You might also like
- Energy Balance Turbo ExpanderDocument1 pageEnergy Balance Turbo ExpanderINDRAJIT SAONo ratings yet
- 5086F Functional Specification For Rotary PumpDocument61 pages5086F Functional Specification For Rotary PumpANRSrinivasanNo ratings yet
- Liquid Cooling Systems PDFDocument6 pagesLiquid Cooling Systems PDFPerdanio Nosal April JoyNo ratings yet
- ASU Process & Energy OptimizationDocument24 pagesASU Process & Energy OptimizationSambaru Prasad0% (1)
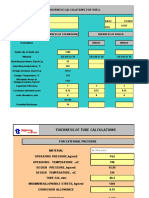
- Thickness of shell-IBRDocument14 pagesThickness of shell-IBRlightsonsNo ratings yet
- On Biogas Enrichment and Bottling Technology - IITD - IndiaDocument38 pagesOn Biogas Enrichment and Bottling Technology - IITD - Indiaअश्विनी सोनी100% (3)
- Dry Gas Seal OperationDocument16 pagesDry Gas Seal Operationwaqas pirachaNo ratings yet
- Compressor Performance Map Generation and Testing Per SAE J1723Document40 pagesCompressor Performance Map Generation and Testing Per SAE J1723DoctorObermanNo ratings yet
- Design of Pressure VesselsDocument8 pagesDesign of Pressure Vesselsanswer1No ratings yet
- Valve Sizing and Selection: FREE ResourcesDocument6 pagesValve Sizing and Selection: FREE ResourcesSARATH KRISHNAKUMARNo ratings yet
- Rotordynamics: Bending Critical Speeds and Rotor Balancing: Politecnico Di Milano M.Sc. in Mechanical EngineeringDocument14 pagesRotordynamics: Bending Critical Speeds and Rotor Balancing: Politecnico Di Milano M.Sc. in Mechanical EngineeringArnab B.No ratings yet
- Attachment-2 - Motor DatasheetDocument8 pagesAttachment-2 - Motor DatasheetSridhar VedulaNo ratings yet
- 150MW ESP Technical Data SheetDocument5 pages150MW ESP Technical Data SheetHari Krishna.MNo ratings yet
- Mroy Pump Catalogue PDFDocument6 pagesMroy Pump Catalogue PDFTitus FelixNo ratings yet
- Pleated Filter Pressure Drop PDFDocument12 pagesPleated Filter Pressure Drop PDFAmbrish SinghNo ratings yet
- MSC Nastran 2021.4 Rotordynamics User GuideDocument304 pagesMSC Nastran 2021.4 Rotordynamics User GuideOliver RailaNo ratings yet
- API 616 ClarificationsDocument2 pagesAPI 616 ClarificationsVILLANUEVA_DANIEL2064No ratings yet
- 14 ACC Air Side Performance PDFDocument24 pages14 ACC Air Side Performance PDFDSGNo ratings yet
- Reducing Valve Generated Noise Through Fluid Energy and - Turbulence Controlling Designs - IN09 - 651Document9 pagesReducing Valve Generated Noise Through Fluid Energy and - Turbulence Controlling Designs - IN09 - 651SanjaySherikarNo ratings yet
- External Pressure CalculationsDocument27 pagesExternal Pressure CalculationsRamakrishnan SrinivasanNo ratings yet
- Commissioning and Maintenance MiCOM P125 P126 P127 P12yEN CMC22 PDFDocument26 pagesCommissioning and Maintenance MiCOM P125 P126 P127 P12yEN CMC22 PDFRakesh ChauhanNo ratings yet
- FGD AbsorberDocument1 pageFGD AbsorberASHUTOSHMECHNo ratings yet
- Excitation of Synchronous MachinesDocument20 pagesExcitation of Synchronous MachinesBosko BajalicaNo ratings yet
- Analysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Document6 pagesAnalysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Abdulrahman AlnasharNo ratings yet
- Data SheetDocument7 pagesData SheetPaulkumar RamaiahNo ratings yet
- bb1 DatasheetDocument14 pagesbb1 DatasheetMojtabaNo ratings yet
- Basic Terms of The Trade: 1. Flow Coefficient (C)Document4 pagesBasic Terms of The Trade: 1. Flow Coefficient (C)shahganNo ratings yet
- UHXDocument14 pagesUHXishu vohraNo ratings yet
- DM Water Plant by MandeepDocument37 pagesDM Water Plant by MandeepMandeepNarwalNo ratings yet
- Tutorial Session Practical Approach To Surge and Surge Control SystemsDocument30 pagesTutorial Session Practical Approach To Surge and Surge Control Systemspreetham108No ratings yet
- Steam GeneratorDocument8 pagesSteam GeneratorFrancesco CordellaNo ratings yet
- Thyristor Control Heater Panel GuideDocument63 pagesThyristor Control Heater Panel Guidevaithy1990No ratings yet
