You might also like
- Lathe Report Sem 1 DegDocument9 pagesLathe Report Sem 1 DegTarmizi Bahari74% (27)
- Workshop Hammer ReportDocument14 pagesWorkshop Hammer ReportJoshua Chong67% (3)
- IMP Lab Manual - Autumn 2019Document48 pagesIMP Lab Manual - Autumn 2019ZANTHERNo ratings yet
- Hammer Full ReportDocument9 pagesHammer Full ReportVince Ong100% (3)
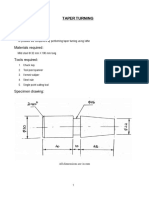
- Taper Turning by Taper Attachment MethodDocument4 pagesTaper Turning by Taper Attachment MethodZia JanNo ratings yet
- Material and Metal Processing Mid Semester: NADIRA AFRA RASHEESA 04211941000011Document9 pagesMaterial and Metal Processing Mid Semester: NADIRA AFRA RASHEESA 04211941000011Aldy FairuzNo ratings yet
- Lap Report TemplateDocument7 pagesLap Report TemplateMd Sajib SheikhNo ratings yet
- TurningDocument9 pagesTurningAhmed RexNo ratings yet
- Workshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Document17 pagesWorkshop Technology: EXPERIMENT 1: Hand and Machine Tools (Making A Pin Hammer)Tan YikcongNo ratings yet
- Engineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFDocument2 pagesEngineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFJayaram R S [MECH]No ratings yet
- Experiment Fi1 PDFDocument33 pagesExperiment Fi1 PDFrajamanickam sNo ratings yet
- Milling Report SampleDocument3 pagesMilling Report SampleAmanda LamNo ratings yet
- 4th Sem Dme Machine Shop Records c20Document8 pages4th Sem Dme Machine Shop Records c20TRILOK KUMAR REDDYNo ratings yet
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARNo ratings yet
- MT Lab Manual r21Document49 pagesMT Lab Manual r21vtsks2005No ratings yet
- Shop-4-Cross Peen Hammer HeadDocument8 pagesShop-4-Cross Peen Hammer HeadJag MasterNo ratings yet
- Lathe Machine ReportDocument28 pagesLathe Machine ReportFaizal64% (11)
- MFT Lab Manual 2017-18 Even UpdatedDocument63 pagesMFT Lab Manual 2017-18 Even UpdatedPrakash ThangavelNo ratings yet
- Shop Exercise 5Document7 pagesShop Exercise 5marisonNo ratings yet
- Aimi Izyana Binti Ismail 0226962 ObjectivesDocument13 pagesAimi Izyana Binti Ismail 0226962 ObjectivesSalman ShaxShax HeissNo ratings yet
- Workshop ReportDocument8 pagesWorkshop ReportspdNo ratings yet
- Milling Report Section 5Document9 pagesMilling Report Section 5AbbyNo ratings yet
- ME2258 Manufacturing Technology Lab I Lab Manual PDFDocument40 pagesME2258 Manufacturing Technology Lab I Lab Manual PDFTim BryantNo ratings yet
- 4 - Sem Lab Manual: Spur Gear MillingDocument10 pages4 - Sem Lab Manual: Spur Gear MillingPRASSAN SHAHNo ratings yet
- DrillingDocument3 pagesDrillingHilario PongaronNo ratings yet
- Machine Shop Lab Manual 2018Document16 pagesMachine Shop Lab Manual 2018S B MALLURNo ratings yet
- S. No Pg. No: I List of Figures IDocument15 pagesS. No Pg. No: I List of Figures Iyuvaraj shankarNo ratings yet
- Rap Drill and LatheDocument14 pagesRap Drill and LatheJoyce Saddhu MeettooNo ratings yet
- Model - I Turning Operations Performed On A Given Mild Steel Work PieceDocument4 pagesModel - I Turning Operations Performed On A Given Mild Steel Work PiecejssrikantamurthyNo ratings yet
- Unit 5Document8 pagesUnit 5Narendra YadavNo ratings yet
- Lathe Lab Report 2220259Document8 pagesLathe Lab Report 2220259Hiumi K.No ratings yet
