You might also like
- ASME B1.30 (2002) Screw Threads Standard Practice For Calculating & Rounding DimensionsDocument36 pagesASME B1.30 (2002) Screw Threads Standard Practice For Calculating & Rounding Dimensionsbobuncle03No ratings yet
- Military Specification for Degreasing SolventDocument14 pagesMilitary Specification for Degreasing SolventWisdom SamuelNo ratings yet
- Military Specification for Degreasing SolventDocument14 pagesMilitary Specification for Degreasing SolventWisdom SamuelNo ratings yet
- Military Specification for Degreasing SolventDocument14 pagesMilitary Specification for Degreasing SolventWisdom SamuelNo ratings yet
- Detecting Heat Damage in Aircraft PartsDocument16 pagesDetecting Heat Damage in Aircraft PartsDimitris GrimanelisNo ratings yet
- Numerical, Wind Tunnel, and On Track Study of Monash 2002 Aero PackageDocument13 pagesNumerical, Wind Tunnel, and On Track Study of Monash 2002 Aero PackageZizo StarkNo ratings yet
- Paymeet CR CardDocument43 pagesPaymeet CR CardanilNo ratings yet
- Sae J493 1961 (En)Document4 pagesSae J493 1961 (En)Oh No PotatoNo ratings yet
- Preview AWS+A2.4 2012Document16 pagesPreview AWS+A2.4 2012Abdul HamidNo ratings yet
- M4 Carbine SpecificationDocument56 pagesM4 Carbine SpecificationGary WilliamsNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Why Intensity Isn’t Dependent on Exposure TimeDocument1 pageWhy Intensity Isn’t Dependent on Exposure TimeUmit AytarNo ratings yet
- Asme B1.12-1987 (2018)Document74 pagesAsme B1.12-1987 (2018)vijay pawar100% (1)
- SAE J1926, MS 16142 - CuttersDocument11 pagesSAE J1926, MS 16142 - CutterspbsurfNo ratings yet
- Mil STD 3021 - CHG 2Document23 pagesMil STD 3021 - CHG 2Robert VoyleNo ratings yet
- Mil A 21180D PDFDocument25 pagesMil A 21180D PDFb4upalaniNo ratings yet
- ISO 128-50 2001 (E) - Character PDF Document PDFDocument2 pagesISO 128-50 2001 (E) - Character PDF Document PDFNashraat BukhoryNo ratings yet
- Astm B209 B209M (2001)Document26 pagesAstm B209 B209M (2001)Asif ChougleNo ratings yet
- Wilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Document3 pagesWilsons LTD Nickel Alloy AMS 5662 Alloy 718 450Ray Mark De TorresNo ratings yet
- D329 - 07 (2013) Standard Specification For Acetone PDFDocument2 pagesD329 - 07 (2013) Standard Specification For Acetone PDFJacques BlueqNo ratings yet
- Sae - Ams 2680CDocument18 pagesSae - Ams 2680CSen Sey100% (1)
- QQ N 290aDocument17 pagesQQ N 290aBryan MartinezNo ratings yet
- Ams 2451 Rev. DDocument9 pagesAms 2451 Rev. DJorge Luis Gonzalez Gonzalez100% (1)
- B 438 - B 438m - 00 Qjqzoc9cndm4ts1sruqDocument12 pagesB 438 - B 438m - 00 Qjqzoc9cndm4ts1sruqPablo Andrés Pino MeriñoNo ratings yet
- Nasm8846 Rev 1Document10 pagesNasm8846 Rev 1Ravindra ErabattiNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- Astm E1417 - E1417m-16Document11 pagesAstm E1417 - E1417m-16Jon DownNo ratings yet
- AMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HDocument6 pagesAMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HRubén Eduardo Galindo CarmonaNo ratings yet
- A. Palmgren RevisitedDocument12 pagesA. Palmgren RevisitedahmedbeaetNo ratings yet
- 1 716554253262394595 PDFDocument3 pages1 716554253262394595 PDFAfzaalUmairNo ratings yet
- Sae Ams 5536N-2012Document6 pagesSae Ams 5536N-2012Mehdi Mokhtari100% (1)
