability in Cement and Concrete IndustriesnikitaNo ratings yet
- Concrete Mix Design ProcessDocument54 pagesConcrete Mix Design Processgman444No ratings yet
- Plant Trial Production and Monitoring of Crumb Rubber Concrete PaverDocument8 pagesPlant Trial Production and Monitoring of Crumb Rubber Concrete PaverhathamphanNo ratings yet
- Module 2 - Production of ConcreteDocument17 pagesModule 2 - Production of Concreteabinash choudharyNo ratings yet
- CH1,2,3,5Document87 pagesCH1,2,3,5AungNo ratings yet
- Applying Concrete Technology To Abrasion Resistance: Papenfus, NDocument11 pagesApplying Concrete Technology To Abrasion Resistance: Papenfus, NhuichulNo ratings yet
- Construction Details and Guide Specifications For Interlocking Concrete PavementDocument16 pagesConstruction Details and Guide Specifications For Interlocking Concrete PavementKervin SysingNo ratings yet
- Fresh Concrete: by Habtamu MelesseDocument8 pagesFresh Concrete: by Habtamu MelesseGemechuNo ratings yet
- FDOT BB978 RPTDocument14 pagesFDOT BB978 RPTirfanquadriNo ratings yet
- RMC Batching PlantDocument20 pagesRMC Batching Plantaditishah20392No ratings yet
- Self Compacting Concrete Assignment PDFDocument15 pagesSelf Compacting Concrete Assignment PDFEkky CecilNo ratings yet
- CE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidDocument22 pagesCE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidPeraka Naga Siva Pavani ce18e013No ratings yet
- Early age shrinkage risks in concreteDocument10 pagesEarly age shrinkage risks in concreteratnasaiNo ratings yet
- Is 6494 - 1988Document12 pagesIs 6494 - 1988prabhu81No ratings yet
- Process of Ready Mixed ConcreteDocument27 pagesProcess of Ready Mixed ConcreteN P SrinivasaraoNo ratings yet
- Rtmnu Win 22 CT SolutionDocument29 pagesRtmnu Win 22 CT SolutionMaitriya GanvirNo ratings yet
- GRP Bricks Located at Kaliyur at Survey No VILLAGE: Kaliyur, TALUKA - T. Narasipura, DIST: MysoreDocument19 pagesGRP Bricks Located at Kaliyur at Survey No VILLAGE: Kaliyur, TALUKA - T. Narasipura, DIST: MysoredevakiNo ratings yet
- Module 1 (Ce 361 - Advanced Concrete Technology)Document43 pagesModule 1 (Ce 361 - Advanced Concrete Technology)Rahul patilNo ratings yet
- Chapter - IDocument15 pagesChapter - Ivastrralayaa thiruverkaduNo ratings yet
- Aggregates in ConcreteDocument16 pagesAggregates in Concretevinaykrishna123No ratings yet
- Mix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodDocument11 pagesMix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodPtpgStucNo ratings yet
- 7 Industrial Concrete Mixers Key Advantages and Also ApplicationstrhbxDocument4 pages7 Industrial Concrete Mixers Key Advantages and Also Applicationstrhbxcurveactor12No ratings yet
- Modern Soil Stabilization TechniquesDocument25 pagesModern Soil Stabilization TechniquesSagar Jha100% (3)
- Shotcrete Org UniteDocument16 pagesShotcrete Org UnitesandeepNo ratings yet
- In Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteDocument9 pagesIn Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteA M Yasin ArmanNo ratings yet
- Rheology of Concrete - Critical Review, Recent Advancements, and Future ProspectivesDocument19 pagesRheology of Concrete - Critical Review, Recent Advancements, and Future ProspectivesPablo Augusto Dos Santos RochaNo ratings yet
- Transportation of ConcreteDocument12 pagesTransportation of Concretesagar devidas khot100% (3)
- Evaluation of Mechanical Properties of Self Compacting Concrete With Manufactured Sand and Fly AshDocument10 pagesEvaluation of Mechanical Properties of Self Compacting Concrete With Manufactured Sand and Fly AshIAEME PublicationNo ratings yet
- Laboratory No. 11 Laboratory Concrete Mix ProportioningDocument7 pagesLaboratory No. 11 Laboratory Concrete Mix ProportioningPhoebe Imee ThomasNo ratings yet
