You might also like
- Cat Dcs Sis Controllerelectrico730 PDFDocument2 pagesCat Dcs Sis Controllerelectrico730 PDFJorge VeraNo ratings yet
- Phased Arrays and Mechanised Ultrasonic Testing: A HandbookDocument95 pagesPhased Arrays and Mechanised Ultrasonic Testing: A HandbookMoorthy Naveen100% (2)
- 11th Physics 1235 Marks Study Material English Medium PDFDocument138 pages11th Physics 1235 Marks Study Material English Medium PDFMohana UMNo ratings yet
- Bioplasm-NLS Use Manual (Training) - InglesDocument136 pagesBioplasm-NLS Use Manual (Training) - InglesMarcus Vinicius RibeiroNo ratings yet
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- Multipurpose Hall: Building Services - IvDocument16 pagesMultipurpose Hall: Building Services - IvankithaNo ratings yet
- BS en 50164-6-2009Document18 pagesBS en 50164-6-2009Nikola PocevNo ratings yet
- 70r2000D - ABB Zenith MX150 O&M Manual PDFDocument28 pages70r2000D - ABB Zenith MX150 O&M Manual PDFPablo espertNo ratings yet
- Pipeline Inspection With The High Resolution EMATDocument8 pagesPipeline Inspection With The High Resolution EMATedibertoNo ratings yet
- Lateral Torsional Buckling of Cellular Steel Beams: April 2012Document16 pagesLateral Torsional Buckling of Cellular Steel Beams: April 2012clam2014No ratings yet
- Exploiting CMOS Manufacturing To Reduce Tuning Requirements For Resonant Optical DevicesDocument14 pagesExploiting CMOS Manufacturing To Reduce Tuning Requirements For Resonant Optical DevicesRamón José Pérez MenéndezNo ratings yet
- PRESENTATION REPORT of Cardiac StentDocument24 pagesPRESENTATION REPORT of Cardiac StentMuhammad HaziqNo ratings yet
- Laser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-BatteriesDocument6 pagesLaser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-Batterieskhue tranNo ratings yet
- Comparison of Glass Processing Using High-RepetitiDocument13 pagesComparison of Glass Processing Using High-RepetitiBao HaNo ratings yet
- Brill12 Iptc14865Document15 pagesBrill12 Iptc14865shervinyNo ratings yet
- Effect of Laser Parameters On The Corrosion Resistance of The ASTM F139 Stainless SteelDocument13 pagesEffect of Laser Parameters On The Corrosion Resistance of The ASTM F139 Stainless SteelJoão TarelhoNo ratings yet
- Fatigueof Coiled Tubingandits Influencing Factors AComparative StudyDocument8 pagesFatigueof Coiled Tubingandits Influencing Factors AComparative StudyLuis PinoNo ratings yet
- 1267 FullDocument9 pages1267 FullValeria Rodriguez CaspitoNo ratings yet
- Corrosion Behaviour of AISI 316L SteelDocument8 pagesCorrosion Behaviour of AISI 316L Steeljairo radillaNo ratings yet
- ECR Based Low Energy Ion Beam Facility at VECC KolDocument11 pagesECR Based Low Energy Ion Beam Facility at VECC KolkNo ratings yet
- Vibration Analysisof Shelland Tube Heat Exchangerfor Low Temperature Thermal Desalination PlantDocument9 pagesVibration Analysisof Shelland Tube Heat Exchangerfor Low Temperature Thermal Desalination PlantdiscolettoNo ratings yet
- Conductive, Dielectric and Amalgamated Obstacles Coupled Waveguide Based Highly Selective Multiband Bandpass ResonatorsDocument12 pagesConductive, Dielectric and Amalgamated Obstacles Coupled Waveguide Based Highly Selective Multiband Bandpass ResonatorsEmerson Eduardo Rodrigues SetimNo ratings yet
- Hydrodynamically Stable Towed Transmitter BodyDocument9 pagesHydrodynamically Stable Towed Transmitter BodyManoj T IssacNo ratings yet
- V 10 P 1068Document5 pagesV 10 P 1068Ruxandra-Elena BratuNo ratings yet
- Jurnal Carbon Medium StellDocument7 pagesJurnal Carbon Medium StellMuizz AbdullahNo ratings yet
