You might also like
- OISD Standard for Inspection and Maintenance of Mechanical SealsDocument14 pagesOISD Standard for Inspection and Maintenance of Mechanical SealsHamza Bin MasoodNo ratings yet
- STD 135Document26 pagesSTD 135Mathan Selva Kumar ANo ratings yet
- OISD STD 138 Safety Cross Country Pipeline OnshoreDocument14 pagesOISD STD 138 Safety Cross Country Pipeline OnshoreNarendrasinhNo ratings yet
- Recommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)Document35 pagesRecommended Practices ON Static Electricity: OISD-110 OISD - 110 (Rev.1)manuppm100% (1)
- Oisd STD 127 PDFDocument20 pagesOisd STD 127 PDFAlvin Smith100% (1)
- OISD Standard for Inspection of PumpsDocument18 pagesOISD Standard for Inspection of PumpsNanu Patel100% (1)
- Inspection of Compressors: OISD-120 Amended EditionDocument20 pagesInspection of Compressors: OISD-120 Amended EditionNanu PatelNo ratings yet
- Inspection of Fans, Blowers, Gear Boxes & Agitators: Amended EditionDocument14 pagesInspection of Fans, Blowers, Gear Boxes & Agitators: Amended EditionJoydev GangulyNo ratings yet
- Safe Storage and Dispensing of Fuels at Petrol StationsDocument42 pagesSafe Storage and Dispensing of Fuels at Petrol StationsGyan KumarNo ratings yet
- Oisd STD 127Document23 pagesOisd STD 127Priyank SutariyaNo ratings yet
- OISD GDN-203 Guide on Operation, Maintenance and Inspection of Hoisting EquipmentDocument9 pagesOISD GDN-203 Guide on Operation, Maintenance and Inspection of Hoisting EquipmentRajesh Suthar100% (1)
- OISD RP-124 Predictive Maintenance Practices GuideDocument22 pagesOISD RP-124 Predictive Maintenance Practices GuideNanu PatelNo ratings yet
- Oisd RP 126Document17 pagesOisd RP 126ajayNo ratings yet
- Oisd 161Document20 pagesOisd 161Arvind BharadwajNo ratings yet
- Application Format For Seeking Certified CopiesDocument1 pageApplication Format For Seeking Certified CopiessinghcybercafeNo ratings yet
- STD 163Document31 pagesSTD 163ArivazhaganNo ratings yet
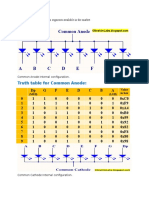
- Truth Table For Common AnodeDocument3 pagesTruth Table For Common AnodeSisay ADNo ratings yet
- STD 116Document58 pagesSTD 116Tuan Phan Nguyen100% (2)
- 16 Petroleum and Natural Gas 24Document116 pages16 Petroleum and Natural Gas 24Vikas AnshuNo ratings yet
- Oisd 134Document37 pagesOisd 134skgbondNo ratings yet
- OISD Standard for Inspection of Petroleum Storage TanksDocument59 pagesOISD Standard for Inspection of Petroleum Storage Tanksdipeshguha12367% (6)
- Recommended Practices ON Static Electricity: I OISD - 110 Amended EditionDocument34 pagesRecommended Practices ON Static Electricity: I OISD - 110 Amended EditionGulbarga DepotNo ratings yet
- Oisd RP 167 PDFDocument28 pagesOisd RP 167 PDFgirishhodlur100% (1)
- Tank TruckDocument80 pagesTank Truckjacobpm2010No ratings yet
- Oisd 161Document37 pagesOisd 161poojaupesNo ratings yet
- OISD Standard for Fire Protection Facilities in Oil RefineriesDocument56 pagesOISD Standard for Fire Protection Facilities in Oil RefineriesManish Patil100% (4)
- OISD STD 2015 OISD STD 132 Pressure Relieving DevicesDocument60 pagesOISD STD 2015 OISD STD 132 Pressure Relieving DevicesÏÂm ÂvïRâjNo ratings yet
- Work Permit System Standard RevisionDocument27 pagesWork Permit System Standard Revisionakv9005100% (1)
- For Restricted Circulation Only: Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsDocument26 pagesFor Restricted Circulation Only: Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsPandhu Arief Lakshana0% (1)
- Oisd STD 120Document35 pagesOisd STD 120Seresdfrt50% (2)
