You might also like
- Variable Frequency Speed Controllers ProjectDocument8 pagesVariable Frequency Speed Controllers ProjectNicodemus Ervino MandalaNo ratings yet
- Introduction To Skin Effect Heat Tracing SystemDocument22 pagesIntroduction To Skin Effect Heat Tracing Systemvivek bevaraNo ratings yet
- Ship SystemsDocument48 pagesShip SystemsSaurabh TripathiNo ratings yet
- Novel Method PMDC Motor Speed ControlDocument15 pagesNovel Method PMDC Motor Speed ControlTravis WoodNo ratings yet
- Iec & NecDocument22 pagesIec & NecPham TrienNo ratings yet
- Speed Control of DC Motor Using TriacDocument13 pagesSpeed Control of DC Motor Using TriacRajesh Reddy KakarlaNo ratings yet
- Cable SystemsDocument10 pagesCable SystemsShiv ChauhanNo ratings yet
- Feasibility Report Preparation GuideDocument13 pagesFeasibility Report Preparation GuideAkshayKadbeNo ratings yet
- Instrumentation EngineeringDocument19 pagesInstrumentation EngineeringKuldeepsingh ChandelNo ratings yet
- IKEA Industry Energy Saving Handbook PDFDocument133 pagesIKEA Industry Energy Saving Handbook PDFMARIUS GOVOREANUNo ratings yet
- HLE5 Series Totally Enclosed Fan-Cooled Induction MotorsDocument112 pagesHLE5 Series Totally Enclosed Fan-Cooled Induction MotorsJuanFuentesBecerra100% (3)
- Skin Effect Current Tracing - Installation Manual PDFDocument27 pagesSkin Effect Current Tracing - Installation Manual PDFYoung-seok HwangNo ratings yet
- Data Requistion Sheet For DC Uniterruptable Power Supply (DC Ups) RemarksDocument2 pagesData Requistion Sheet For DC Uniterruptable Power Supply (DC Ups) RemarksNorisham Mohamed AliNo ratings yet
- Hazards ZoneDocument4 pagesHazards Zonedarsh2001patelNo ratings yet
- Low Current System PDFDocument3 pagesLow Current System PDFPurevee PureveeNo ratings yet
- Annexure IV Specifications of Equipments For CCTV System: Fixed Day/Night IP Box Type HD Camera (OUTDOOR Application)Document32 pagesAnnexure IV Specifications of Equipments For CCTV System: Fixed Day/Night IP Box Type HD Camera (OUTDOOR Application)ChiNo ratings yet
- c140 Compair Compressor Parts Manual You Are Looking For A Book c140 Compair CompressorDocument7 pagesc140 Compair Compressor Parts Manual You Are Looking For A Book c140 Compair CompressorMgc ElektronikNo ratings yet
- Eeha Arcia White Paper Ver 1.1 Jan16Document66 pagesEeha Arcia White Paper Ver 1.1 Jan16Sin Quee CheNo ratings yet
- Indian Emission Regulation BookletDocument30 pagesIndian Emission Regulation BookletPRABUICENo ratings yet
- BOGEDocument94 pagesBOGEVijačni kompresori- Prodaja i servis80% (10)
- Gemss e 30 r01 (0) MV CablesDocument6 pagesGemss e 30 r01 (0) MV CablesAdel KlkNo ratings yet
- MCC Control Schemes Comments - Rev-1Document1 pageMCC Control Schemes Comments - Rev-1vigneshwarannnNo ratings yet
- Control System Training - Session 25: DocumentationDocument40 pagesControl System Training - Session 25: Documentationmyself_riteshNo ratings yet
- Atlas Copco Milestones EnglishDocument1 pageAtlas Copco Milestones EnglishAtlas Copco Compressor Technique100% (1)
- Automation and the Future of JobsDocument8 pagesAutomation and the Future of JobsMv Sai SriharshaNo ratings yet
- Business Plan January 2011Document21 pagesBusiness Plan January 2011Hussein BoffuNo ratings yet
- About UsDocument32 pagesAbout UsSubbu Ram PNo ratings yet
- Inverter High Wall Unit: 42QHA/38QHADocument2 pagesInverter High Wall Unit: 42QHA/38QHADennis Clyde AcantiladoNo ratings yet
- Bio GasDocument20 pagesBio GasMajor Singh SidhuNo ratings yet
- CEMTEC - Solutions For Gas Analysis in Cement PlantsDocument16 pagesCEMTEC - Solutions For Gas Analysis in Cement PlantsMichael KimNo ratings yet