- Combined MFD and Eddy Current Very Important1Document18 pagesCombined MFD and Eddy Current Very Important1sung quekNo ratings yet
- Grain Refinement of Stainless Steel in Ultrasound-Assisted Additive Manufacturing (Additive Manufacturing - 2020, in Press)Document35 pagesGrain Refinement of Stainless Steel in Ultrasound-Assisted Additive Manufacturing (Additive Manufacturing - 2020, in Press)Mahmood KhanNo ratings yet
- The Application of The Mid-Infrared Spectral RegioDocument6 pagesThe Application of The Mid-Infrared Spectral Regio00000000No ratings yet
- 203 Karelova SRInt 80 2009 71-77Document8 pages203 Karelova SRInt 80 2009 71-77Henrique severiano de jesusNo ratings yet
- Microstructures of Plasma-Sprayed Hydroxyapatite-Coated Ti-6Al-4V Dental ImplantsDocument14 pagesMicrostructures of Plasma-Sprayed Hydroxyapatite-Coated Ti-6Al-4V Dental ImplantsMedstudNo ratings yet
- Momin 2017 IOP Conf. Ser. Mater. Sci. Eng. 197 012050Document11 pagesMomin 2017 IOP Conf. Ser. Mater. Sci. Eng. 197 012050Raju HaveriNo ratings yet
- Characterisation and Understanding of TRIP SteelsDocument15 pagesCharacterisation and Understanding of TRIP SteelsShahan KaziNo ratings yet
- Inconel 600Document14 pagesInconel 600ChockalingamNo ratings yet
- Effect of Coating On Properties of Esthetic Orthodontic Nickel-Titanium WiresDocument7 pagesEffect of Coating On Properties of Esthetic Orthodontic Nickel-Titanium WiresJacqueline Ortiz RNo ratings yet
- Xiao WAAM TMS2015Document9 pagesXiao WAAM TMS2015viverefeliceNo ratings yet
- 3D-Printed Ti6Al4V Femoral Component of Knee: Improvements in Wear and Biological Properties by Aip Tin and Ticrn CoatingDocument11 pages3D-Printed Ti6Al4V Femoral Component of Knee: Improvements in Wear and Biological Properties by Aip Tin and Ticrn CoatingPuviyarasan MNo ratings yet
- A High Return Loss of Microwave Bandpass Filter Using Superconducting Electrospun YBCO NanostructuresDocument14 pagesA High Return Loss of Microwave Bandpass Filter Using Superconducting Electrospun YBCO NanostructuresyyryNo ratings yet
- 18.apem9 4 - 181 186Document7 pages18.apem9 4 - 181 186QwertyNo ratings yet
- No Change in Serum Metal Ions Levels After Primary Total Hip R - 2022 - ArthroplDocument4 pagesNo Change in Serum Metal Ions Levels After Primary Total Hip R - 2022 - ArthroplSanty OktavianiNo ratings yet
- Revealing The Role of Dislocations On The Stability of Retained Austenite in A Tempered BainiteDocument6 pagesRevealing The Role of Dislocations On The Stability of Retained Austenite in A Tempered BainiteKK SinghNo ratings yet
- Tailoring Surface Integrity of Biomedical MG Alloy AZ31B Using Distinct End Mill Treatment Conditions and Machining EnvironmentsDocument22 pagesTailoring Surface Integrity of Biomedical MG Alloy AZ31B Using Distinct End Mill Treatment Conditions and Machining EnvironmentsFlorina PopaNo ratings yet
- 2006 GuduruDocument7 pages2006 GuduruAnis SuissiNo ratings yet
- Applied Surface Science: A.W. Tan, R. Ismail, K.H. Chua, R. Ahmad, S.A. Akbar, B. Pingguan-MurphyDocument10 pagesApplied Surface Science: A.W. Tan, R. Ismail, K.H. Chua, R. Ahmad, S.A. Akbar, B. Pingguan-Murphyey_mieNo ratings yet
- Severe Plastic Deformation SPD Process For MetalsDocument21 pagesSevere Plastic Deformation SPD Process For MetalsMarian SuciuNo ratings yet
- Wire Electrochemical Machining With Monodirectional Traveling WireDocument8 pagesWire Electrochemical Machining With Monodirectional Traveling Wire059Baihaqi BintangNo ratings yet
- GreensubmitDocument21 pagesGreensubmitAditya CaesarNo ratings yet