- Fas 13Document6 pagesFas 13LPG Equipment Consulting and ServicesNo ratings yet
- GDN 197Document21 pagesGDN 197Arvind BharadwajNo ratings yet
- IS2808 Storage Tank Capacity TablesDocument28 pagesIS2808 Storage Tank Capacity TablesKatie RamirezNo ratings yet
- ONGC Uran Plant Performance & OperationsDocument70 pagesONGC Uran Plant Performance & OperationsHari KCNo ratings yet
- Oisd 236Document34 pagesOisd 236Anoop Prajapati100% (1)
- STD 128 PDFDocument47 pagesSTD 128 PDFsanchitaNo ratings yet
- Oisd 226Document76 pagesOisd 226prasoon pathakNo ratings yet
- STD 157Document33 pagesSTD 157tahir khanNo ratings yet
- Dos and Donts For Pol Tank Truck Unloading at Customer'S PremisesDocument1 pageDos and Donts For Pol Tank Truck Unloading at Customer'S PremisesAkshay SuryawanshiNo ratings yet
- Oisd STD 113Document45 pagesOisd STD 113Mathavaraj Dharmaraj100% (1)
- SOP-017-Testing of Specific Gravity of CondensateDocument9 pagesSOP-017-Testing of Specific Gravity of CondensateAmnaKamranNo ratings yet
- OISD Rotary Equipment StandardDocument13 pagesOISD Rotary Equipment StandardSeresdfrt100% (1)
- OISD 166 GuidelinesDocument50 pagesOISD 166 GuidelinesPinjala AnoopNo ratings yet
- SD STD 153 Safety InstrumentationDocument34 pagesSD STD 153 Safety InstrumentationJazielNo ratings yet
- Methods of Test For Petroleum and Its Products: Indian StandardDocument28 pagesMethods of Test For Petroleum and Its Products: Indian StandardNivedhitha JananiNo ratings yet
- Astm D 91 - 02Document3 pagesAstm D 91 - 02Edwin RamirezNo ratings yet
- OISD 130 Piping Inspection StandardDocument25 pagesOISD 130 Piping Inspection StandardNanu PatelNo ratings yet
- Hsse and Pipe Check ListDocument6 pagesHsse and Pipe Check ListSandip PalNo ratings yet
- 6946-6-77-0005 Rev1Document24 pages6946-6-77-0005 Rev1Karthick VenkatswamyNo ratings yet
- The Influence of Leadership and Organizational Commitment On Employee Performance Through Working Disciplines As Intervening VariablesDocument22 pagesThe Influence of Leadership and Organizational Commitment On Employee Performance Through Working Disciplines As Intervening VariablesHendra SaputraNo ratings yet
- IS 6932 Part 11-1983Document7 pagesIS 6932 Part 11-1983Vijay Reddy MullapudiNo ratings yet
- Oisd STD 153Document34 pagesOisd STD 153Anonymous i3lI9M100% (3)
- Oisd STD 170Document26 pagesOisd STD 170Nanu PatelNo ratings yet
- OISD Standard for Selection, Operation, Inspection and Maintenance of Diesel EnginesDocument20 pagesOISD Standard for Selection, Operation, Inspection and Maintenance of Diesel EnginesRjeevNo ratings yet
- Std-119 Selection, Operation & Maintance of PumpsDocument23 pagesStd-119 Selection, Operation & Maintance of PumpsRohit YadavNo ratings yet
- Maintenanceof DG OISD STD 127 PDFDocument20 pagesMaintenanceof DG OISD STD 127 PDFSanath KumarNo ratings yet
- RP 124Document15 pagesRP 124Vasant Kumar VarmaNo ratings yet
- RP 122Document14 pagesRP 122Niraj Srivastava100% (1)
- OISD Standard for Inspection of Fired HeatersDocument38 pagesOISD Standard for Inspection of Fired HeatersVipin NairNo ratings yet
- Std-203-Operation and Maintenance of Hoisting EquipmentDocument18 pagesStd-203-Operation and Maintenance of Hoisting EquipmentamitNo ratings yet
- Torrent Surat Store 3rd Supply PVC Pipe Dashrath (R 5-Dec-2018)Document1 pageTorrent Surat Store 3rd Supply PVC Pipe Dashrath (R 5-Dec-2018)Nanu PatelNo ratings yet
- Gujsail AMC 5th RA by Kishor (R 28-May-19)Document1 pageGujsail AMC 5th RA by Kishor (R 28-May-19)Nanu PatelNo ratings yet