- Promag Electrical and Instrumentation Engineering ContractorsDocument16 pagesPromag Electrical and Instrumentation Engineering ContractorsPromag EngineeringNo ratings yet
- E300 Overload Relay Presentation - INTERNAL Long (Updated 11052015)Document22 pagesE300 Overload Relay Presentation - INTERNAL Long (Updated 11052015)marquez182No ratings yet
- Final STEAG Energy Saving in CPPDocument17 pagesFinal STEAG Energy Saving in CPPEdwin TanNo ratings yet
- The Purification of BiogasDocument23 pagesThe Purification of BiogasHamed HpNo ratings yet
- Development of PLC Based Monitoring and Control of Pressure in Biogas Power Plant DigesterDocument7 pagesDevelopment of PLC Based Monitoring and Control of Pressure in Biogas Power Plant DigesterKentner Chavez CorreaNo ratings yet
- Technical Data Sheet for Fire Alarm and Gas Detection SystemsDocument2 pagesTechnical Data Sheet for Fire Alarm and Gas Detection SystemsShabahat Husain100% (1)
- Vacuum Pump ManualDocument29 pagesVacuum Pump ManualAnonymous Qy5TzR1fNo ratings yet
- Aircraft Obstruction Light MaintenanceDocument8 pagesAircraft Obstruction Light MaintenanceBe Sar WicaksonoNo ratings yet
- Skin Effect Heat Management System ExplainedDocument19 pagesSkin Effect Heat Management System ExplainedPIpelinesTebodinNo ratings yet
- NTPC Vindhyachal Coal Handling Plant GalleryDocument3 pagesNTPC Vindhyachal Coal Handling Plant Gallerylaloo01No ratings yet
- SS Electrical - Electrical Price Bid ScheduleDocument32 pagesSS Electrical - Electrical Price Bid Scheduledox4printNo ratings yet
- Annex 3..3 - Electrical WorksDocument24 pagesAnnex 3..3 - Electrical WorksEdgardo ZipaganNo ratings yet
- Coal Handling and Processing Apc 1 800 PDFDocument8 pagesCoal Handling and Processing Apc 1 800 PDFswapnilpilareNo ratings yet
- Hydroelectric Power Plants Electrical DesignDocument118 pagesHydroelectric Power Plants Electrical DesignavikrisadNo ratings yet
- Point-Infrared Gas Detector Buyer's GuideDocument4 pagesPoint-Infrared Gas Detector Buyer's GuideSatyasrinivas PulavarthiNo ratings yet
- RCC DesignDocument23 pagesRCC DesignsirfmeinNo ratings yet
- General Software'Document19 pagesGeneral Software'iyandaseun8846No ratings yet
- YKK Series High-Voltage Three-phase Induction Motors CatalogDocument17 pagesYKK Series High-Voltage Three-phase Induction Motors CatalogAgustinus Bayu Dewanto100% (1)
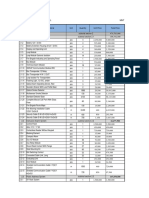
- FOX Solutions - Project Reference List PDFDocument16 pagesFOX Solutions - Project Reference List PDFOuseppachan AmbookenNo ratings yet
- Oman Wastewater electrical standardDocument18 pagesOman Wastewater electrical standardbakien-canNo ratings yet
- Factors, k1, k2..... k5 PDFDocument5 pagesFactors, k1, k2..... k5 PDFRikesh NakhanNo ratings yet
- BHEL Make Instrument Transformers: More Than 30 Years of ExperienceDocument64 pagesBHEL Make Instrument Transformers: More Than 30 Years of Experiencenkrsharma484No ratings yet
- CADtech BrochureDocument2 pagesCADtech BrochureTemporaryNo ratings yet
- Greenesol Power Systems Engineering CapabilitiesDocument30 pagesGreenesol Power Systems Engineering CapabilitiessrinivasanNo ratings yet
- Tutorial 4Document40 pagesTutorial 4LEDNo ratings yet
- INTRON-D Plus: System Overview, Key Components, Networking Capabilities and MoreDocument28 pagesINTRON-D Plus: System Overview, Key Components, Networking Capabilities and MoreEhsan RohaniNo ratings yet
- Most Economical Tank Height Diameter RatioDocument3 pagesMost Economical Tank Height Diameter RatioWei RongNo ratings yet
- OMN-TRA-SSR-OETC-Course Workbook 2daysDocument55 pagesOMN-TRA-SSR-OETC-Course Workbook 2daysMANIKANDAN NARAYANASAMYNo ratings yet