- Residual Stress and Retained Austenite in InductioDocument14 pagesResidual Stress and Retained Austenite in InductioLuz SmithNo ratings yet
- 23 - 2008 - SPIE - Ultra Low Cross Talk in Crossed Strip Waveguides With The Assistance of A Photonic Crystal CavityDocument9 pages23 - 2008 - SPIE - Ultra Low Cross Talk in Crossed Strip Waveguides With The Assistance of A Photonic Crystal CavityRami WahshehNo ratings yet
- A Synopsis On "Synthesis and Characterization of Composite Material For Biomedical Application" Submitted ToDocument14 pagesA Synopsis On "Synthesis and Characterization of Composite Material For Biomedical Application" Submitted ToAtul JainNo ratings yet
- The In-Service Inspection of Coated Steel Welds UsDocument19 pagesThe In-Service Inspection of Coated Steel Welds UsbarryNo ratings yet
- In Vitro Cytotoxicity and Surface Topography Evaluation of Additive Manufacturing Titanium Implant MaterialsDocument8 pagesIn Vitro Cytotoxicity and Surface Topography Evaluation of Additive Manufacturing Titanium Implant MaterialsDiep BerteauNo ratings yet
- Asap7: A 7-Nm Finfet Predictive Process Design Kit: Microelectronics Journal July 2016Document12 pagesAsap7: A 7-Nm Finfet Predictive Process Design Kit: Microelectronics Journal July 2016Léo RibeiroNo ratings yet
- A Comparative Study Between The Effect of Steel Fiber On Ultrasonic Pulse Velocity (UPV) in Light and Normal Weight Self-Compacting ConcretesDocument18 pagesA Comparative Study Between The Effect of Steel Fiber On Ultrasonic Pulse Velocity (UPV) in Light and Normal Weight Self-Compacting ConcretesEASHANNo ratings yet
- Joshi 2012 J. Phys. Conf. Ser. 390 012038Document9 pagesJoshi 2012 J. Phys. Conf. Ser. 390 012038Mauricio García CamachoNo ratings yet
- High Transparent Titanium Dioxide-Anatase Thin Films Deposited by Spin Coating Technique: Effect of Annealing TemperatureDocument8 pagesHigh Transparent Titanium Dioxide-Anatase Thin Films Deposited by Spin Coating Technique: Effect of Annealing Temperatureechelon_id388No ratings yet
- J Fluids Engineering 2009 Vol 131 N1Document130 pagesJ Fluids Engineering 2009 Vol 131 N1Нильва АлександрNo ratings yet
- A Simulation System For Direct Chill Casting of AlDocument9 pagesA Simulation System For Direct Chill Casting of AlPierina Del ValleNo ratings yet
- Properties of Materials Used in Orthopaedic FixationDocument3 pagesProperties of Materials Used in Orthopaedic FixationSabrina RosoiuNo ratings yet
- 1 s2.0 S1526612520302061 MainDocument13 pages1 s2.0 S1526612520302061 MainMusic TrapsNo ratings yet
- Fabrication of Silicon Nanostructures With Large Taper Angle by Reactive Ion EtchingDocument6 pagesFabrication of Silicon Nanostructures With Large Taper Angle by Reactive Ion EtchingAurélien MazzamurroNo ratings yet
- Solar Cell Metallization by Laser Transfer of Metal Micro-DropletsDocument10 pagesSolar Cell Metallization by Laser Transfer of Metal Micro-DropletsEugene PaiNo ratings yet
- Impact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewDocument9 pagesImpact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewbalamuruganNo ratings yet
- Effect of Different Surface Treatments On The Bond Strength of Lithium Disilicate Ceramic To The Zirconia CoreDocument9 pagesEffect of Different Surface Treatments On The Bond Strength of Lithium Disilicate Ceramic To The Zirconia Corechavala allen kadamsNo ratings yet
- Nummer I Cal Modeling of A Real Coronary StentDocument11 pagesNummer I Cal Modeling of A Real Coronary StentPhan AnNo ratings yet
- Failure Analysis of A 316L Stainless Steel FemoralDocument43 pagesFailure Analysis of A 316L Stainless Steel FemoralSabrina RosoiuNo ratings yet