- ARP4761 - WikipediaDocument3 pagesARP4761 - Wikipediagowtham raju buttiNo ratings yet
- Atlas Aluminium Datasheet 3003 Rev Oct 2013Document3 pagesAtlas Aluminium Datasheet 3003 Rev Oct 2013PrakashNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Structural Eurocode Timber Bd2405Document262 pagesStructural Eurocode Timber Bd2405Joe Howard50% (2)
- Astm F 2111 Rev A 2001 e 2005 R 2005 PDFDocument4 pagesAstm F 2111 Rev A 2001 e 2005 R 2005 PDFJORGE ARTURO TORIBIO HUERTA0% (1)
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument8 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaNo ratings yet
- Kristen's Cookie Production Process and Capacity AnalysisDocument33 pagesKristen's Cookie Production Process and Capacity AnalysisSamkit Kirti Shah100% (1)
- Iso 14705 2016 en PDFDocument8 pagesIso 14705 2016 en PDFponorNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongNo ratings yet
- Business Process ManagementDocument36 pagesBusiness Process ManagementLuminita GrecuNo ratings yet
- Shopping Cart Software Requirement SpecificationDocument13 pagesShopping Cart Software Requirement Specificationnaveendkt80% (5)
- Data Sheet for Power TransformerDocument3 pagesData Sheet for Power TransformerMuhammad Ibad AlamNo ratings yet
- ANSI Standard-A208 2 MDF 2016Document16 pagesANSI Standard-A208 2 MDF 2016Rubén Eduardo Galindo CarmonaNo ratings yet
- AMS2643 Structural Examination of Titanium Alloys Chemical Etch Inspection Procedure Rev. EDocument5 pagesAMS2643 Structural Examination of Titanium Alloys Chemical Etch Inspection Procedure Rev. ERubén Eduardo Galindo CarmonaNo ratings yet
- ASTM d770 PDFDocument2 pagesASTM d770 PDFHemant ChouhanNo ratings yet
- Ams4945h 2020Document10 pagesAms4945h 2020BauyrzhanNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Asme B5.62M-2016Document55 pagesAsme B5.62M-2016vijay pawarNo ratings yet
- The Indian Lubricant Market - Survival of The SlickestDocument3 pagesThe Indian Lubricant Market - Survival of The SlickestajakbbNo ratings yet
- Alloys: Ferrous FeuhDocument14 pagesAlloys: Ferrous Feuhsunsir100% (1)
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionwerrteNo ratings yet
- Quality Plus Company ProfileDocument36 pagesQuality Plus Company ProfileMartin Carlo Martinez0% (1)
- Learning Objectives: Servo ValvesDocument21 pagesLearning Objectives: Servo ValvesAkshay AggrawalNo ratings yet
- Ship Hydraulic System Design Criteria StandardDocument23 pagesShip Hydraulic System Design Criteria StandardJoaquina_JoaquinaNo ratings yet
- D 2116 - 02 - RdixmtyDocument6 pagesD 2116 - 02 - Rdixmtyjamaljamal20No ratings yet
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocument3 pagesIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızNo ratings yet
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Document197 pagesM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyNo ratings yet
- CCAR145R3 Chinese Civil Aircraft Maintenance Organization Certification RegulationsDocument72 pagesCCAR145R3 Chinese Civil Aircraft Maintenance Organization Certification RegulationsokamoNo ratings yet
- Mubea Disc Springs: ManualDocument219 pagesMubea Disc Springs: ManualPattaravoot SutiphanNo ratings yet
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument4 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsSriniramu SriniramuNo ratings yet
