You might also like
- DsgazDocument5 pagesDsgazAayxee ReactionsNo ratings yet
- QuestionnaireDocument2 pagesQuestionnaireMian Muhammad JazibNo ratings yet
- QuestionnaireDocument2 pagesQuestionnaireMian Muhammad JazibNo ratings yet
- M Haris CVDocument1 pageM Haris CVMian Muhammad JazibNo ratings yet
- Seerat (S) 1 CV (1) - 231027 - 145943Document2 pagesSeerat (S) 1 CV (1) - 231027 - 145943Mian Muhammad JazibNo ratings yet
- Growth Chart and Measurment Chapter # 6Document26 pagesGrowth Chart and Measurment Chapter # 6Mian Muhammad JazibNo ratings yet
- IME 3020 Module 1 Model ScenarioDocument4 pagesIME 3020 Module 1 Model ScenarioMian Muhammad JazibNo ratings yet
- IME 3020 Module 1 Model ScenarioDocument4 pagesIME 3020 Module 1 Model ScenarioMian Muhammad JazibNo ratings yet
- Post Mid AssignmentDocument2 pagesPost Mid AssignmentMian Muhammad JazibNo ratings yet
- Iycf Practical NotebookDocument8 pagesIycf Practical NotebookMian Muhammad JazibNo ratings yet
- Growth Chart and Measurment Chapter # 6Document26 pagesGrowth Chart and Measurment Chapter # 6Mian Muhammad JazibNo ratings yet
- Iycf Practical NotebookDocument8 pagesIycf Practical NotebookMian Muhammad JazibNo ratings yet
- Artcile Review Summary Application of Attribute Control Charts inDocument2 pagesArtcile Review Summary Application of Attribute Control Charts inMian Muhammad JazibNo ratings yet
- Artcile Review Summary Application of Attribute Control Charts inDocument2 pagesArtcile Review Summary Application of Attribute Control Charts inMian Muhammad JazibNo ratings yet
- Post Mid AssignmentDocument2 pagesPost Mid AssignmentMian Muhammad JazibNo ratings yet
- Standard Incercari MecaniceDocument35 pagesStandard Incercari Mecanicenicolicescu_claudiu5152No ratings yet
- Standard Incercari MecaniceDocument35 pagesStandard Incercari Mecanicenicolicescu_claudiu5152No ratings yet
- A Barrel Straightness Measurement System For Medium CaliberDocument18 pagesA Barrel Straightness Measurement System For Medium CaliberMian Muhammad JazibNo ratings yet
- Main Report Plot#1494, Street#50, Sector-M, Phase-VIII, Bahria Town RWPDocument11 pagesMain Report Plot#1494, Street#50, Sector-M, Phase-VIII, Bahria Town RWPMian Muhammad Jazib100% (1)
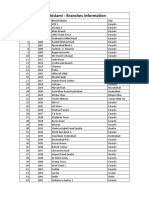
- Bankislami - Branches Information: S.No Branch Code Branch Name CityDocument8 pagesBankislami - Branches Information: S.No Branch Code Branch Name CityMian Muhammad JazibNo ratings yet
- Armalite 2015 PDFDocument44 pagesArmalite 2015 PDFAdrian Kozel100% (1)
- Inspecting Screw and Bolt Straightness: by Larry Borowski PresidentDocument2 pagesInspecting Screw and Bolt Straightness: by Larry Borowski PresidentMian Muhammad JazibNo ratings yet
- Mil STD 3046 (Ar) DraftDocument90 pagesMil STD 3046 (Ar) DraftMian Muhammad JazibNo ratings yet
- Greounds of Appeal To The Commissioner Appeal Against 122Document3 pagesGreounds of Appeal To The Commissioner Appeal Against 122Mian Muhammad Jazib100% (1)
- Mil STD 3046 (Ar) DraftDocument90 pagesMil STD 3046 (Ar) DraftMian Muhammad JazibNo ratings yet
- Mil DTL 71135aDocument57 pagesMil DTL 71135aMian Muhammad JazibNo ratings yet
- Test ScribdDocument1 pageTest ScribdMian Muhammad JazibNo ratings yet
- Test ScribdDocument1 pageTest ScribdMian Muhammad JazibNo ratings yet
