You might also like
- Barista Coffee SkillsDocument39 pagesBarista Coffee Skillsvictoradulesku73% (26)
- HP DishwasherA B eDocument21 pagesHP DishwasherA B eEugenio Díaz HenríquezNo ratings yet
- African Black Soap CreationDocument56 pagesAfrican Black Soap Creationmotees ade60% (5)
- Keylink Petit Fours BookDocument20 pagesKeylink Petit Fours BookTolis Michailidis100% (9)
- Leaflet Callebaut USEFUL INFO RedDocument8 pagesLeaflet Callebaut USEFUL INFO RedRita MonteiroNo ratings yet
- Cho ColeyDocument30 pagesCho ColeyCristian VasilescuNo ratings yet
- Tempering ChocolateDocument2 pagesTempering ChocolatesidiahidraNo ratings yet
- Chocolate - Useful InformationDocument8 pagesChocolate - Useful Informationimeir29100% (1)
- ChocolatesDocument15 pagesChocolatesvinay4u_92No ratings yet
- Tempering Chocolate - by Pastry Chef - Author Eddy Van DammeDocument6 pagesTempering Chocolate - by Pastry Chef - Author Eddy Van DammeMaría del Carmen Alvarez100% (1)
- Roco and HunterDocument26 pagesRoco and Hunterashu tyagiNo ratings yet
- Faults in Chocolates Reasons and CorrectionDocument3 pagesFaults in Chocolates Reasons and CorrectionRiddhima dagaNo ratings yet
- Chocolates/. "Of./12: V V V V V V VDocument3 pagesChocolates/. "Of./12: V V V V V V VSruti AhirNo ratings yet
- Green Black's Bean To BarDocument3 pagesGreen Black's Bean To BarHellena PortuguezNo ratings yet
- Muscovado GanacheDocument3 pagesMuscovado Ganachedhillapr100% (1)
- Food Additives AssignmentDocument8 pagesFood Additives Assignmentinfo tamilNo ratings yet
- Packaging TechnologyDocument4 pagesPackaging TechnologykismatdhamijaNo ratings yet
- ChocolateDocument16 pagesChocolateعليمحمدصالحعقلانNo ratings yet
- Basic Chocolate - Zoom Theory - Chef LimDocument3 pagesBasic Chocolate - Zoom Theory - Chef LimSai_Are_1865No ratings yet
- Lessons From Chocolate ProcessingDocument3 pagesLessons From Chocolate ProcessingIndra bayuNo ratings yet
- ch04 Tempering ChocolateDocument20 pagesch04 Tempering ChocolateYarina MoralesNo ratings yet
- NestleDocument2 pagesNestleankita1301No ratings yet
- ChocDocument6 pagesChocrahulnavetNo ratings yet
- Chocolate PresentationDocument19 pagesChocolate Presentationcalinu19940% (1)
- Emulgentes para Coberturas de HeladosDocument6 pagesEmulgentes para Coberturas de HeladosMarcos Pozo LópezNo ratings yet
- Cadbury ChocoDocument60 pagesCadbury ChocoshankycozyNo ratings yet
- French Chocolate TruffleDocument4 pagesFrench Chocolate TrufflePetreNo ratings yet
- Homemade Fruit Candies CookbookDocument20 pagesHomemade Fruit Candies Cookbookyuriuno100% (3)
- AW ApplicationNote ChocolateDocument4 pagesAW ApplicationNote Chocolateulva mohtarNo ratings yet
- A Project Report On " Survey of Chocolate" For "Metas Adventist College" BYDocument11 pagesA Project Report On " Survey of Chocolate" For "Metas Adventist College" BYpooja3366No ratings yet
- Chocolate Processing OverviewDocument2 pagesChocolate Processing Overviewnegritacb100% (1)
- Cake Pop 101 & TipsDocument3 pagesCake Pop 101 & TipsRicha GargNo ratings yet
- How To Make A Delicious Chocolate Milk PDFDocument5 pagesHow To Make A Delicious Chocolate Milk PDFNiem NguyenNo ratings yet
- Confectionary ProductsDocument20 pagesConfectionary Productsrupesh ghadge100% (1)
- Tempering Chocolate With Mycryo Cocoa ButterDocument1 pageTempering Chocolate With Mycryo Cocoa ButterBryden McKinnie100% (1)
- Chocolate Troubleshooting GuideDocument46 pagesChocolate Troubleshooting GuideanathazsaNo ratings yet
- 5 Tempering ChocolateDocument2 pages5 Tempering ChocolateTagas Bagase100% (1)
- Report Confectionary - Chocolate Blooming and Tempering IntroductionDocument4 pagesReport Confectionary - Chocolate Blooming and Tempering IntroductionTeoh Li QianNo ratings yet
- SSP Pumps in The Confectionery Industry PDFDocument29 pagesSSP Pumps in The Confectionery Industry PDFfatamorgganaNo ratings yet
- ChocolateDocument6 pagesChocolateKunal NairNo ratings yet
- Chocolate Tempering-BasicDocument21 pagesChocolate Tempering-Basicmshabanero2359100% (2)
- Candy-Making at Home: Two hundred ways to make candy with home flavors and professional finishFrom EverandCandy-Making at Home: Two hundred ways to make candy with home flavors and professional finishNo ratings yet
