You might also like
- Isuzu D-Max 2011 Transfer Case Service ManualDocument92 pagesIsuzu D-Max 2011 Transfer Case Service ManualWilmer Huanga92% (13)
- 4r75 Transmision PDFDocument10 pages4r75 Transmision PDFCarlos Arturo de Dios100% (1)
- Rs125 Race: De-Restrict An Aprilia Rs 125 2006 Euro 3Document9 pagesRs125 Race: De-Restrict An Aprilia Rs 125 2006 Euro 3Administrator100% (9)
- Normal Distribution PortfolioDocument6 pagesNormal Distribution Portfoliosophia harris100% (1)
- Cat D5N-D6N - Parts - 7-2010 PDFDocument33 pagesCat D5N-D6N - Parts - 7-2010 PDFzeljko100% (1)
- GEK - 91716 Shipping Instructions 5GDY106Document4 pagesGEK - 91716 Shipping Instructions 5GDY106Emmanuel Torres Herrera100% (1)
- 1967 Chevrolet Chevelle Camaro Chevyii Corvette Overhaul ManualDocument325 pages1967 Chevrolet Chevelle Camaro Chevyii Corvette Overhaul Manualfernan blanco100% (1)
- Factory made uPVC windows installationDocument2 pagesFactory made uPVC windows installationAmit Singh100% (2)
- Ge Ge752 User Manual 61 62Document2 pagesGe Ge752 User Manual 61 62RICHARDNo ratings yet
- Ge Ge752 User Manual 25 26Document2 pagesGe Ge752 User Manual 25 26RICHARDNo ratings yet
- Ge Ge752 User Manual 57 58Document2 pagesGe Ge752 User Manual 57 58RICHARDNo ratings yet
- Hydraulic Cylinders & Seal KitsDocument23 pagesHydraulic Cylinders & Seal KitsVIN PATNo ratings yet
- BearingDocument11 pagesBearingThanh Luan NguyenNo ratings yet
- KT175-RS-R - Adapts 175 Series Actuators Onto A Bosch In-Line Pump With Right Hand Rack & RS/RSV GovernorDocument4 pagesKT175-RS-R - Adapts 175 Series Actuators Onto A Bosch In-Line Pump With Right Hand Rack & RS/RSV GovernoranilNo ratings yet
- WheelHorse Power Take Off Manual 8-3411Document4 pagesWheelHorse Power Take Off Manual 8-3411Kevins Small Engine and Tractor ServiceNo ratings yet
- 43.88UK Mechanical Seal Replacement Instructions TCDocument4 pages43.88UK Mechanical Seal Replacement Instructions TCMohammed Mostafa El HaddadNo ratings yet
- Model 50 Series Repair Kit Installation InstructionsDocument4 pagesModel 50 Series Repair Kit Installation InstructionsmoviteknikaNo ratings yet
- EASA Essay Technique M7 9 10Document16 pagesEASA Essay Technique M7 9 10Ram C HumagainNo ratings yet
- Technical guide for Sherwood 29000 pump seriesDocument8 pagesTechnical guide for Sherwood 29000 pump seriesPaško KelavaNo ratings yet
- Group 7 RCV Lever Removal and InstallationDocument15 pagesGroup 7 RCV Lever Removal and InstallationRafał DworakNo ratings yet
- 37 1 606Document26 pages37 1 606khalafNo ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- A 1020Document16 pagesA 1020Pong KrubNo ratings yet
- 43 88 - Mechanical - Seal - Replacement - Instructions - TCDocument4 pages43 88 - Mechanical - Seal - Replacement - Instructions - TCAlan MercesNo ratings yet
- Manual - 3 Speed HubsDocument1 pageManual - 3 Speed HubsmaqhfirahNo ratings yet
- Baker 4-Speed N1 Shift Drum Kit: Baker Cruise Drive Top CoverDocument8 pagesBaker 4-Speed N1 Shift Drum Kit: Baker Cruise Drive Top Coverderek maukNo ratings yet
- Sizes Mercury & Mars (Page 1 of 4) : Figure 3ADocument4 pagesSizes Mercury & Mars (Page 1 of 4) : Figure 3AFreddy Arratia HerreraNo ratings yet
- SECTION 4.05: Cylinder Head AssemblyDocument8 pagesSECTION 4.05: Cylinder Head AssemblyLUISA FERNANDA TORRES MANOSALVANo ratings yet