- Doweling, Fastening and Locking Plates Operation SheetDocument4 pagesDoweling, Fastening and Locking Plates Operation SheetPolarcheif 01No ratings yet
- Types of Operation: Facing OperationDocument9 pagesTypes of Operation: Facing OperationSai KiranNo ratings yet
- Workshop Report Zainab AliDocument15 pagesWorkshop Report Zainab Aliapi-287774894No ratings yet
- me8361-MT 1 LabmanualDocument37 pagesme8361-MT 1 LabmanualHOD ITNo ratings yet
- MACHINE TOOLS LabDocument40 pagesMACHINE TOOLS LabFarhan KhanNo ratings yet
- Mapúa University: Shop Practice No. 8Document10 pagesMapúa University: Shop Practice No. 8marisonNo ratings yet
- ME2207 Lab ManualDocument45 pagesME2207 Lab ManualchristadcrNo ratings yet
- Ex. No. Date Name of The Experiment Page No. Remarks Staff SignatureDocument18 pagesEx. No. Date Name of The Experiment Page No. Remarks Staff SignatureDivin Kumar MNo ratings yet
- MS-II Lab ManualDocument18 pagesMS-II Lab ManualdibyenindusNo ratings yet
- All Lab Reports of Manufacturing ProcessesDocument28 pagesAll Lab Reports of Manufacturing ProcessesZia JanNo ratings yet
- Note CNC Milling Machine 2Document10 pagesNote CNC Milling Machine 2Syafi NafisNo ratings yet
- Faculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringEzzuan RaesNo ratings yet
- Production Technology: Department of Mechanical EngineeringDocument17 pagesProduction Technology: Department of Mechanical Engineeringrahul bhattNo ratings yet
- Tool Makers Clamp Write UpDocument5 pagesTool Makers Clamp Write Upmevansmetreel100% (1)
- Milling MachineDocument8 pagesMilling Machinegirma workuNo ratings yet
- Lab Manual IPPC - 216Document48 pagesLab Manual IPPC - 216Akhtar AliNo ratings yet
- UEME3223 - Report 1Document10 pagesUEME3223 - Report 1Sinyau KhooNo ratings yet
- Workshop - List of Experements and Its Procedure PDFDocument29 pagesWorkshop - List of Experements and Its Procedure PDFAdhi SheshuNo ratings yet
- Lathe ReportDocument11 pagesLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- GTTH Cư Khí5567777Document9 pagesGTTH Cư Khí5567777Trung HoàngNo ratings yet
- Presentation of Key RingDocument2 pagesPresentation of Key RingJoydeep RoyNo ratings yet
- Djj10033 Chapter 2Document30 pagesDjj10033 Chapter 2YogenNo ratings yet
- Acknowledgement: Name FacultyDocument23 pagesAcknowledgement: Name FacultySurendra JoshiNo ratings yet
- Imp Lab ManualDocument36 pagesImp Lab ManualAnas MuhammedNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020peniel ccNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- SM - Muhammad Bisma Syahrizal - 04211941000007Document6 pagesSM - Muhammad Bisma Syahrizal - 04211941000007Bisma SyahrizalNo ratings yet
- Tam2020 Article PsychologicalDistressAmongHIVHDocument9 pagesTam2020 Article PsychologicalDistressAmongHIVHBisma SyahrizalNo ratings yet
- Disparity in HIV Service Interruption in The Outbreak of COVID 19 in South CarolinaDocument9 pagesDisparity in HIV Service Interruption in The Outbreak of COVID 19 in South CarolinaBisma SyahrizalNo ratings yet
- By Maj Gen Nilendra Kumar An Effort For Bachpan Bachao Andolan and Lex Consilium FoundationDocument52 pagesBy Maj Gen Nilendra Kumar An Effort For Bachpan Bachao Andolan and Lex Consilium FoundationBisma SyahrizalNo ratings yet