You might also like
- Peugeot Jet C-Tech 50 2T (En)Document28 pagesPeugeot Jet C-Tech 50 2T (En)Manualles50% (4)
- Polycystic Ovarian Syndrome (PCOS) : ComplicationsDocument1 pagePolycystic Ovarian Syndrome (PCOS) : ComplicationsSahnia Uli SilitongaNo ratings yet
- VSL Tech Data PDFDocument29 pagesVSL Tech Data PDFhythamNo ratings yet
- Edge Distance Spacing and Bearing in Bolted Connections - Lewis - 1996 PDFDocument53 pagesEdge Distance Spacing and Bearing in Bolted Connections - Lewis - 1996 PDFArun MaskNo ratings yet
- Sheetpile Handbook ch3 PDFDocument18 pagesSheetpile Handbook ch3 PDFTarek HareedyNo ratings yet
- 5822 2004 PDFDocument19 pages5822 2004 PDFSuresh CNo ratings yet
- Nonmetal Ducts - Guide Specification - Updated 6-2019Document17 pagesNonmetal Ducts - Guide Specification - Updated 6-2019abdullah amanullahNo ratings yet
- A354 PDFDocument7 pagesA354 PDFnighat_fatima_12No ratings yet
- (PPT) Fire Resistance Assessment of Concrete StructuresDocument81 pages(PPT) Fire Resistance Assessment of Concrete StructuresGregory Simmon100% (2)
- Damage Assessment and RehabilitationDocument3 pagesDamage Assessment and Rehabilitationmusiomi20052542No ratings yet
- Characterization of Fresh Water in Panicuason Hot SpringDocument3 pagesCharacterization of Fresh Water in Panicuason Hot SpringJerome Earl AmarantoNo ratings yet
- Hot Springs Lesson Notes PDFDocument9 pagesHot Springs Lesson Notes PDFLena JechiuNo ratings yet
- PropertiesDocument35 pagesPropertiesYANIshaNo ratings yet
- FINAL - Project Format ModifiedDocument7 pagesFINAL - Project Format Modifiedadarsh saurkarNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- Manhole - MPW SPECIFICATIONDocument28 pagesManhole - MPW SPECIFICATIONttshareefNo ratings yet
- Construction of Chain-Link Tennis Court Fence: Standard Practice ForDocument4 pagesConstruction of Chain-Link Tennis Court Fence: Standard Practice ForKevin JosueNo ratings yet
- Etag 001 Annex C - Design Methods For AnchoragesDocument34 pagesEtag 001 Annex C - Design Methods For AnchoragesCosti RosogaNo ratings yet
- Astm f682 1982Document7 pagesAstm f682 1982dharlanuctcomNo ratings yet
- 400 Roof and Seal Selection and DesignDocument51 pages400 Roof and Seal Selection and DesignALI YILMAZNo ratings yet
- Aa0850150-Residual Stress Measurement of GeneratorDocument4 pagesAa0850150-Residual Stress Measurement of GeneratorAnonymous gr5Pr9AV100% (2)
- Us Navy Practical Guide Flame Bending PipeDocument102 pagesUs Navy Practical Guide Flame Bending PipeBrian DohertyNo ratings yet
- Sfa-5 18Document28 pagesSfa-5 18Armando Lujan VelazquezNo ratings yet
- Es7 PDFDocument4 pagesEs7 PDFayoungaNo ratings yet
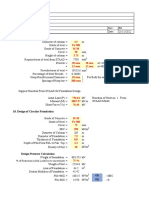
- Circular Column Design For Pole SuportDocument2 pagesCircular Column Design For Pole SuportJayNo ratings yet
- Astm A529 1975Document4 pagesAstm A529 1975dharlanuctcomNo ratings yet
- Canadian Prescriptive-Residential-Exterior-Wood-Deck-Span-GuideDocument17 pagesCanadian Prescriptive-Residential-Exterior-Wood-Deck-Span-GuideElli VarodoraNo ratings yet
- Zia - Prestressed LossesDocument7 pagesZia - Prestressed Lossesmaria gaeteNo ratings yet