- Repair Instruction TYPE AE PUMPSDocument8 pagesRepair Instruction TYPE AE PUMPSOscar Araya RojasNo ratings yet
- Instructions For The Use of Fixture Group - Parts ReusabilityDocument7 pagesInstructions For The Use of Fixture Group - Parts ReusabilityRASOUL KHADIBINo ratings yet
- MN 03007Document16 pagesMN 03007hyarub9No ratings yet
- 812 - Turning Gear for Diesel Engines YRTG 18-23Document14 pages812 - Turning Gear for Diesel Engines YRTG 18-23diego19absNo ratings yet
- Kawasaki Staffa Radial Hydraulic Motors 41 62Document22 pagesKawasaki Staffa Radial Hydraulic Motors 41 62Samuel Lopez BenitesNo ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Bendix - Master-Vac - Power Brake Service Manual - 9-208 Supplement No. 1 - OCR - 4 PagesDocument4 pagesBendix - Master-Vac - Power Brake Service Manual - 9-208 Supplement No. 1 - OCR - 4 Pagesgreg titanNo ratings yet
- Packer Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2Document4 pagesPacker Systems Technical Unit Model "M" Expansion Joint, Sizes 2-3/8, 2-7/8, 3-1/2, and 4-1/2eberthson hernandezNo ratings yet
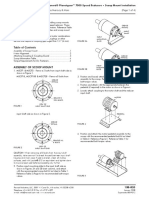
- Power Wheel Service Manual Model 8 Double Reduction Shaft and Spindle Output DrivesDocument4 pagesPower Wheel Service Manual Model 8 Double Reduction Shaft and Spindle Output DrivesFreddy Martínez AvendañoNo ratings yet
- WMME 57 Vac Pump Procedure Revised October 2008Document15 pagesWMME 57 Vac Pump Procedure Revised October 2008Sandison stlNo ratings yet
- JGC & JGD Compressor InstalationDocument6 pagesJGC & JGD Compressor InstalationAhmad Imam TohariNo ratings yet
- 200c-917121-Chapter Three-Cylinder Head Assembly Part 1Document11 pages200c-917121-Chapter Three-Cylinder Head Assembly Part 1indrajayaNo ratings yet
- Technical Information Bulletins Ajax # 010717Document28 pagesTechnical Information Bulletins Ajax # 010717harley florezNo ratings yet
- Vmoa Transformer Oil Circulation Pump: Flow EquipmentDocument12 pagesVmoa Transformer Oil Circulation Pump: Flow EquipmentMorrisNo ratings yet
- TCB Barrel CatalogueDocument17 pagesTCB Barrel CataloguekaranNo ratings yet
- Tsa/Ssr Type: Instruction Book For Roots BlowerDocument19 pagesTsa/Ssr Type: Instruction Book For Roots BlowerBorysNo ratings yet
- C Molo TM003 eDocument8 pagesC Molo TM003 ejcclaNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- Assembling C32Document24 pagesAssembling C32Muhammad Ramadhan100% (2)
- Paxman Engine AlignmentDocument3 pagesPaxman Engine Alignmentmohd tawfikNo ratings yet
- Kit de Instalación 1250RO-4 para OL500 SeriesDocument1 pageKit de Instalación 1250RO-4 para OL500 SeriesHarold VasquezNo ratings yet
- Lm-827 Maintenance ManualDocument25 pagesLm-827 Maintenance ManualElmer VillegasNo ratings yet
- Renold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructDocument12 pagesRenold Hi-Tec - RB Flywheel Mount Coupling Assembly InstructJorge ContrerasNo ratings yet
- Spherical Pillow Block Manual (MN3085, 2018)Document13 pagesSpherical Pillow Block Manual (MN3085, 2018)Dillon BuyeNo ratings yet
- Location and ComponentsDocument103 pagesLocation and ComponentsAstrit Strati100% (1)
- Fpg18Fb Manual Oil Return Kit (826-1517) Installation InstructionsDocument1 pageFpg18Fb Manual Oil Return Kit (826-1517) Installation InstructionsServicios y Repuestos Jeremy Azhael 2320 C.ANo ratings yet
