You might also like
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- North Carolina Department OF Transportation Double Bevel Groove B G W P S (WPS) AWS D1.5Document3 pagesNorth Carolina Department OF Transportation Double Bevel Groove B G W P S (WPS) AWS D1.5farshid KarpasandNo ratings yet
- Crane Wire Rope Code PDFDocument1 pageCrane Wire Rope Code PDFraulbrlunaNo ratings yet
- DNV, TIFF TIN For Case-Hardened GearsDocument6 pagesDNV, TIFF TIN For Case-Hardened GearsPeter Carden100% (1)
- Visual and Ultrasonic Inspection of CraneDocument7 pagesVisual and Ultrasonic Inspection of CranePDDELUCA100% (2)
- Dam Engineering: 5th International Conference OnDocument24 pagesDam Engineering: 5th International Conference OnAnand Agrawal67% (3)
- Iso 12096 (RT)Document10 pagesIso 12096 (RT)T Mathew Tholoor100% (1)
- Corrosion Protection of Steel Pipelines Against CO Corrosion-A ReviewDocument12 pagesCorrosion Protection of Steel Pipelines Against CO Corrosion-A ReviewRamdan YassinNo ratings yet
- Owen Falls MovementsDocument12 pagesOwen Falls Movementssemuwemba100% (2)
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- AGPT01-09 Guide To Pavement Technology Part 1 Introduction To Pavement TechnologyDocument46 pagesAGPT01-09 Guide To Pavement Technology Part 1 Introduction To Pavement TechnologySrujhana RaoNo ratings yet
- List of NDT StandardsDocument3 pagesList of NDT Standardskiki270977No ratings yet
- Installation and Commissioning of Overhead CraneDocument43 pagesInstallation and Commissioning of Overhead CraneKarim GarahNo ratings yet
- Pfeifer Wire Ropes Technical Information Brochure enDocument20 pagesPfeifer Wire Ropes Technical Information Brochure eneddie2166No ratings yet
- Shut Down ProceduresDocument3 pagesShut Down ProceduresAnand AgrawalNo ratings yet
- AHRI Guideline T 2002Document16 pagesAHRI Guideline T 2002trangweicoNo ratings yet
- Wire Rope - Sling Inspection ReportDocument2 pagesWire Rope - Sling Inspection ReportdharwinNo ratings yet
- En 473 VS SNT TC 1aDocument3 pagesEn 473 VS SNT TC 1aramalingamNo ratings yet
- Unpriced PoDocument2 pagesUnpriced PoNiti YuangyimNo ratings yet
- Mobile Cranes Check ListDocument6 pagesMobile Cranes Check ListBanesco TemplarisNo ratings yet
- Ultrasonic Wall Thickness Report Feb.27-28,20062 - 2Document32 pagesUltrasonic Wall Thickness Report Feb.27-28,20062 - 2Endickk Screamo PoreperrNo ratings yet
- NDTSNTDocument20 pagesNDTSNTEugenia Le FosseNo ratings yet
- Jose P. Laurel Sr. High SchoolDocument8 pagesJose P. Laurel Sr. High SchoolEricha SolomonNo ratings yet
- Strength of Materials ReportDocument14 pagesStrength of Materials ReportRahul JohnsonNo ratings yet
- Sample Employee Appraisal Reports PDFDocument13 pagesSample Employee Appraisal Reports PDFAnand AgrawalNo ratings yet
- 4 Destructive TestingDocument19 pages4 Destructive TestingSamerNo ratings yet
- HILTI Technical Manual PDFDocument134 pagesHILTI Technical Manual PDFleluz__No ratings yet
- Horizontal Lifeline Systems GuidelineDocument4 pagesHorizontal Lifeline Systems GuidelinemohanNo ratings yet
- Iso 8792 1986Document9 pagesIso 8792 1986Ather SeemabNo ratings yet
- EN 528 - About BackstopDocument8 pagesEN 528 - About BackstopFlorin DumbravaNo ratings yet
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFbrodieNo ratings yet
- Report of Ultrasonic Flaw Detection Test of Weld JointDocument1 pageReport of Ultrasonic Flaw Detection Test of Weld Jointkevin desai100% (1)
- NDT Training Syllabus PDFDocument8 pagesNDT Training Syllabus PDFNkwor AndersonNo ratings yet
- Is 3832 2005 PDFDocument18 pagesIs 3832 2005 PDFSachin5586No ratings yet
- 1.4 Rope Access Job Method StatementDocument6 pages1.4 Rope Access Job Method StatementMohammad YusoffNo ratings yet
- BSI PPE Factsheet UK EN PDFDocument2 pagesBSI PPE Factsheet UK EN PDFMDNV RAONo ratings yet
- LEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFDocument11 pagesLEEA-062 General Guidance To The Manufacturer of Lifting Equipment To The Development of Instructions For Use Version 1 April 2015 PDFUlviyye ElesgerovaNo ratings yet
- Kerosene Leak TestDocument3 pagesKerosene Leak TestsapkotamonishNo ratings yet
- DAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentDocument21 pagesDAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentMetallurgist007100% (1)
- Tecnoplast SRL - Product ListDocument44 pagesTecnoplast SRL - Product Listbarino1966No ratings yet
- Extract From ISO 4309 - 2010Document1 pageExtract From ISO 4309 - 2010Jason RobertsNo ratings yet
- BS 2452 (1954)Document30 pagesBS 2452 (1954)siswou100% (1)
- SNEL2Document27 pagesSNEL2CarTech Dyno100% (2)
- Jib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFDocument3 pagesJib Crane Inspection Report 04-1005195 - J1610688 - NQC1154 - PDFAnonymous N2Se0bYNo ratings yet
- Defect / Non Compliance ReportDocument12 pagesDefect / Non Compliance ReportMichael OkwuwaNo ratings yet
- LEEA Correspondence Courses: Assignment 1.10Document6 pagesLEEA Correspondence Courses: Assignment 1.10ikponmwonsaNo ratings yet
- Penguard ZP AO - English (Uk) - Issued.06.12.2007Document3 pagesPenguard ZP AO - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Table 6.7Document2 pagesTable 6.7AngelTinocoNo ratings yet
- Mordec-Catalogue 2011 MayDocument83 pagesMordec-Catalogue 2011 Maykiiru88100% (1)
- Sabs GuideDocument3 pagesSabs Guidealextentwenty0% (1)
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 pagesF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamNo ratings yet
- Method of Statement PDFDocument7 pagesMethod of Statement PDFSakib AyubNo ratings yet
- 2012 Ol1 1.7 UDocument14 pages2012 Ol1 1.7 UalexedamalaNo ratings yet
- ISO 9712:2012 International Standard Non Destructive Testing - Qualification and Certification of NDT PersonnelDocument1 pageISO 9712:2012 International Standard Non Destructive Testing - Qualification and Certification of NDT PersonnelClayton CalvertNo ratings yet
- Is-5372-Taper Washer For ChannelDocument2 pagesIs-5372-Taper Washer For ChannelSurendra Kumar ChordiaNo ratings yet
- Mandatory Appendix 12 Ultrasonic Examination of Welds (Ut) : 12-1 SCOPEDocument1 pageMandatory Appendix 12 Ultrasonic Examination of Welds (Ut) : 12-1 SCOPESefa yıldızNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationMark Jason M. BrualNo ratings yet
- Alloy Master LinksDocument1 pageAlloy Master LinksAnonymous 48jYxR1C0% (1)
- IS 16018 Product ManualDocument12 pagesIS 16018 Product ManualsaikiranNo ratings yet
- RTDocument14 pagesRTaravindanNo ratings yet
- PT Bhaita Wire Rope Inspection ProcedureDocument4 pagesPT Bhaita Wire Rope Inspection ProcedureSugianto TanNo ratings yet
- Elastomer I C Bearings PDFDocument8 pagesElastomer I C Bearings PDFMiguel Belda DiezNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiNo ratings yet
- ZAWADA Wire Rope DefetographDocument14 pagesZAWADA Wire Rope Defetographalmeer100% (2)
- ASTM E1444-E1444M (2021) - Part4Document1 pageASTM E1444-E1444M (2021) - Part4David WongNo ratings yet
- Building CodesDocument15 pagesBuilding CodesPikuNo ratings yet
- 9282Document13 pages9282Frank StephensNo ratings yet
- Permit To Work Single PageDocument2 pagesPermit To Work Single PageAnand AgrawalNo ratings yet
- Electrical Safety in MinesDocument9 pagesElectrical Safety in MinesAnand AgrawalNo ratings yet
- Arc Flash Safety PDFDocument76 pagesArc Flash Safety PDFEdwin53No ratings yet
- Mines 1Document12 pagesMines 1Anand AgrawalNo ratings yet
- Is 14494 1998Document37 pagesIs 14494 1998Anand Agrawal100% (1)
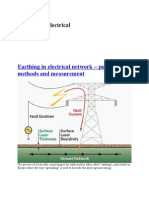