- Pipe Class-RatingDocument31 pagesPipe Class-RatingNind's ChefNo ratings yet
- ASWP Manual - Section 1 - IntroductionDocument17 pagesASWP Manual - Section 1 - Introductionjmvm56No ratings yet
- Size RangeDocument15 pagesSize RangelucidbaseNo ratings yet
- Fillet Welding On Gussets and LugsDocument1 pageFillet Welding On Gussets and LugsSeungmin PaekNo ratings yet
- Pocket Companion of Useful Information & Tables For Wrought Iron, C. L. Strobel, 1881Document177 pagesPocket Companion of Useful Information & Tables For Wrought Iron, C. L. Strobel, 1881Sherwood McGowanNo ratings yet
- Iso 4427-5 - 2007Document14 pagesIso 4427-5 - 2007Emmanuel BoquetNo ratings yet
- Tips For Designers PDFDocument5 pagesTips For Designers PDFSushil DhunganaNo ratings yet
- Standard Cyclone Wire Design PDFDocument3 pagesStandard Cyclone Wire Design PDFPaolo AfidchaoNo ratings yet
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Document2 pagesSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchNo ratings yet
- Un 2004-03 - Ud-Au-000-Eb-00009 PDFDocument3 pagesUn 2004-03 - Ud-Au-000-Eb-00009 PDFManjeet SainiNo ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Is 3589 - 2001Document21 pagesIs 3589 - 2001Aara MeghNo ratings yet
- Astm A285 1978Document5 pagesAstm A285 1978Juan Manuel Cruz MárquezNo ratings yet
- Steel StacksDocument44 pagesSteel StacksNitish saini100% (1)
- A FEDS Structural BoltsDocument6 pagesA FEDS Structural BoltsCrimsonPoshNo ratings yet
- Mil C 39012CDocument57 pagesMil C 39012CMITHUN.V POWARNo ratings yet
- Pulleys - Sole Plates - Standard Sole Plate DataDocument3 pagesPulleys - Sole Plates - Standard Sole Plate DataWaris La Joi Wakatobi0% (1)
- Indian RDSO-Guidelines For HSFG Bolts On India RailDocument16 pagesIndian RDSO-Guidelines For HSFG Bolts On India RailUpaliFernando100% (1)
- Horseley Bridge Tanks BrochureDocument12 pagesHorseley Bridge Tanks BrochureObinna OkaforNo ratings yet
- Astm A1008 CRC Crs PDFDocument9 pagesAstm A1008 CRC Crs PDFArul Edwin VijayNo ratings yet
- Base Plate & Stiffener 3Document13 pagesBase Plate & Stiffener 3cu1988No ratings yet
- Sans 1431Document2 pagesSans 1431grincheu70100% (1)
- Bin Tariq Pipes Intro 2013Document61 pagesBin Tariq Pipes Intro 2013Munir Ahmed MusianiNo ratings yet
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaNo ratings yet
- ASCC Position Statement 14Document1 pageASCC Position Statement 14Hanri Pakpahan100% (1)
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocument12 pagesThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelNo ratings yet
- A 299 - A 299M - 09 (2014) PDFDocument2 pagesA 299 - A 299M - 09 (2014) PDFأسامة وحيد الدين رمضانNo ratings yet
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00No ratings yet
- Model Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandModel Analysis of Plane Structures: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- A+490m+-+04++ Qtq5me0Document6 pagesA+490m+-+04++ Qtq5me0tehOnipisNo ratings yet
- High-Strength Bolts For Structural Steel Joints (Metric)Document5 pagesHigh-Strength Bolts For Structural Steel Joints (Metric)carlokandiNo ratings yet
