You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ethiopian Geology 2&3 2015Document51 pagesEthiopian Geology 2&3 2015amanuel buzunaNo ratings yet
- 106資優特訓班Document96 pages106資優特訓班utaNo ratings yet
- Modern Guide To Plo ExtractDocument24 pagesModern Guide To Plo ExtractSteve ToddNo ratings yet
- Aras Jung Curriculum IndividualDocument72 pagesAras Jung Curriculum IndividualdianavaleriaalvarezNo ratings yet
- RSLogix 5000 Report(s) 120511Document74 pagesRSLogix 5000 Report(s) 120511Renji JacobNo ratings yet
- Vector VII 104-561kVA User Manual 6.6.1Document165 pagesVector VII 104-561kVA User Manual 6.6.1juliocanel2009100% (3)
- Uncle Sam Parking Garage Condition Assessment ReportDocument96 pagesUncle Sam Parking Garage Condition Assessment ReportWNYT NewsChannel 13No ratings yet
- Les Lac Inset Monitoring FormDocument57 pagesLes Lac Inset Monitoring FormKim Sang AhNo ratings yet
- Steam Turbine and Condenser Lab Report FullDocument2 pagesSteam Turbine and Condenser Lab Report FullJoshua Reynolds0% (3)
- Iso 3675 en PDFDocument6 pagesIso 3675 en PDFGery Arturo Perez AltamarNo ratings yet
- 2018Document40 pages2018zobeidi sajed100% (1)
- Surface & Coatings Technology: Mohammad Narimani, Behnam Lot Fi, Zohreh SadeghianDocument10 pagesSurface & Coatings Technology: Mohammad Narimani, Behnam Lot Fi, Zohreh Sadeghianzobeidi sajedNo ratings yet
- ﻲﺤﻄﺳ ﺖﻳزﻮﭙﻣﺎﻛ ﻮﻧﺎﻧ صاﻮﺧ ﻲﺳرﺮﺑ و ﺪﻴﻟﻮﺗ ﻴﻨﻴﻣﻮﻟآ ﻮ م / ﻨﺑﺮﻛ ﻪﻟﻮﻟﻮﻧﺎﻧ ﻲ (Al-CNT) ﻲﻛﺎﻜﻄﺻا ﺪﻨﻳآﺮﻓ ﺎﺑ هﺪﺷ ﺪﻴﻟﻮﺗ - ﻲﺷﺎﺸﺘﻏاDocument12 pagesﻲﺤﻄﺳ ﺖﻳزﻮﭙﻣﺎﻛ ﻮﻧﺎﻧ صاﻮﺧ ﻲﺳرﺮﺑ و ﺪﻴﻟﻮﺗ ﻴﻨﻴﻣﻮﻟآ ﻮ م / ﻨﺑﺮﻛ ﻪﻟﻮﻟﻮﻧﺎﻧ ﻲ (Al-CNT) ﻲﻛﺎﻜﻄﺻا ﺪﻨﻳآﺮﻓ ﺎﺑ هﺪﺷ ﺪﻴﻟﻮﺗ - ﻲﺷﺎﺸﺘﻏاzobeidi sajedNo ratings yet
- Effects of Friction Stir Processing Parameters and in Situ Passes On Microstructure and Tensile Properties of Al-Si-Mg CastingDocument14 pagesEffects of Friction Stir Processing Parameters and in Situ Passes On Microstructure and Tensile Properties of Al-Si-Mg Castingzobeidi sajedNo ratings yet
- Mme 114841412109000Document6 pagesMme 114841412109000zobeidi sajedNo ratings yet
- In Situ Al Al3TiDocument9 pagesIn Situ Al Al3Tizobeidi sajedNo ratings yet
- Question Bank 1st UnitDocument2 pagesQuestion Bank 1st UnitAlapati RajasekharNo ratings yet
- IMPRSDocument11 pagesIMPRSridho kusumaNo ratings yet
- Barometric Pressure Sensor AB 60 / AB 100 S31100 / S31200Document3 pagesBarometric Pressure Sensor AB 60 / AB 100 S31100 / S31200IsmaelanayaNo ratings yet
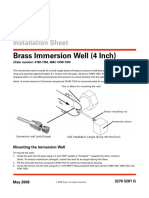
- Brass Immersion Well (4 Inch) : Installation SheetDocument2 pagesBrass Immersion Well (4 Inch) : Installation SheetKim Nicolas SaikiNo ratings yet
- Opposite Integers1Document2 pagesOpposite Integers1Hapsari C. Hanandya NannaNo ratings yet
- Obermeier1985 - Thermal Conductivity, Density, Viscosity, and Prandtl-Numbers of Di - and Tri Ethylene GlycolDocument5 pagesObermeier1985 - Thermal Conductivity, Density, Viscosity, and Prandtl-Numbers of Di - and Tri Ethylene GlycolNgoVietCuongNo ratings yet
- Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of The Guarded-Hot-Plate ApparatusDocument23 pagesSteady-State Heat Flux Measurements and Thermal Transmission Properties by Means of The Guarded-Hot-Plate ApparatusMina RemonNo ratings yet
- Enhancement of Agricultural Stakeholders by Using Android ApplicationDocument5 pagesEnhancement of Agricultural Stakeholders by Using Android ApplicationVIVA-TECH IJRINo ratings yet
- Load Tracing PDFDocument19 pagesLoad Tracing PDFAngelique StewartNo ratings yet
- Omni Bas Outdoor Product CatalogDocument70 pagesOmni Bas Outdoor Product CatalogVladislav GordeevNo ratings yet
- MontecarloDocument44 pagesMontecarloAnand Krishna GhattyNo ratings yet
- Minatitlan COMPLETE SCOPE - Control ValvesDocument43 pagesMinatitlan COMPLETE SCOPE - Control ValvesErnesto VazquezNo ratings yet
- Phonological Translation in Translation Texts Download TableDocument1 pagePhonological Translation in Translation Texts Download Tablelinl04023No ratings yet
- Hi Fi Audio Tone Control Circuit Using Low Noise TransistorsDocument8 pagesHi Fi Audio Tone Control Circuit Using Low Noise TransistorsMuhammad YousafNo ratings yet
- Electrolytic Manganese Dioxide White PaperDocument9 pagesElectrolytic Manganese Dioxide White PaperPSahuNo ratings yet
- Contoh Implementasi QMSDocument8 pagesContoh Implementasi QMSIINNo ratings yet
- Summary Buku Introduction To Management - John SchermerhornDocument5 pagesSummary Buku Introduction To Management - John SchermerhornElyana BiringNo ratings yet
- lmp91000 PDFDocument31 pageslmp91000 PDFJoão CostaNo ratings yet
- Honeywell S4565 CVI Ignition ControlDocument66 pagesHoneywell S4565 CVI Ignition ControlcarlosNo ratings yet
- Or Or: Correlation Between Carbon Residue and Molecular WeightDocument4 pagesOr Or: Correlation Between Carbon Residue and Molecular WeightNiranjana Murthy PNo ratings yet