- Experimental Investigation of Paver Blocks With Se-1Document8 pagesExperimental Investigation of Paver Blocks With Se-1Ganapathyramasamy NNo ratings yet
- Chapter Two: 2.0 Literature ReviewDocument11 pagesChapter Two: 2.0 Literature ReviewEid Hassan IbrahimNo ratings yet
- Concrete-Block Manufacture - Processes and MachinesFrom EverandConcrete-Block Manufacture - Processes and MachinesRating: 5 out of 5 stars5/5 (1)
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Building With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsDocument15 pagesBuilding With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsSANI SULEIMANNo ratings yet
- Fundamentals of Drafting - Orthographic Projection With Sectional ViewsDocument11 pagesFundamentals of Drafting - Orthographic Projection With Sectional ViewsSANI SULEIMANNo ratings yet
- Particle Size Distribution Sieve Analysis Lab ReportDocument2 pagesParticle Size Distribution Sieve Analysis Lab ReportSANI SULEIMANNo ratings yet
- Attachment D1 171122 Mackworth Island Case StudyDocument4 pagesAttachment D1 171122 Mackworth Island Case StudySANI SULEIMANNo ratings yet
- DattaDocument23 pagesDattaClassic11No ratings yet
- Transporting of ConcreteDocument5 pagesTransporting of ConcreteSreenath TalankiNo ratings yet
- Complementary Tracer Tests - SWIW, CEC and Multi-Hole Reciprocal Cross Flow Tests at The TRUE-1 SiteDocument108 pagesComplementary Tracer Tests - SWIW, CEC and Multi-Hole Reciprocal Cross Flow Tests at The TRUE-1 SiteSANI SULEIMANNo ratings yet
- Transporting of ConcreteDocument5 pagesTransporting of ConcreteSreenath TalankiNo ratings yet
- Transporting of ConcreteDocument5 pagesTransporting of ConcreteSreenath TalankiNo ratings yet
- Fundamentals of Drafting - Orthographic Projection With Sectional ViewsDocument11 pagesFundamentals of Drafting - Orthographic Projection With Sectional ViewsSANI SULEIMANNo ratings yet
- Tunnel Site Investigations and Geologic Factors Affecting Mechanical Excavation MethodsDocument8 pagesTunnel Site Investigations and Geologic Factors Affecting Mechanical Excavation MethodsSANI SULEIMANNo ratings yet
- Particle Size Distribution Sieve Analysis Lab ReportDocument2 pagesParticle Size Distribution Sieve Analysis Lab ReportSANI SULEIMAN0% (1)
- Fundamentals of Drafting - Orthographic Projection With Sectional ViewsDocument11 pagesFundamentals of Drafting - Orthographic Projection With Sectional ViewsSANI SULEIMANNo ratings yet
- Civil Engineering PDFDocument1 pageCivil Engineering PDFjacob waviNo ratings yet
- Soil Survey Standard Test Method Soil Moisture Content: Department of Sustainable Natural ResourcesDocument5 pagesSoil Survey Standard Test Method Soil Moisture Content: Department of Sustainable Natural ResourcesKhairunniza Azizi KarimNo ratings yet
- Concrete Properties SlidesDocument10 pagesConcrete Properties Slideslu190765No ratings yet
- Tendering Procedures & It's Attendant ChallengesDocument32 pagesTendering Procedures & It's Attendant ChallengesSANI SULEIMANNo ratings yet
- 04 FAO - Drilling Instruction HandbookDocument49 pages04 FAO - Drilling Instruction HandbookMVM62No ratings yet
- Definitive Drainage GuideDocument14 pagesDefinitive Drainage Guidejoseluis789No ratings yet
- Tendering Procedures & It's Attendant ChallengesDocument32 pagesTendering Procedures & It's Attendant ChallengesSANI SULEIMANNo ratings yet
- Earth As A Material For Construction of Modern Houses: Facta UniversitatisDocument14 pagesEarth As A Material For Construction of Modern Houses: Facta UniversitatisSANI SULEIMANNo ratings yet
- Chap10 Batching, Mixing, Transporting and Handling ConcreteDocument11 pagesChap10 Batching, Mixing, Transporting and Handling ConcreteCyrus Hong100% (2)
- TUNNELSDocument39 pagesTUNNELSSANI SULEIMANNo ratings yet