- ASTM A490M High Strength Steel BoltsDocument6 pagesASTM A490M High Strength Steel BoltsrogersampaiocostaNo ratings yet
- A490Document7 pagesA490rfelippe8733No ratings yet
- REG1 RegistrationDocument7 pagesREG1 RegistrationMohammed HussainNo ratings yet
- Taking Body MeasurementsDocument86 pagesTaking Body MeasurementsMariel Liza HernandezNo ratings yet
- Intake InterviewDocument2 pagesIntake InterviewMarky Laury GameplaysNo ratings yet
- Wedeco TAK55 UV DesinfectationDocument12 pagesWedeco TAK55 UV DesinfectationCarlos RamírezNo ratings yet
- Grain Storage Ins Cont Stored GrainDocument20 pagesGrain Storage Ins Cont Stored Grainstalinkbc2847No ratings yet
- HNSC A1 J Section BDocument6 pagesHNSC A1 J Section BGood For NothingNo ratings yet
- Sarnacol 2142S PDS Sika SarnafilDocument3 pagesSarnacol 2142S PDS Sika SarnafilKRISHNA PRASATH SNo ratings yet
- Bio Ntse 2Document2 pagesBio Ntse 2Aditya TiwariNo ratings yet
- GRP (E) HRM AssignDocument10 pagesGRP (E) HRM AssignHuzefa JouharNo ratings yet
- DA AO 8-SignedDocument24 pagesDA AO 8-SignedMaria Jezreel A. BernaldezNo ratings yet
- 400e 1M PDFDocument4 pages400e 1M PDFLuis RolaNo ratings yet
- Yoga For DepressionDocument12 pagesYoga For DepressionSoulyogaNo ratings yet
- Juvenile Justice in South AsiaDocument148 pagesJuvenile Justice in South AsiasukirteeeroNo ratings yet
- A4 Case Study Design 5 2Document7 pagesA4 Case Study Design 5 2Bautista JunNo ratings yet
- GA BRAUN Specifications Omega Cross FolderDocument4 pagesGA BRAUN Specifications Omega Cross Foldermairimsp2003No ratings yet
- Industrial Waste SurweyDocument34 pagesIndustrial Waste SurweyOmaya TariqNo ratings yet
- Gloria Macapagal ArroyoDocument14 pagesGloria Macapagal ArroyoJefferyl BagalayosNo ratings yet
- Gas Turbines Performance Improvements - GEK3571Document37 pagesGas Turbines Performance Improvements - GEK3571Orlando Jose SerranoNo ratings yet
- Vaccination Act, 1919Document6 pagesVaccination Act, 1919owuraniNo ratings yet
- Cancer Writing AssignmentDocument2 pagesCancer Writing AssignmentChege AmbroseNo ratings yet
- Role of Artificial Intelligence in PTDocument3 pagesRole of Artificial Intelligence in PTAli MansoorNo ratings yet
- DXB Cargo Fact File Mar2021Document6 pagesDXB Cargo Fact File Mar2021shriyaNo ratings yet
- Perfume Accords (Leonard Payne) (Z-Library)Document277 pagesPerfume Accords (Leonard Payne) (Z-Library)longaeva91100% (1)
- QF.1001 Rev.0 30.09.99 EnglishDocument60 pagesQF.1001 Rev.0 30.09.99 EnglishPurushottam SutarNo ratings yet
- (Geography) Location Factors Sugar, Tea, Coffee, Rubber and Cocoa For UPSC General Studies Mains Paper 1Document20 pages(Geography) Location Factors Sugar, Tea, Coffee, Rubber and Cocoa For UPSC General Studies Mains Paper 1Sujit KumarNo ratings yet
- Troop 155 Handbook v3 0Document15 pagesTroop 155 Handbook v3 0api-249011096No ratings yet
- Product Catalogue: PSC CorporationDocument53 pagesProduct Catalogue: PSC Corporationphuhai haizaNo ratings yet
- Materi II - Mekanisme Angkut Dari Bahan Pencemar TerlarutDocument8 pagesMateri II - Mekanisme Angkut Dari Bahan Pencemar TerlarutAndrau BostonNo ratings yet