- Franzetal Adv Mater Interfaces20202000552Document8 pagesFranzetal Adv Mater Interfaces20202000552eric villca machadoNo ratings yet
- Electropolishing of Medical-Grade Stainless Steel in Preparation For Surface Nano-TexturingDocument27 pagesElectropolishing of Medical-Grade Stainless Steel in Preparation For Surface Nano-TexturingFILM KARTUNNo ratings yet
- TS. Trương Thái Giang - Hội thảo khoa học Đại học Thành ĐôDocument9 pagesTS. Trương Thái Giang - Hội thảo khoa học Đại học Thành ĐôLưu Thu HàNo ratings yet
- Applications and Characteristics of Overcurrent Relays (ANSI 50, 51)Document6 pagesApplications and Characteristics of Overcurrent Relays (ANSI 50, 51)catalinccNo ratings yet
- Tac4598 - 3350KW - Instruction ManualDocument48 pagesTac4598 - 3350KW - Instruction ManualMiguel Angel RodriguezNo ratings yet
- 9791 Chemistry: MARK SCHEME For The May/June 2015 SeriesDocument6 pages9791 Chemistry: MARK SCHEME For The May/June 2015 SeriesBebeNo ratings yet
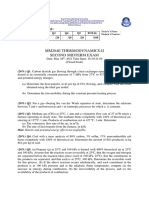
- Mm204E Thermodynamics-Ii Second Midterm Exam: Q1 Q2 Q3 Q4 Q5 Total /20 /20 /20 /20 /20 /100Document2 pagesMm204E Thermodynamics-Ii Second Midterm Exam: Q1 Q2 Q3 Q4 Q5 Total /20 /20 /20 /20 /20 /100Ali DoğruNo ratings yet
- Announcement: Read The Following Text To Answer Questions Number 1 To 3Document6 pagesAnnouncement: Read The Following Text To Answer Questions Number 1 To 3Shabira NadaNo ratings yet
- Kathrein 80010665 V01Document2 pagesKathrein 80010665 V01KEVIN ROSSNo ratings yet
- Flywheeler - Simple & Powered Machines - Lesson Plans - LEGO EducationDocument9 pagesFlywheeler - Simple & Powered Machines - Lesson Plans - LEGO EducationLeandro AriasNo ratings yet
- South N3Document3 pagesSouth N3sebastian HNo ratings yet
- Gypsum Tiles Ceiling SystemDocument48 pagesGypsum Tiles Ceiling SystemRoland CepedaNo ratings yet
- ASME Section VIII Division 1, 2015 Edition Metric: A36 Centered Web Yes 1,167 KG /CM 2,531 KG /CM 117 KG /CMDocument21 pagesASME Section VIII Division 1, 2015 Edition Metric: A36 Centered Web Yes 1,167 KG /CM 2,531 KG /CM 117 KG /CMAnggaNo ratings yet
- 9260 92601E International Gcse Mathematics Specimen Paper 2016 v1Document30 pages9260 92601E International Gcse Mathematics Specimen Paper 2016 v1NerminNo ratings yet
- 2122 - G9 - MA - Term2 - Assessment - Paper - I - Revision Exercise - SolutionsDocument10 pages2122 - G9 - MA - Term2 - Assessment - Paper - I - Revision Exercise - Solutionshuang pok manNo ratings yet
- Grundfosliterature 3666021Document7 pagesGrundfosliterature 3666021Agustín Borbor LimónNo ratings yet
- Assignment-1 Fluid Properties & Pressure Mesurement 2021Document3 pagesAssignment-1 Fluid Properties & Pressure Mesurement 2021PATEL VRAJNo ratings yet
- Solid Edge Expert Sheet Metal Exam QuestionsDocument6 pagesSolid Edge Expert Sheet Metal Exam QuestionsIr RaziNo ratings yet
- Methods of Detecting Water Level in Steam BoilersDocument15 pagesMethods of Detecting Water Level in Steam BoilerssenaNo ratings yet
- TN12 PDFDocument10 pagesTN12 PDFRamon LopezNo ratings yet
- Exam MSC Atm10 SolnsDocument7 pagesExam MSC Atm10 SolnswhateverNo ratings yet
- G10 SCI Q4WK1 LAS1-checked-and-editedDocument5 pagesG10 SCI Q4WK1 LAS1-checked-and-editedKirsten Tiffany TriasNo ratings yet
- Microwaves101 - Spectrum AnalyzerDocument9 pagesMicrowaves101 - Spectrum AnalyzerThanhha NguyenNo ratings yet
- Servo Hydraulic ValvesDocument6 pagesServo Hydraulic ValvesAli EhabNo ratings yet
- Mitsubishi Heat Pumps PDFDocument2 pagesMitsubishi Heat Pumps PDFDzafer TataragicNo ratings yet