- Test ScribdDocument1 pageTest ScribdMian Muhammad JazibNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Final DemoDocument14 pagesFinal DemoangieNo ratings yet
- G.R. No. 201354 September 21, 2016Document11 pagesG.R. No. 201354 September 21, 2016Winston YutaNo ratings yet
- Sarah Observation 4Document2 pagesSarah Observation 4api-249483736No ratings yet
- The Absurdity of The Official DoctrineDocument5 pagesThe Absurdity of The Official DoctrinemarpeqNo ratings yet
- A Guide To Conducting A Systematic Literature Review ofDocument51 pagesA Guide To Conducting A Systematic Literature Review ofDarryl WallaceNo ratings yet
- مذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Document21 pagesمذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Manar SwaidanNo ratings yet
- Florida Firearm Bill of SaleDocument4 pagesFlorida Firearm Bill of SaleGeemoNo ratings yet
- PHNCDocument6 pagesPHNCAmit MangaonkarNo ratings yet
- Molina Vs de La Riva 6 Phil 12 INOKDocument2 pagesMolina Vs de La Riva 6 Phil 12 INOKErick Jay InokNo ratings yet
- Worksheet For Mathematics For ManagementDocument3 pagesWorksheet For Mathematics For Managementabel shimeles100% (1)
- How To Manage Asthma: A GuideDocument44 pagesHow To Manage Asthma: A GuideSrinivas YerriboinaNo ratings yet
- Operations Research Letters: Meichun Lin, Woonghee Tim Huh, Guohua WanDocument8 pagesOperations Research Letters: Meichun Lin, Woonghee Tim Huh, Guohua WanQuỳnh NguyễnNo ratings yet
- Sample DCCM, DLHTM and DCLRDocument38 pagesSample DCCM, DLHTM and DCLREagle100% (5)
- Universal Declaration of Human Rights - United NationsDocument12 pagesUniversal Declaration of Human Rights - United NationsSafdar HussainNo ratings yet
- Analgesic ActivityDocument4 pagesAnalgesic ActivitypranaliankitNo ratings yet
- แนวข้อสอบเข้าม.1 อังกฤษ ชุดที่1Document8 pagesแนวข้อสอบเข้าม.1 อังกฤษ ชุดที่1ณิชคุณ สอนคุ้มNo ratings yet
- Theater - The View ArticleDocument2 pagesTheater - The View ArticleRishi BhagatNo ratings yet
- Urban Design ToolsDocument24 pagesUrban Design Toolstanie75% (8)
- Aswini Expert SystemsDocument37 pagesAswini Expert SystemsKarishma Satheesh KumarNo ratings yet
- Department of Education: Republic of The PhilippinesDocument3 pagesDepartment of Education: Republic of The PhilippinesReno TadashiNo ratings yet
- Phrygian Gates and China Gates RecordingsDocument1 pagePhrygian Gates and China Gates RecordingsCloudwalkNo ratings yet
- Beginner Levels of EnglishDocument4 pagesBeginner Levels of EnglishEduardoDiazNo ratings yet
- Gallirei Weekend 2018Document7 pagesGallirei Weekend 2018Reiner Albert BraunNo ratings yet
- M40 Mix DesignDocument2 pagesM40 Mix DesignHajarath Prasad Abburu100% (1)
- Ponty Maurice (1942,1968) Structure of BehaviorDocument131 pagesPonty Maurice (1942,1968) Structure of BehaviorSnorkel7No ratings yet
- Why I Want To Be An Army OfficerDocument1 pageWhy I Want To Be An Army OfficercmphalanNo ratings yet
- DR LukeDocument126 pagesDR Lukegabryelbarretto7No ratings yet
- Luzande, Mary Christine B - Motivating and Managing Individuals - Moral LeadershipDocument15 pagesLuzande, Mary Christine B - Motivating and Managing Individuals - Moral LeadershipMAry Christine BatongbakalNo ratings yet
- FS 1 Activity 3.3Document6 pagesFS 1 Activity 3.3HYACINTH GALLENERONo ratings yet
- Spelling Menu Days and MonthsDocument1 pageSpelling Menu Days and MonthsLisl WindhamNo ratings yet