You might also like
- Concrete in Highway Engineering: International Series of Monographs in Civil EngineeringFrom EverandConcrete in Highway Engineering: International Series of Monographs in Civil EngineeringRating: 4 out of 5 stars4/5 (5)
- Transportation of ConcreteDocument12 pagesTransportation of Concretesagar devidas khot100% (3)
- Transportation 2 Concrete 1Document7 pagesTransportation 2 Concrete 1Erick ochiengNo ratings yet
- 11 Best Methods For Transportation of ConcreteDocument7 pages11 Best Methods For Transportation of ConcreteM Shahid0% (1)
- Concrete Technology - Reading Material - Units 4Document21 pagesConcrete Technology - Reading Material - Units 4s200708 KAMATHAM KEERTHINo ratings yet
- Transporting, Deposition, Curing and Finishing of ConcreteDocument29 pagesTransporting, Deposition, Curing and Finishing of ConcreteSathish SelvaNo ratings yet
- Concrete - Transporting & PlacingDocument5 pagesConcrete - Transporting & Placingdevil destroyerNo ratings yet
- Chapter 2Document16 pagesChapter 2Kandasamy AsohanNo ratings yet
- Working With ConcreteDocument6 pagesWorking With ConcreteEng. victor kamau NjeriNo ratings yet
- Methods of Transportation of Concrete - Dumpers, Trucks, Belt Conveyors, Monorail, TremieDocument3 pagesMethods of Transportation of Concrete - Dumpers, Trucks, Belt Conveyors, Monorail, TremieSRPC CIVILNo ratings yet
- Lecture 06 Pumped Sprayed-1Document8 pagesLecture 06 Pumped Sprayed-1Zaid HabibuNo ratings yet
- Pavement and Materials Design Manual 1999 - CHAPTER 8Document12 pagesPavement and Materials Design Manual 1999 - CHAPTER 8Kisali Sarakikya100% (2)
- Concrete: Various Terms Used / Steps For Concreting Operation A) BatchingDocument5 pagesConcrete: Various Terms Used / Steps For Concreting Operation A) BatchingDARK KnightNo ratings yet
- Construction Details and Guide Specifications For Interlocking Concrete PavementDocument16 pagesConstruction Details and Guide Specifications For Interlocking Concrete PavementKervin SysingNo ratings yet
- Concrete NotesDocument4 pagesConcrete NotesdaleemaNo ratings yet
- Sub Con Unit 2 NotesDocument15 pagesSub Con Unit 2 NotesDarshan KrishnaNo ratings yet
- Self Compacted ConcreteDocument4 pagesSelf Compacted ConcretedeliaNo ratings yet
- Hal 9-12Document3 pagesHal 9-12Mayang DhisyacitraNo ratings yet
- Geotextile Separation Design GuideDocument28 pagesGeotextile Separation Design GuideHanumantha Rao BNo ratings yet
- RMC Batching PlantDocument20 pagesRMC Batching Plantaditishah20392No ratings yet
- An Overview On Bored Cast in Situ ConcreDocument12 pagesAn Overview On Bored Cast in Situ ConcreElric TambilawanNo ratings yet
- Transporting ConcreteDocument6 pagesTransporting ConcreteKamran AliNo ratings yet
- Construction and Materials Manual: 3.50.1 GENERALDocument3 pagesConstruction and Materials Manual: 3.50.1 GENERALSantanu GhoshNo ratings yet
- Comparative Study Between Flexible and Rigid Pavement: Fariha Azad Anika 1018042305Document7 pagesComparative Study Between Flexible and Rigid Pavement: Fariha Azad Anika 1018042305Fariha AzadNo ratings yet
- Casting of ConcreteDocument3 pagesCasting of ConcreteoliverNo ratings yet
- Cover Page Only 1Document15 pagesCover Page Only 1Zelalem TeshomeNo ratings yet
- Mix Design and Pumped ConcreteDocument13 pagesMix Design and Pumped ConcreteLimbu Niwa Lawahang100% (1)
- Site Visit Full ReportDocument34 pagesSite Visit Full ReportNinie Azrin100% (2)
- Ce2071 - Repair and Rehablitation of Structures (For Viii - Semester)Document15 pagesCe2071 - Repair and Rehablitation of Structures (For Viii - Semester)Abera MamoNo ratings yet