- SA487Document6 pagesSA487verito09No ratings yet
- MMPDS 11 PreviewDocument24 pagesMMPDS 11 Previewmfregeau3654No ratings yet
- Alodine 6105Document3 pagesAlodine 6105Sivalingam GovindarajanNo ratings yet
- Mil DTL 23053 5CDocument7 pagesMil DTL 23053 5Cdenys.castanedatNo ratings yet
- Of Dod 156, 1000: DistributionDocument30 pagesOf Dod 156, 1000: DistributionFatih YükselNo ratings yet
- Measuring Quench Time as a Process Control ToolDocument4 pagesMeasuring Quench Time as a Process Control ToolCh PrasadNo ratings yet
- En 10140-2006Document14 pagesEn 10140-2006KaanMertNo ratings yet
- B 928 - 03 - Qjkyoc1sruq - PDFDocument11 pagesB 928 - 03 - Qjkyoc1sruq - PDF이동욱No ratings yet
- FF S 85DDocument20 pagesFF S 85DmshNo ratings yet
- ISO 281 Waelzlager enDocument16 pagesISO 281 Waelzlager enLe Thanh HaiNo ratings yet
- 7 1-2008Document8 pages7 1-2008SAI Global - APACNo ratings yet
- Design Guidelines For V Retainer Couplings Rev 0414Document12 pagesDesign Guidelines For V Retainer Couplings Rev 0414Santosh Komire100% (1)
- Nasa Rolling-Element Bearings - A Review of State of ArtDocument87 pagesNasa Rolling-Element Bearings - A Review of State of Artchetan_thakur4278100% (1)
- AN924Document8 pagesAN924David WongNo ratings yet
- Rescue Carabiners: Standard Specification ForDocument6 pagesRescue Carabiners: Standard Specification Forastewayb_964354182No ratings yet
- 440C 1Document4 pages440C 1svk1234No ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Determining Formaldehyde Concentration in Air From Wood Products Using A Small Scale ChamberDocument9 pagesDetermining Formaldehyde Concentration in Air From Wood Products Using A Small Scale ChamberRubén Eduardo Galindo CarmonaNo ratings yet
- Mil STD 867aDocument18 pagesMil STD 867aRubén Eduardo Galindo CarmonaNo ratings yet
- Determining Formaldehyde Concentrations in Air and Emission Rates From Wood Products Using A Large ChamberDocument12 pagesDetermining Formaldehyde Concentrations in Air and Emission Rates From Wood Products Using A Large ChamberRubén Eduardo Galindo CarmonaNo ratings yet
- Mil T 81533aDocument13 pagesMil T 81533aRubén Eduardo Galindo CarmonaNo ratings yet
- Evaluating Properties of Wood-Base Fiber and Particle Panel MaterialsDocument30 pagesEvaluating Properties of Wood-Base Fiber and Particle Panel Materialsjaime cadenaNo ratings yet
- CPA-HCHO-QAM CPA Formaldehyde Emissions Grademark Certification Program Quality Assurance Manual - UncontrolledDocument95 pagesCPA-HCHO-QAM CPA Formaldehyde Emissions Grademark Certification Program Quality Assurance Manual - UncontrolledRubén Eduardo Galindo CarmonaNo ratings yet
- 2003 CPA Phys-Mech Manual Revised 10-13-03Document78 pages2003 CPA Phys-Mech Manual Revised 10-13-03Rubén Eduardo Galindo CarmonaNo ratings yet
- Mil C 81302DDocument20 pagesMil C 81302DRubén Eduardo Galindo CarmonaNo ratings yet
- Mil DTF 5541fDocument12 pagesMil DTF 5541fMarcos PerezNo ratings yet
- Halogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ODocument31 pagesHalogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ORubén Eduardo Galindo CarmonaNo ratings yet
- ASTM E-1447 Hydrogen Pick UpDocument3 pagesASTM E-1447 Hydrogen Pick UpRubén Eduardo Galindo Carmona100% (1)