- New Technology in Coal Handling Plants-DGM OSDocument3 pagesNew Technology in Coal Handling Plants-DGM OSgauravjaiswal40% (1)
- JACOB Online Catalogue 2018 en EU OPDocument296 pagesJACOB Online Catalogue 2018 en EU OPVladan PetrovićNo ratings yet
- Ion Exchange Presentation - Team 18Document53 pagesIon Exchange Presentation - Team 18api-392769552No ratings yet
- EEX10002 Interprting StandardsDocument80 pagesEEX10002 Interprting StandardsHonesto BautistaNo ratings yet
- StandardsDocument30 pagesStandardsYuan GaoNo ratings yet
- Krest - Corporate ProfileDocument28 pagesKrest - Corporate ProfileAnantha KumarNo ratings yet
- Using Finite Element Analysis: South Eastern Applied Materials Research CentreDocument25 pagesUsing Finite Element Analysis: South Eastern Applied Materials Research Centrezoyarizvi11No ratings yet
- 2014 DOE Hydrogen Program Merit Review: Development of A Centrifugal Hydrogen Pipeline Gas CompressorDocument40 pages2014 DOE Hydrogen Program Merit Review: Development of A Centrifugal Hydrogen Pipeline Gas CompressorJunior Oña OrdoñezNo ratings yet
- f5 Delpozzo PDFDocument35 pagesf5 Delpozzo PDFGustavo ChavesNo ratings yet
- Embraco Emi55herDocument5 pagesEmbraco Emi55herJoel MelendezNo ratings yet
- SSP-112-10 Index of SB SL and SIDocument80 pagesSSP-112-10 Index of SB SL and SILuis Martinez GerdingNo ratings yet
- Atlas Copco XAS-185 JD7 Compressor BrochureDocument2 pagesAtlas Copco XAS-185 JD7 Compressor BrochureSumit Bhasin0% (1)
- Air Compressor Connecting RodDocument11 pagesAir Compressor Connecting RodrajeshosbNo ratings yet
- Industrial Avon Gas Generator Parts CatalogDocument25 pagesIndustrial Avon Gas Generator Parts CatalogjuanaNo ratings yet
- 5 Guidelines For Gear Unit Selection: 5.1 Additional DocumentationDocument21 pages5 Guidelines For Gear Unit Selection: 5.1 Additional DocumentationCarlos LourençoNo ratings yet
- Abc Limited: Lump-Sum Turnkey ProjectsDocument5 pagesAbc Limited: Lump-Sum Turnkey ProjectsVikash Kumar SharmaNo ratings yet
- SNG Ii: Instruction Manual and Replacement Parts ListDocument146 pagesSNG Ii: Instruction Manual and Replacement Parts ListVictor RoblesNo ratings yet
- Air Compressor ROLLAIR 60TDocument10 pagesAir Compressor ROLLAIR 60TJonson CaoNo ratings yet
- Corsaire WarrantyDocument2 pagesCorsaire WarrantyShouzab AbbasNo ratings yet
- Vdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsDocument283 pagesVdocuments - MX - Cummins Parts Mag Diesel Parts Cummins Engine CumminsBonifasius LgaolNo ratings yet
- CPD 2021 Burckhardt Com. Pvt. Ltd.Document1 pageCPD 2021 Burckhardt Com. Pvt. Ltd.RajeshwarNo ratings yet
- Pump System Labby 2015Document6 pagesPump System Labby 2015Azril DahariNo ratings yet
- Xe 145M Series Rotary Compressor Controller enDocument2 pagesXe 145M Series Rotary Compressor Controller enAndrey TimofeevNo ratings yet
- Reviewer Answer OnlyDocument29 pagesReviewer Answer OnlyArgielJohn LlagasNo ratings yet
- Ekwdsg1206 AbDocument24 pagesEkwdsg1206 AbGaruda GarudaNo ratings yet
- Basic ThermodynamicsDocument1 pageBasic ThermodynamicsJim Albert De Asis100% (1)
- Srujan Internship ReviewDocument21 pagesSrujan Internship Reviewsrujan rNo ratings yet
- VP z120402 PDFDocument207 pagesVP z120402 PDFKhawar NehalNo ratings yet
- Lab 2Document9 pagesLab 2Uet brilliant SttudentNo ratings yet
- Refrigeration & Air-Conditioning Interview & Viva Questions With AnswersDocument23 pagesRefrigeration & Air-Conditioning Interview & Viva Questions With AnswersVăn HoàngNo ratings yet
- Aatisbh Sehgal CV PDFDocument5 pagesAatisbh Sehgal CV PDFAnkush SehgalNo ratings yet
- Gas Turbines 1Document11 pagesGas Turbines 1saichandrasekhar_dNo ratings yet