- Concrete Transportation and PlacementDocument35 pagesConcrete Transportation and PlacementAnonymous UebIaD8A8CNo ratings yet
- Construction of Pervious PavementDocument6 pagesConstruction of Pervious PavementJessa Dynn Agraviador VelardeNo ratings yet
- 5 Hydromechanical - Method - of - Soil - CompactionDocument8 pages5 Hydromechanical - Method - of - Soil - CompactionLiv CBNo ratings yet
- Concrete ConstructionDocument15 pagesConcrete ConstructioncaballerolangNo ratings yet
- Conc - Tech Lec-3 (Copy)Document35 pagesConc - Tech Lec-3 (Copy)kassawNo ratings yet
- 3a - Concreting Operation 1. Concrete LiftingDocument8 pages3a - Concreting Operation 1. Concrete LiftingLee Tin YanNo ratings yet
- Concrete Technologypart 1Document8 pagesConcrete Technologypart 1Marmik JavareNo ratings yet
- Unit 528 Concrete Design Task 2Document14 pagesUnit 528 Concrete Design Task 2Shine AungNo ratings yet
- Topic: Concrete at Early AgeDocument33 pagesTopic: Concrete at Early AgechristianNo ratings yet
- RCC DamsDocument26 pagesRCC DamsPeeyush Kumar100% (1)
- Concrete PavementDocument7 pagesConcrete PavementBori GeorgeNo ratings yet
- Cell Filled Concrete PavementDocument13 pagesCell Filled Concrete PavementSnehalata ToneNo ratings yet
- Mix Design For Pumped Concrete With PPC, OPC, OPC FlyashDocument8 pagesMix Design For Pumped Concrete With PPC, OPC, OPC FlyashSandeep AggarwalNo ratings yet
- Presentation On Road Construction Step by StepDocument21 pagesPresentation On Road Construction Step by StepJaki Kali100% (1)
- BackfillDocument10 pagesBackfilldanielNo ratings yet
- Special Foundation Works - CursDocument149 pagesSpecial Foundation Works - CursCarina PopescuNo ratings yet
- Chapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Document30 pagesChapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Frederick AgliamNo ratings yet
- Analysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniDocument5 pagesAnalysis and Design of Rigid Pavement: A Review: Ravpreet Singh Ahsan RabbaniveereshNo ratings yet
- Underwater Concreting With Rescon TDocument12 pagesUnderwater Concreting With Rescon TPrateek JainNo ratings yet
- Underwater Concret inDocument11 pagesUnderwater Concret inPavan GajulaNo ratings yet
- Civil Engineering Interview Questions and Answers - Part 4 PDFDocument2 pagesCivil Engineering Interview Questions and Answers - Part 4 PDFSiva2sankarNo ratings yet
- White ToppingDocument7 pagesWhite ToppingMuhamMed UvaiZe0% (1)
- Pavement and Materials Design Manual 1999 - Chapter 3Document6 pagesPavement and Materials Design Manual 1999 - Chapter 3Kisali SarakikyaNo ratings yet
- Concrete Pouring Under WaterDocument9 pagesConcrete Pouring Under Waterleland macasinagNo ratings yet
- ACPA City Street Pavement DesignDocument8 pagesACPA City Street Pavement DesignFelipe Fernández100% (1)
- Barrettes Construction in Soft ClayDocument6 pagesBarrettes Construction in Soft ClayShahab KhaledNo ratings yet
- Construction Procedures of Slip-Form PavementDocument5 pagesConstruction Procedures of Slip-Form PavementSerdarNo ratings yet
- Uttar Pradesh Public Works Department Varanasi: Presentation On Summer TrainingDocument40 pagesUttar Pradesh Public Works Department Varanasi: Presentation On Summer TrainingEng mohammadNo ratings yet
- Concreting Underwater - Compressed PDFDocument15 pagesConcreting Underwater - Compressed PDFIndigo CupcakeNo ratings yet
- UNIT-1-Concrete (BCE & BT-204)Document21 pagesUNIT-1-Concrete (BCE & BT-204)Vikash SinghNo ratings yet
- CE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidDocument19 pagesCE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidPeraka Naga Siva Pavani ce18e013No ratings yet