- Bhubaneswar EPF + ESI Reimburse 10thDocument1 pageBhubaneswar EPF + ESI Reimburse 10thNanu PatelNo ratings yet
- (MoP-12) - Surat Airport AMC 1st RA (R 15-June-2019)Document1 page(MoP-12) - Surat Airport AMC 1st RA (R 15-June-2019)Nanu PatelNo ratings yet
- Udaipur Airport AMC Sliding Door 7th RA (R 7-Jun-2019)Document1 pageUdaipur Airport AMC Sliding Door 7th RA (R 7-Jun-2019)Nanu PatelNo ratings yet
- Gujsail AMC 1st Month of 03 Months Extention by Kishor R (2-8-18)Document1 pageGujsail AMC 1st Month of 03 Months Extention by Kishor R (2-8-18)Nanu PatelNo ratings yet
- 532-18-19. GST Lilabari Airport AMC 1st RA (R 3-June-19)Document1 page532-18-19. GST Lilabari Airport AMC 1st RA (R 3-June-19)Nanu PatelNo ratings yet
- Guwahati Airport AMC 1st RA (R 12-July-19)Document1 pageGuwahati Airport AMC 1st RA (R 12-July-19)Nanu PatelNo ratings yet
- 535 (MoP 117) - Ahmedabad Airport T2 5th and Final (R 2 May 2019)Document1 page535 (MoP 117) - Ahmedabad Airport T2 5th and Final (R 2 May 2019)Nanu PatelNo ratings yet
- Rajkot Airport E and M AMC 1st (31-July-19)Document1 pageRajkot Airport E and M AMC 1st (31-July-19)Nanu PatelNo ratings yet
- Chankya Building NOC by Dashrath 2018-19Document1 pageChankya Building NOC by Dashrath 2018-19Nanu PatelNo ratings yet
- Ahmedabad Airport T1 Fire Alarm + Sliding Door 1st RADocument1 pageAhmedabad Airport T1 Fire Alarm + Sliding Door 1st RANanu PatelNo ratings yet
- Bhubaneswar Airport (Re Imbursemet of Min Wage)Document1 pageBhubaneswar Airport (Re Imbursemet of Min Wage)Nanu PatelNo ratings yet
- Gujsail AMC 13th RA by Kishor (R 15-Feb-2020)Document1 pageGujsail AMC 13th RA by Kishor (R 15-Feb-2020)Nanu PatelNo ratings yet
- Rajahmundry AMC of FA and FF 4th RA (R 11-Feb-2020)Document1 pageRajahmundry AMC of FA and FF 4th RA (R 11-Feb-2020)Nanu PatelNo ratings yet
- IFFCO Paradeep AMC 2nd RA Wireless (R 4-Feb-2020)Document1 pageIFFCO Paradeep AMC 2nd RA Wireless (R 4-Feb-2020)Nanu PatelNo ratings yet
- Gujsail AMC 6th RA by Kishor (3-July-19)Document1 pageGujsail AMC 6th RA by Kishor (3-July-19)Nanu PatelNo ratings yet
- 64A. IFFCO Paradeep PaymentAdviceDocument2 pages64A. IFFCO Paradeep PaymentAdviceNanu PatelNo ratings yet
- IFFCO Paradeep AMC 4th RA Flooding (R 24-Jul-19)Document1 pageIFFCO Paradeep AMC 4th RA Flooding (R 24-Jul-19)Nanu PatelNo ratings yet
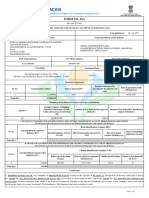
- Form No. 16A: From ToDocument2 pagesForm No. 16A: From ToNanu PatelNo ratings yet
- Rajkot Airport AC and RO AMC 3rd RA (31-July-19)Document1 pageRajkot Airport AC and RO AMC 3rd RA (31-July-19)Nanu PatelNo ratings yet
- Rajkot Airport E and M AMC 7th and Final (R 31-July-19)Document1 pageRajkot Airport E and M AMC 7th and Final (R 31-July-19)Nanu PatelNo ratings yet
- 30A. IFFCO Payment Advice (R 27-7-2016)Document2 pages30A. IFFCO Payment Advice (R 27-7-2016)Nanu PatelNo ratings yet
- 74A. IFFCO Paradeep AMC 4thDocument1 page74A. IFFCO Paradeep AMC 4thNanu PatelNo ratings yet
- 30A. IFFCO Payment Advice (R 27-7-2016)Document2 pages30A. IFFCO Payment Advice (R 27-7-2016)Nanu PatelNo ratings yet
- Fortune HaveliDocument1 pageFortune HaveliNanu PatelNo ratings yet
- 30A. IFFCO Payment Advice (R 27-7-2016)Document2 pages30A. IFFCO Payment Advice (R 27-7-2016)Nanu PatelNo ratings yet
- 320A. ISRO SD and BatteryDocument2 pages320A. ISRO SD and BatteryNanu PatelNo ratings yet
- Form No. 16A: From ToDocument2 pagesForm No. 16A: From ToNanu PatelNo ratings yet
- 354a. Actual Material UsedDocument1 page354a. Actual Material UsedNanu PatelNo ratings yet