- C5049pcleaning of Titanium and Titanium AlloysDocument7 pagesC5049pcleaning of Titanium and Titanium AlloysRubén Eduardo Galindo CarmonaNo ratings yet
- Standard For TCL VAPOUR DEGREASINGDocument2 pagesStandard For TCL VAPOUR DEGREASINGSatyendra PandeyNo ratings yet
- Mil T 81533aDocument13 pagesMil T 81533aRubén Eduardo Galindo CarmonaNo ratings yet
- Mil STD 867aDocument18 pagesMil STD 867aRubén Eduardo Galindo CarmonaNo ratings yet
- Mil T 81533aDocument13 pagesMil T 81533aRubén Eduardo Galindo CarmonaNo ratings yet
- Halogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ODocument31 pagesHalogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ORubén Eduardo Galindo CarmonaNo ratings yet
- Mil STD 867aDocument18 pagesMil STD 867aRubén Eduardo Galindo CarmonaNo ratings yet
- Halogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ODocument31 pagesHalogenatedhydrocarbonssolvents Technical Grade: MIL-STD-61OA) Superseding MIL-STD-61ORubén Eduardo Galindo CarmonaNo ratings yet
- ASSESSMENT REPORT AustraliaDocument4 pagesASSESSMENT REPORT AustraliaFREE LANCERNo ratings yet
- Moody International Inspection Group BrochureDocument24 pagesMoody International Inspection Group BrochureEswaranNo ratings yet
- 12 Ton Fixed Height Tripod Jack Business Jets: Model 7212BDocument4 pages12 Ton Fixed Height Tripod Jack Business Jets: Model 7212BGenaire LimitedNo ratings yet
- Ufg Study Annexure PDFDocument147 pagesUfg Study Annexure PDFUsama IqbalNo ratings yet
- Indian Standard: Mild Steel Wire For General Engineering PurposesDocument7 pagesIndian Standard: Mild Steel Wire For General Engineering PurposesDimple nirmalkarNo ratings yet
- Lean ThinkingDocument2 pagesLean ThinkingMMFAWZYNo ratings yet
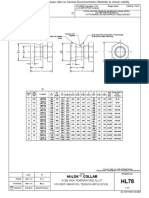
- HL78Document2 pagesHL78Renato WatanabeNo ratings yet
- Brochure Steering Control UnitDocument2 pagesBrochure Steering Control UnitIKMAL HAKIM NABIL IKMALNo ratings yet
- New High-Performance, Low-Power STN2100 OBD Interpreter IC Now AvailableDocument3 pagesNew High-Performance, Low-Power STN2100 OBD Interpreter IC Now AvailablePR.comNo ratings yet
- Prevent and Eliminate MUDADocument17 pagesPrevent and Eliminate MUDAGeleta BikilaNo ratings yet
- Root Cause Analysis and Productivity Improvement of a Bangladesh Apparel IndustryDocument13 pagesRoot Cause Analysis and Productivity Improvement of a Bangladesh Apparel IndustryTaposh KapuriaNo ratings yet
- Schneider Electric: Energy Management SolutionsDocument19 pagesSchneider Electric: Energy Management SolutionsEng_Mennat_AllahNo ratings yet
- Fluorosilicone Rubber Product Selection Guide: How Can You Expand Your Design Options?Document8 pagesFluorosilicone Rubber Product Selection Guide: How Can You Expand Your Design Options?Nguyên NguyễnNo ratings yet
- A PowertrainAP1 en 170315Document11 pagesA PowertrainAP1 en 170315JinalSNo ratings yet
- Mastercool Scule Dispozitive Accesorii FrigotehnieDocument88 pagesMastercool Scule Dispozitive Accesorii FrigotehnieraducelfrumosNo ratings yet
- Divide and Conquer MERGE SORTDocument11 pagesDivide and Conquer MERGE SORTvbnNo ratings yet
- Pump Room Method StatementDocument5 pagesPump Room Method StatementSiroCivilNo ratings yet
- 1732 1989 Reff2019Document6 pages1732 1989 Reff2019FAHAD KHANNo ratings yet
- Compact Enclosures AEDocument4 pagesCompact Enclosures AEAgus MusliminNo ratings yet