- CE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidDocument17 pagesCE2102: Construction Materials & Introduction To Design: Rgu Iiit NuzvidPeraka Naga Siva Pavani ce18e013No ratings yet
- CE2102: Construction Materials & Introduction To Design: Page 0 of 14Document14 pagesCE2102: Construction Materials & Introduction To Design: Page 0 of 14Peraka Naga Siva Pavani ce18e013No ratings yet
- BPD - Unit IDocument33 pagesBPD - Unit IPeraka Naga Siva Pavani ce18e013No ratings yet
- BPD - Unit IIDocument38 pagesBPD - Unit IIPeraka Naga Siva Pavani ce18e013No ratings yet
- OMHEC Competence and Skills Requirements For An Enterprise of Competence (EOC) of Offshore CranesDocument22 pagesOMHEC Competence and Skills Requirements For An Enterprise of Competence (EOC) of Offshore CranesLasse WelleNo ratings yet
- 560-1 Load ChartDocument12 pages560-1 Load Chartjmsmech0% (1)
- Petroleum Development Oman: Lift Plan For Lifting OperationDocument7 pagesPetroleum Development Oman: Lift Plan For Lifting OperationVuthpalachaitanya KrishnaNo ratings yet
- Mobile Crane SafetyDocument3 pagesMobile Crane SafetyAnonymous LFgO4WbIDNo ratings yet
- Din 15019-1Document6 pagesDin 15019-1Reda El-Awady0% (1)
- Final Catalogue 2023 Jay AgenciezDocument36 pagesFinal Catalogue 2023 Jay AgenciezEmmanuel KATAYNo ratings yet
- Ali Haider Awan: Lifting InspectorDocument2 pagesAli Haider Awan: Lifting InspectorTeam SpiderNo ratings yet
- Deck Machinery BrochureDocument28 pagesDeck Machinery BrochureCamelia GabrielaNo ratings yet
- ABACUS High Mast Data SheetDocument74 pagesABACUS High Mast Data Sheetiask5275No ratings yet
- HMI Hoist Inspection and Maintenance PDFDocument81 pagesHMI Hoist Inspection and Maintenance PDFStiven PeñaNo ratings yet
- Static CraneDocument3 pagesStatic CraneAfiq AimanNo ratings yet
- Fassmer Freefall - Lifeboat Type CFL (-T) 49 ManualDocument55 pagesFassmer Freefall - Lifeboat Type CFL (-T) 49 Manualkayhan aytugNo ratings yet
- RT70E Manual de MantenimientoDocument133 pagesRT70E Manual de MantenimientoGustavo RodriguezNo ratings yet
- 2018 Product CatalogDocument23 pages2018 Product CatalogKien Trung NguyenNo ratings yet
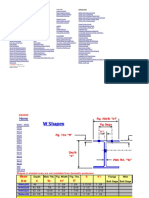
- Steel BookDocument473 pagesSteel BookAndreu Zizou Andolini ZidaneNo ratings yet
- How To Calculate SWL Lifting Points - SciencingDocument2 pagesHow To Calculate SWL Lifting Points - SciencingyogihardNo ratings yet
- Mechane DossierDocument16 pagesMechane DossierBRIDGESCALEDNo ratings yet
- Liebherr India BrochureDocument36 pagesLiebherr India BrochureBruceHowardNo ratings yet
- Tele HandlerDocument18 pagesTele HandlerOmosigho OsaroNo ratings yet
- 200 20 Mo SPC 0003 - D1Document23 pages200 20 Mo SPC 0003 - D1Nishant GuptaNo ratings yet
- 1 Product Guide PDFDocument24 pages1 Product Guide PDFMelyssa MottaNo ratings yet
- SL25 Atlas Scissor Lift ManualDocument34 pagesSL25 Atlas Scissor Lift ManualBảo Toàn LêNo ratings yet
- Standard Operating ProceduresDocument8 pagesStandard Operating ProceduresPoer Wandi0% (1)
- International Standards Compared To ASME B30 May 2014Document26 pagesInternational Standards Compared To ASME B30 May 2014dsnsarmaNo ratings yet
- Kato NK 550vrDocument5 pagesKato NK 550vrMohamad Aditya Citra NugrahaNo ratings yet
- PEBSL Product CatalogueDocument16 pagesPEBSL Product CatalogueVasanthakumarNo ratings yet
- Is 875 2 1987Document22 pagesIs 875 2 1987VirendraNo ratings yet
- Crane BeamDocument8 pagesCrane BeamastorNo ratings yet
- Hauling EquipmentsDocument4 pagesHauling EquipmentsThushar PrakashNo ratings yet
- Operations and Maintenance Manual SCT 35 10-17SDocument22 pagesOperations and Maintenance Manual SCT 35 10-17SIgor Grytsenko100% (1)