- Rotating Drum CalculationDocument12 pagesRotating Drum Calculationمحمد أزها نو الدينNo ratings yet
- What Is Excitation System - Definition & Types of Excitation System - Circuit GlobeDocument11 pagesWhat Is Excitation System - Definition & Types of Excitation System - Circuit GlobeSabaMannan123No ratings yet
- Surge Analysis: What Is Pressure Surge?Document2 pagesSurge Analysis: What Is Pressure Surge?Yang Gul Lee100% (1)
- 96-vfd Torsional - Turbo 2008 PDFDocument12 pages96-vfd Torsional - Turbo 2008 PDFwaj1No ratings yet
- Data Sheet API 610Document20 pagesData Sheet API 610abisaNo ratings yet
- NASA CC3 ImpellerDocument22 pagesNASA CC3 ImpellerPaul BarlowNo ratings yet
- Gen Air TestDocument14 pagesGen Air TestPRINCE SHARMA100% (1)
- Nordtec ProposalDocument15 pagesNordtec Proposaluzair khan100% (1)
- Self Excitation of Induction MotorsDocument5 pagesSelf Excitation of Induction MotorsDiego Nicolás López-RamírezNo ratings yet
- Mitsubishi CompressorsDocument5 pagesMitsubishi Compressorsstavros7100% (2)
- Overall Shape and Dimensions: GeneralDocument40 pagesOverall Shape and Dimensions: GeneralvrgohilNo ratings yet
- Stress - Based Fatigue Monitoring - MRP - 330Document118 pagesStress - Based Fatigue Monitoring - MRP - 330Fernando DiezNo ratings yet
- API 682 Accumulator Data SheetDocument1 pageAPI 682 Accumulator Data SheetBhyrappaNo ratings yet
- Slug CatcherDocument3 pagesSlug Catcherwkhan_55No ratings yet
- Center of MassDocument27 pagesCenter of Massm 418No ratings yet
- Supercritical Technology in BoilersDocument17 pagesSupercritical Technology in Boilersamit joshi100% (4)
- Combining Pinch and Exergy Analysis ForDocument13 pagesCombining Pinch and Exergy Analysis Forasad0071No ratings yet
- Kamal Industrial Training Report NTPC PDFDocument26 pagesKamal Industrial Training Report NTPC PDFHimanshu AgrawalNo ratings yet
- Safety Valve: Best Under PressureDocument0 pagesSafety Valve: Best Under PressureIldefonso FloresNo ratings yet
- Enquiry: Bharat Heavy Electricals LimitedDocument21 pagesEnquiry: Bharat Heavy Electricals LimitedanjnaNo ratings yet
- FaultcurrentcalDocument118 pagesFaultcurrentcallankesh_dbNo ratings yet
- Head Surface AeaDocument7 pagesHead Surface AeaShashi Kant KumarNo ratings yet
- Thermal Power Plants IEE Checklist FormatDocument17 pagesThermal Power Plants IEE Checklist FormatAlathea DonneNo ratings yet
- OREDA 2009 - 1.2 Gas TurbineDocument54 pagesOREDA 2009 - 1.2 Gas Turbinedidikpramuji100% (1)
- A Study of Oxygen Separation From Air by PSA ProcessDocument12 pagesA Study of Oxygen Separation From Air by PSA ProcesspolysourceNo ratings yet
- Oxygen Separation From Air by Four-Bed Pressure Swing AdsorptionDocument6 pagesOxygen Separation From Air by Four-Bed Pressure Swing AdsorptionKarthik ThatavarthiNo ratings yet
- The Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen ConcentratorDocument10 pagesThe Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen Concentratorرنا حركاتيNo ratings yet
- G013A User Manual 3916830Document7 pagesG013A User Manual 3916830alfredo_mqiNo ratings yet
- General 1.1. Scope: WWW - Uponor.caDocument6 pagesGeneral 1.1. Scope: WWW - Uponor.caalfredo_mqiNo ratings yet
- 177 GlimmerDocument2 pages177 Glimmeralfredo_mqiNo ratings yet
- Pixel 3 - InfoDocument9 pagesPixel 3 - Infoalfredo_mqiNo ratings yet
- 14 Bold ContrastDocument2 pages14 Bold Contrastalfredo_mqiNo ratings yet
- 17pm K PDFDocument2 pages17pm K PDFalfredo_mqiNo ratings yet
- Data SheetDocument22 pagesData Sheetalfredo_mqiNo ratings yet
- Steps To A Successful Profibus ProjectDocument46 pagesSteps To A Successful Profibus Projectalfredo_mqi100% (1)
- Profibus Installation GuideDocument42 pagesProfibus Installation Guidealfredo_mqiNo ratings yet
- Chemistry An Atoms First Approach 2nd Edition Zumdahl Solutions Manual DownloadDocument42 pagesChemistry An Atoms First Approach 2nd Edition Zumdahl Solutions Manual DownloadRita Schwartz100% (26)