- Pfeiffer: Series 14b / Series 14cDocument8 pagesPfeiffer: Series 14b / Series 14ctree_99No ratings yet
- Service Instructions for Flojet Quad diaphragm pumpsDocument2 pagesService Instructions for Flojet Quad diaphragm pumpsErmes FrancoNo ratings yet
- Fuel NozzleDocument27 pagesFuel NozzleJean P. MuñozNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 2021 Dumaguete PPP OrdinanceDocument32 pages2021 Dumaguete PPP OrdinanceRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-52Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-52RICHARDNo ratings yet
- AOT K-50 HT Manual Tong GuideDocument1 pageAOT K-50 HT Manual Tong GuideRICHARDNo ratings yet
- Detroit V71 Service Manual PDF 1Document1 pageDetroit V71 Service Manual PDF 1RICHARDNo ratings yet
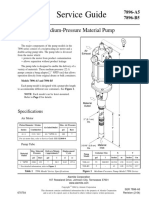
- Service Guide: Medium-Pressure Material PumpDocument16 pagesService Guide: Medium-Pressure Material PumpRICHARDNo ratings yet
- AOT Type C Safety Clamp GuideDocument1 pageAOT Type C Safety Clamp GuideRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-55Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-55RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-46Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-46RICHARDNo ratings yet
- AOT K-50 Manual Tubing Tong GuideDocument1 pageAOT K-50 Manual Tubing Tong GuideRICHARDNo ratings yet
- Lightweight tubing tong with 300° die contactDocument1 pageLightweight tubing tong with 300° die contactRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-45Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-45RICHARDNo ratings yet
- Aot "K-30" Manual Tubing Tong: Aot # Description Ref# WTDocument1 pageAot "K-30" Manual Tubing Tong: Aot # Description Ref# WTRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-53Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-53RICHARDNo ratings yet
- Access - Catalog.805b.color - DP&Casing Tools-50Document1 pageAccess - Catalog.805b.color - DP&Casing Tools-50RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-31-35Document5 pagesAccess - Catalog - DP&Casing Tools-31-35RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-44Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-44RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-47Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-47RICHARDNo ratings yet
- AOT SLX-150 Side Door Elevator Replacement Parts GuideDocument1 pageAOT SLX-150 Side Door Elevator Replacement Parts GuideRICHARDNo ratings yet
- 40 Ton MYT Slip Type Elevator and 75 Ton YT Slip Type Elevator Parts ListDocument6 pages40 Ton MYT Slip Type Elevator and 75 Ton YT Slip Type Elevator Parts ListRICHARDNo ratings yet
- AOT Manual Spider Assemblies and Replacement Parts GuideDocument1 pageAOT Manual Spider Assemblies and Replacement Parts GuideRICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-25-30Document6 pagesAccess - Catalog - DP&Casing Tools-25-30RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-9-14Document6 pagesAccess - Catalog - DP&Casing Tools-9-14RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-4-8Document5 pagesAccess - Catalog - DP&Casing Tools-4-8RICHARDNo ratings yet
- Access - Catalog.805b.color DP&Casing Tools 1 3Document3 pagesAccess - Catalog.805b.color DP&Casing Tools 1 3RICHARDNo ratings yet