- Environmental Impacts of Electromagnetic Waves of Mobile Phones On HumanhealthDocument5 pagesEnvironmental Impacts of Electromagnetic Waves of Mobile Phones On HumanhealthPooja AroraNo ratings yet
- Hydraulic SymbolsDocument1 pageHydraulic SymbolsHemil ChauhanNo ratings yet
- Tire explosions from pyrolysisDocument1 pageTire explosions from pyrolysisErere OghomoneNo ratings yet
- 1-2 Apt12080lvrgDocument4 pages1-2 Apt12080lvrgRick JohnsonNo ratings yet
- Emi Notes (Cbse Class 12 2021-22)Document5 pagesEmi Notes (Cbse Class 12 2021-22)Shaku JoshiNo ratings yet
- Feasibility of Biodiesel Production From Waste Cooking Oil 2020Document8 pagesFeasibility of Biodiesel Production From Waste Cooking Oil 2020Khuram MaqsoodNo ratings yet
- LA 4 Task 6Document2 pagesLA 4 Task 6sinyo2010No ratings yet
- Sample GEO F3 TEST2 QDocument7 pagesSample GEO F3 TEST2 QBilly Lau0% (1)
- Rate of Reaction 2Document23 pagesRate of Reaction 2brydonsantosNo ratings yet
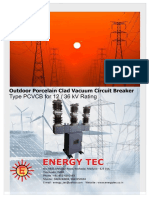
- Outdoor Vacuum Circuit Breaker 12/36kVDocument4 pagesOutdoor Vacuum Circuit Breaker 12/36kVEnergy TecNo ratings yet
- Banana Tissue Culture TechniquesDocument16 pagesBanana Tissue Culture Techniquestejaskamble45No ratings yet
- Toyota Prius Timing Chain Service GuideDocument13 pagesToyota Prius Timing Chain Service Guidefernando ortizNo ratings yet
- Ale75w Ale120wDocument26 pagesAle75w Ale120wThanh BarcaNo ratings yet
- M2 Energy Efficiency Regulations - IMO TTT Course Presentation Final1Document121 pagesM2 Energy Efficiency Regulations - IMO TTT Course Presentation Final1Khan Sharif RaihanNo ratings yet
- Electrocraft EAD BLDC CatalogDocument16 pagesElectrocraft EAD BLDC CatalogElectromateNo ratings yet
- Engine Construction PDFDocument149 pagesEngine Construction PDFNitin Sharma100% (1)
- Flexicoking ProcessDocument4 pagesFlexicoking ProcessJHONNY100% (2)
- N Butyl AcetateDocument3 pagesN Butyl AcetateslametNo ratings yet
- Washing Machine ManualDocument44 pagesWashing Machine ManualAngel Angeleye100% (1)
- DTFS Project 1Document9 pagesDTFS Project 1ridaNo ratings yet
- Citizen Charter Of: Indian Oil Corporation LimitedDocument9 pagesCitizen Charter Of: Indian Oil Corporation LimitedAbhijit SenNo ratings yet
- ECE 476 Power System Protection and Transient StabilityDocument31 pagesECE 476 Power System Protection and Transient Stabilitypop papNo ratings yet
- Rotary Evaporator Instruction ManualDocument38 pagesRotary Evaporator Instruction Manualkieuthu leNo ratings yet
- WebpdfDocument1,063 pagesWebpdfThiyagarajanNo ratings yet
- Surface Grinding Machine: Chris-MarineDocument2 pagesSurface Grinding Machine: Chris-MarineRahila AlaviNo ratings yet
- ASME Code Section 8 Guide for Pressure Vessel Design and ConstructionDocument9 pagesASME Code Section 8 Guide for Pressure Vessel Design and Constructionsnehal.deshmukhNo ratings yet
- Polystyrene Recycling System - StyromeltDocument2 pagesPolystyrene Recycling System - StyromeltDuncan HarrisonNo ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- AC Generator Manual Safety PrecautionsDocument65 pagesAC Generator Manual Safety PrecautionsDadung PrakosoNo ratings yet
- Litro Gas Lanka Limited Distribution Plan - 01.06.2022: Tuesday, June 01, 2022 AllocationDocument23 pagesLitro Gas Lanka Limited Distribution Plan - 01.06.2022: Tuesday, June 01, 2022 Allocationpoornima100% (2)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Corrosion Control in the Oil and Gas IndustryFrom EverandCorrosion Control in the Oil and Gas IndustryRating: 4 out of 5 stars4/5 (12)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)