- Moisture Determination of Soil PDFDocument7 pagesMoisture Determination of Soil PDFMaterials Engineering ConsultantsNo ratings yet
- Particle Size Distribution Sieve Analysis Lab ReportDocument2 pagesParticle Size Distribution Sieve Analysis Lab ReportSANI SULEIMANNo ratings yet
- Complementary Tracer Tests - SWIW, CEC and Multi-Hole Reciprocal Cross Flow Tests at The TRUE-1 SiteDocument108 pagesComplementary Tracer Tests - SWIW, CEC and Multi-Hole Reciprocal Cross Flow Tests at The TRUE-1 SiteSANI SULEIMANNo ratings yet
- Untitled InstallDocument11 pagesUntitled InstalltestNo ratings yet
- B221Document13 pagesB221Pradeep SureshNo ratings yet
- Root Cause Analysis: Maintenance Standard ReportDocument4 pagesRoot Cause Analysis: Maintenance Standard ReportShahNo ratings yet
- Controls and Events in Visual BasicDocument28 pagesControls and Events in Visual BasicZack QuinnNo ratings yet
- Autofrettage in Pressure VesselsDocument28 pagesAutofrettage in Pressure Vesselssran1986No ratings yet
- Kia Industrial SectorDocument1 pageKia Industrial SectorvgvpplNo ratings yet
- Instructions: Read One of The Three Articles and Accomplish The Metacognitive Reading ReportDocument2 pagesInstructions: Read One of The Three Articles and Accomplish The Metacognitive Reading ReportJudence LopezNo ratings yet
- Important Concepts and Formulas - ProbabilityDocument2 pagesImportant Concepts and Formulas - ProbabilityhareshtankNo ratings yet
- Flutter Introduction and Dummy App WorkshopDocument27 pagesFlutter Introduction and Dummy App WorkshopubdNo ratings yet
- Workshop (03W 2205)Document152 pagesWorkshop (03W 2205)Евгений Губарев0% (2)
- Reading Skills - IIDocument37 pagesReading Skills - IIits me RaviNo ratings yet
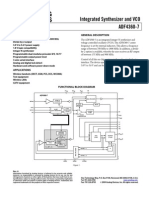
- Adf4360 7Document28 pagesAdf4360 7arulselvambeNo ratings yet
- 2G-3G-LTE - Priority Based Cell Reselection Strategy - 05012016Document12 pages2G-3G-LTE - Priority Based Cell Reselection Strategy - 05012016saifEEE010% (1)
- GTM Unix Prog Manual 4.4Document605 pagesGTM Unix Prog Manual 4.4maxedroomNo ratings yet
- Supp CDocument65 pagesSupp CHoNestLiArNo ratings yet
- Advanced Voice Recognition Systems v. AppleDocument15 pagesAdvanced Voice Recognition Systems v. AppleMacRumors0% (1)
- Automated BoreWelders make bore welding easierDocument1 pageAutomated BoreWelders make bore welding easierGeovanny SanjuanNo ratings yet
- Ecs Es10isx 15bfp8-010100 Rev+aDocument34 pagesEcs Es10isx 15bfp8-010100 Rev+aCarlosAldereteNo ratings yet
- Parallax HB 25 Motor Controller White PaperDocument3 pagesParallax HB 25 Motor Controller White Paperapi-281185856No ratings yet
- SID-CPD-03 Rev 02 Self DirectedDocument2 pagesSID-CPD-03 Rev 02 Self DirectedJeff Tingin MarceloNo ratings yet
- PL 660 ManualDocument27 pagesPL 660 ManualSpeedyGonsalesNo ratings yet
- On-site high voltage diagnostic tests improve power transformer reliabilityDocument9 pagesOn-site high voltage diagnostic tests improve power transformer reliabilityDante FilhoNo ratings yet
- Sony kdl-65w855c Chassis gn1g SM PDFDocument66 pagesSony kdl-65w855c Chassis gn1g SM PDFCarlos CastroNo ratings yet
- Engine Block Manufacturing ProcessDocument5 pagesEngine Block Manufacturing ProcessDavid U. AnyegwuNo ratings yet
- Catalogue Standard Air Handling Units Blauair PDFDocument24 pagesCatalogue Standard Air Handling Units Blauair PDFIonut CatalinNo ratings yet
- Cache file structure and contentsDocument1 pageCache file structure and contentsHiruksha Yajeewa100% (1)
- Difference Betweew Celeron and PentiumDocument3 pagesDifference Betweew Celeron and PentiumAkash RuhilNo ratings yet
- PDFDocument1 pagePDFsilpaNo ratings yet
- Axe Bow Concept - Gelling 2005Document44 pagesAxe Bow Concept - Gelling 2005haujesNo ratings yet
- Magazine Umbraco Estate Agent Website TutorialDocument10 pagesMagazine Umbraco Estate Agent Website TutorialWarren Buckley100% (1)