- Cre LabDocument1 pageCre Labshivam aggarwalNo ratings yet
- ESPECIFICACIONES TECNICAS Pags. 9 - 16Document32 pagesESPECIFICACIONES TECNICAS Pags. 9 - 16bryan riosNo ratings yet
- CNG 101: Basic Questions About Natural Gas As A Transportation FuelDocument2 pagesCNG 101: Basic Questions About Natural Gas As A Transportation FuelPawan ChaturvediNo ratings yet
- Reaction Mechanisms: Pseudo Steady State Hypothesis (PSSH)Document20 pagesReaction Mechanisms: Pseudo Steady State Hypothesis (PSSH)ALEX CLEVER ALEJO HOYOSNo ratings yet
- Advanced Differential Pressure Flow Meter Technology: For The Real WorldDocument6 pagesAdvanced Differential Pressure Flow Meter Technology: For The Real WorldCoco GalindoNo ratings yet
- Stichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Document18 pagesStichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Silvio Latini SpahnNo ratings yet
- Vinyl Acetate - Mass and Energy BalanceDocument26 pagesVinyl Acetate - Mass and Energy Balanceفيصل الغامدي100% (2)
- Energy Option, Contains C1 QuestionDocument17 pagesEnergy Option, Contains C1 Questionellie du123No ratings yet
- LPG Marketing Feasibility Full NewDocument23 pagesLPG Marketing Feasibility Full NewAjas Aju100% (1)
- EnzymeDocument3 pagesEnzymemiriam harriottNo ratings yet
- Introduction To Waterflooding/EOR Applications: Waterflood - Course DescriptionDocument15 pagesIntroduction To Waterflooding/EOR Applications: Waterflood - Course DescriptionKonul AlizadehNo ratings yet
- FPA Fire Extinguishers HandbookDocument77 pagesFPA Fire Extinguishers HandbookSophie-Louise MercedesNo ratings yet
- Modeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsDocument8 pagesModeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsFerdy KurniawanNo ratings yet
- Oman O&G Blocks PDFDocument1 pageOman O&G Blocks PDFSathishNo ratings yet
- 22HS Term 2 G12 Chemistry RSDocument5 pages22HS Term 2 G12 Chemistry RSSarah Bin RashidNo ratings yet
- Ch.6 - ThermochemistryDocument16 pagesCh.6 - ThermochemistryjonoNo ratings yet
- eCOMPRESSOR OIL PDFDocument1 pageeCOMPRESSOR OIL PDFKeshav Shrivastava KSNo ratings yet
- GP - 201401 Optimize Small Scale LNG ProcessDocument6 pagesGP - 201401 Optimize Small Scale LNG ProcessAndri SaputraNo ratings yet
- Chapter4 Reservior EngineeringDocument50 pagesChapter4 Reservior Engineeringlovely petsNo ratings yet
- CO2 Reforming of CH4 Over Supported Ru CatalystsDocument7 pagesCO2 Reforming of CH4 Over Supported Ru CatalystsPedro lopezNo ratings yet
- Natural Gas Analyser: Calorifi C Value / Wobbe Index (ISO 6976) Robust and FL Exible DesignDocument4 pagesNatural Gas Analyser: Calorifi C Value / Wobbe Index (ISO 6976) Robust and FL Exible DesignDewi WulandhariNo ratings yet
- Fuels and Heat Power: Engr. Roxanne R. NavarroDocument13 pagesFuels and Heat Power: Engr. Roxanne R. NavarroDhonna ManigbasNo ratings yet
- Business PlanDocument74 pagesBusiness PlanandysupaNo ratings yet
- Welcome To Presentation ON: Flue Gas Desulphurization (FGD) SystemDocument61 pagesWelcome To Presentation ON: Flue Gas Desulphurization (FGD) SystemSrinivasarao Yenigalla100% (2)
- Assignment On: Iocl Success Case Submmited To: D.R Govind Kumar Submitted By: Akesh Kumar RauniyarDocument7 pagesAssignment On: Iocl Success Case Submmited To: D.R Govind Kumar Submitted By: Akesh Kumar RauniyarAkesh GuptaNo ratings yet
- Study On Alkylation of Benzene With Ethylene Over - Zeolite Catalyst To Ethylbenzene by in Situ IRDocument9 pagesStudy On Alkylation of Benzene With Ethylene Over - Zeolite Catalyst To Ethylbenzene by in Situ IRSơn NguyễnNo ratings yet
- World's Best Catalyst For Producing Hydrogen From Water Is Low-Cost CarbonDocument3 pagesWorld's Best Catalyst For Producing Hydrogen From Water Is Low-Cost CarbonlowobullNo ratings yet
- Sarir-Messla Blend Crude Oil 1Document23 pagesSarir-Messla Blend Crude Oil 1Bhagoo HatheyNo ratings yet
- Desalter TheoryDocument10 pagesDesalter TheoryPraneethNo ratings yet