- Mission Pump Parts Price List ChineseDocument6 pagesMission Pump Parts Price List ChineseRICHARDNo ratings yet
- Access - Catalog.805b.color DP&Casing Tools 1 3Document3 pagesAccess - Catalog.805b.color DP&Casing Tools 1 3RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-15-18Document4 pagesAccess - Catalog - DP&Casing Tools-15-18RICHARDNo ratings yet
- DM gate valves repair kit guideDocument2 pagesDM gate valves repair kit guideRICHARDNo ratings yet
- DM gate valves seriesDocument2 pagesDM gate valves seriesRICHARDNo ratings yet
- DM gate valves repair kit guideDocument2 pagesDM gate valves repair kit guideRICHARDNo ratings yet
- Popular CultureDocument25 pagesPopular CultureVibhuti KachhapNo ratings yet
- Manufacturing Airbrushes Since 1904Document20 pagesManufacturing Airbrushes Since 1904Sa MiNo ratings yet
- Catalogus 2010 ENGELSDocument52 pagesCatalogus 2010 ENGELShacikadiNo ratings yet
- MX 201110 enDocument1,203 pagesMX 201110 envajrahastaNo ratings yet
- OrlDocument186 pagesOrlMuli MaroshiNo ratings yet
- 6 Health Benefits of Bitter MelonDocument7 pages6 Health Benefits of Bitter Melonlove sardualNo ratings yet
- Shat Karma ConciseDocument4 pagesShat Karma ConcisesarikaabhayNo ratings yet
- CHS-WWW - Polsteel. TUBOS METALICOS PDFDocument3 pagesCHS-WWW - Polsteel. TUBOS METALICOS PDFEduardo TorreNo ratings yet
- Textiles and Clothing SustaninabilityDocument134 pagesTextiles and Clothing Sustaninabilitydike100% (1)
- Chapter 14 Chemical EquilibriumDocument29 pagesChapter 14 Chemical EquilibriumlynloeNo ratings yet
- Essotherm 500 PDFDocument8 pagesEssotherm 500 PDFdonyaNo ratings yet
- Girbau STI-54 STI-77 Parts ManualDocument74 pagesGirbau STI-54 STI-77 Parts Manualrpm14sheratonbsasNo ratings yet
- Form WorkDocument25 pagesForm Workhina khanNo ratings yet
- Hearing Aid InformationDocument22 pagesHearing Aid InformationDeepakRodeyNo ratings yet
- Meralco Bill 330370940102 04142023Document2 pagesMeralco Bill 330370940102 04142023Jha CruzNo ratings yet
- Liebert AC4 Controller ManualDocument88 pagesLiebert AC4 Controller ManualGreg WilliamsNo ratings yet
- Kyocera Servise ManualDocument613 pagesKyocera Servise ManualleukadiosNo ratings yet
- Circuits Review P2Document44 pagesCircuits Review P2José CastilloNo ratings yet
- Stereochemistry MSCDocument29 pagesStereochemistry MSCBapu Thorat50% (2)
- History of FlightDocument10 pagesHistory of FlightHanin AlanaziNo ratings yet
- Atlas MothDocument1 pageAtlas Mothlililala92No ratings yet
- Introduction To Food and Beverage IndustryDocument3 pagesIntroduction To Food and Beverage IndustryRhyza BehaveNo ratings yet
- FCV585 FCV620 Operator's Manual G 1-7-11Document57 pagesFCV585 FCV620 Operator's Manual G 1-7-11Katia QuispeNo ratings yet
- Topic 7.1 - Discrete Energy and Radioactivity Formative Assessment NAMEDocument2 pagesTopic 7.1 - Discrete Energy and Radioactivity Formative Assessment NAMEGajendraNo ratings yet
- When Ceramic Sociology Meets Material SCDocument10 pagesWhen Ceramic Sociology Meets Material SCJosé Renato TeixeiraNo ratings yet
- Resource Guide: Three Phase PowerDocument8 pagesResource Guide: Three Phase PowerddNo ratings yet
- Hydraulic Excavator RH 200 1,568 kW 30.5 m3Document8 pagesHydraulic Excavator RH 200 1,568 kW 30.5 m3mchan1965100% (1)
- Pasture FatteningDocument15 pagesPasture FatteningKartika PurnamasariNo ratings yet