- Earthing in Electrical Network - Purpose, Methods and MeasurementDocument12 pagesEarthing in Electrical Network - Purpose, Methods and MeasurementShah JayNo ratings yet
- Training Retraining GuidelinesDocument79 pagesTraining Retraining GuidelinesAnand AgrawalNo ratings yet
- Mine Electrical Study GuideDocument314 pagesMine Electrical Study GuideAnand AgrawalNo ratings yet
- Guidebook IIDocument188 pagesGuidebook IIAnand AgrawalNo ratings yet
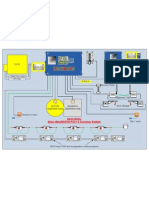
- Basic Conveyor LayoutDocument1 pageBasic Conveyor LayoutAnand AgrawalNo ratings yet
- Characteristics, Uses and Side Effects of Chlorhexidine-A ReviewDocument3 pagesCharacteristics, Uses and Side Effects of Chlorhexidine-A ReviewsuhanaNo ratings yet
- Guidebook To Proximate Analysis by BUCHI enDocument6 pagesGuidebook To Proximate Analysis by BUCHI enAnn Myril Chua TiuNo ratings yet
- Manual Spirax SarcoDocument2 pagesManual Spirax SarcoAlex CarreraNo ratings yet
- Relative Photonic Efficiencies and Quantum Yields in Heterogeneous PhotocatalysisDocument12 pagesRelative Photonic Efficiencies and Quantum Yields in Heterogeneous PhotocatalysisPaula TrindadeNo ratings yet
- 3 2a-StoppingPowerTranscriptDocument55 pages3 2a-StoppingPowerTranscripttutorhowNo ratings yet
- Soal QafcoDocument3 pagesSoal QafcoRatu CeliaNo ratings yet
- Mantra Catalogo Avance Decorativo 2022Document45 pagesMantra Catalogo Avance Decorativo 2022Elma SomunNo ratings yet
- An Overview of The Intelligent Packaging Technologies in The FoodDocument11 pagesAn Overview of The Intelligent Packaging Technologies in The FoodAncuţa-IonelaPartinNo ratings yet
- Theory of Trouble ShootingDocument19 pagesTheory of Trouble ShootingR P Naik100% (2)
- Chem 2-Module 3-LectureDocument6 pagesChem 2-Module 3-LectureKYLE SHANE LLORENTENo ratings yet
- Enoh Paint Data SheetDocument3 pagesEnoh Paint Data SheetIbrahim ElnoshokatyNo ratings yet
- Bioavailability of Diazepam After Intramuscular Injection of Its Water-Soluble Prodrug Alone or With AtropineDocument10 pagesBioavailability of Diazepam After Intramuscular Injection of Its Water-Soluble Prodrug Alone or With AtropineDevinda ArumNo ratings yet
- Paper Acceptance SIMPOSIUM IATMI 2018 PDF 2018-09-03Document20 pagesPaper Acceptance SIMPOSIUM IATMI 2018 PDF 2018-09-03Bagus SetyaNo ratings yet
- Momentum Transfer Final NaDocument18 pagesMomentum Transfer Final NaAna Lorraine DalilisNo ratings yet
- AWW December 2017Document68 pagesAWW December 2017prabal rayNo ratings yet
- Painting Materials A Short Encyclopedia Dover Art Instruction by R J Gettens G L Stout B00a7368ugDocument5 pagesPainting Materials A Short Encyclopedia Dover Art Instruction by R J Gettens G L Stout B00a7368ugFidget LoverNo ratings yet
- Ordinary Biology Paper 3 6116 3 First Proof 24.05.2022Document12 pagesOrdinary Biology Paper 3 6116 3 First Proof 24.05.2022helenanamb26No ratings yet
- DPP # 1 (Surface Chemistry)Document2 pagesDPP # 1 (Surface Chemistry)VINAY SHARMANo ratings yet
- Nanotechnology: Basic Science and Emerging TechnologiesDocument17 pagesNanotechnology: Basic Science and Emerging TechnologiesDario Bejarano Rojas100% (1)
- Diagrama Causa-Efecto de Una Caldera: Materiales Metodos Mano de ObraDocument2 pagesDiagrama Causa-Efecto de Una Caldera: Materiales Metodos Mano de ObraDaniel Will Morales GuerreroNo ratings yet
- AC 28 Hydrogen Peroxide Decomposition SDocument6 pagesAC 28 Hydrogen Peroxide Decomposition SBernadette TanNo ratings yet
- 3M™ Oil Quality Test Strips 1004 and 1005: Product DescriptionDocument2 pages3M™ Oil Quality Test Strips 1004 and 1005: Product DescriptionkhalifapkNo ratings yet
- AU NZ P1028 Consult SD1 Attach A1Document81 pagesAU NZ P1028 Consult SD1 Attach A1Hanna Mery AuliaNo ratings yet
- Geopier Tech Paper No1Document15 pagesGeopier Tech Paper No1Maris AlexandruNo ratings yet