- Sofia Tempering Machines PDFDocument8 pagesSofia Tempering Machines PDFsachinNo ratings yet
- Passion Fruit TrufflesDocument5 pagesPassion Fruit TrufflesTommy_charwinNo ratings yet
- Nota Kitchen ChocolateDocument7 pagesNota Kitchen ChocolateNadia FarhanaNo ratings yet
- Chocolates, Candies, Nuts, Dried Fruits, and Dried VegetablesDocument9 pagesChocolates, Candies, Nuts, Dried Fruits, and Dried VegetablesChristian Oribe CastilloNo ratings yet
- Palsgaard Troubleshooting Emulsifiers For Ice Cream Coatings 2009Document6 pagesPalsgaard Troubleshooting Emulsifiers For Ice Cream Coatings 2009gutierrez_rgc0% (1)
- (Simply Delicious Cookbooks) Royce Anderson - Chocolate Truffles and Strawberries - Easy, Homemade Chocolate Gifts (2013, Royce Anderson) - Libgen - LiDocument65 pages(Simply Delicious Cookbooks) Royce Anderson - Chocolate Truffles and Strawberries - Easy, Homemade Chocolate Gifts (2013, Royce Anderson) - Libgen - LiVincentia Christinanda DonataNo ratings yet
- Pharmaceutical Dosage Forms Laboratory ManualDocument2 pagesPharmaceutical Dosage Forms Laboratory Manuallalag yanNo ratings yet
- Candymaking: A White County 4-H ProjectDocument21 pagesCandymaking: A White County 4-H Projectme100% (1)
- Good Housekeeping Brownies!: Favorite Recipes for Brownies, Blondies & Bar CookiesFrom EverandGood Housekeeping Brownies!: Favorite Recipes for Brownies, Blondies & Bar CookiesNo ratings yet
- B B: T C S: EAN TO AR HE Hocolate ToryDocument3 pagesB B: T C S: EAN TO AR HE Hocolate ToryRUDHRA DHANASEKARNo ratings yet
- ChocolateDocument5 pagesChocolatePrashant RohillaNo ratings yet
- Chocolate RoyalDocument4 pagesChocolate RoyalPetreNo ratings yet
- Presentation Realised by Pădurean AlexandruDocument29 pagesPresentation Realised by Pădurean AlexandruAS DenisNo ratings yet
- BPP QTR 4 LAS 3 Week 3Document4 pagesBPP QTR 4 LAS 3 Week 3Angelyn LingatongNo ratings yet
- The Oberoi Centre of Learning and DevelopmentDocument11 pagesThe Oberoi Centre of Learning and DevelopmentPawan CoomarNo ratings yet
- MAT Cookie ProductionDocument8 pagesMAT Cookie ProductionMia Dess Angawa AnanayoNo ratings yet
- Experiments in Tempering ChocolateDocument7 pagesExperiments in Tempering Chocolateklruppe3950No ratings yet
- Chocolate Pistachio MacaroonsDocument2 pagesChocolate Pistachio MacaroonsDany MelNo ratings yet
- TeksDocument2 pagesTekstharraa juliniarrNo ratings yet
- Res Course WK 1 LB CH1 Hard Candy LabDocument18 pagesRes Course WK 1 LB CH1 Hard Candy LabJulio KinenNo ratings yet
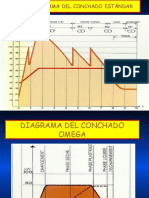
- Fabricación Chocolate Concado 7cDocument17 pagesFabricación Chocolate Concado 7cJulio KinenNo ratings yet
- Extruded Marshmallow NCA Candy School Pilot Plant Exercise: Ingredients Weight For 1500 GMDocument10 pagesExtruded Marshmallow NCA Candy School Pilot Plant Exercise: Ingredients Weight For 1500 GMJulio KinenNo ratings yet
- Caramel - Raw Materials and Formulations: Back To Basics - CaramelDocument7 pagesCaramel - Raw Materials and Formulations: Back To Basics - CaramelJulio KinenNo ratings yet
- Nougat, Fruit Chews & Taffy: Barb KlubertanzDocument45 pagesNougat, Fruit Chews & Taffy: Barb KlubertanzJulio Kinen100% (1)
- Res Course WK 1 LB CH2 Hard Candy IIDocument35 pagesRes Course WK 1 LB CH2 Hard Candy IIJulio KinenNo ratings yet
- Statistical Process Control (SPC) For Software Tutorial: TopicsDocument64 pagesStatistical Process Control (SPC) For Software Tutorial: TopicsJulio KinenNo ratings yet
- Debacterization of Cocoa Beans Gains Increasing Acceptance: Do Cocoa or Chocolate Pose A Bacteria-Related Risk?Document7 pagesDebacterization of Cocoa Beans Gains Increasing Acceptance: Do Cocoa or Chocolate Pose A Bacteria-Related Risk?Julio KinenNo ratings yet
- Statistical Process Control Concepts: Engineering 401 - Total Quality Management 1Document14 pagesStatistical Process Control Concepts: Engineering 401 - Total Quality Management 1Julio KinenNo ratings yet
- Hard Candy Product Sheet May 2011Document2 pagesHard Candy Product Sheet May 2011Julio KinenNo ratings yet
- Optimal Flavor Development: Chocolate Production Technology - Part 1Document7 pagesOptimal Flavor Development: Chocolate Production Technology - Part 1Julio KinenNo ratings yet
- Diagnosis Bloom (Chocolate Forensics 101) : The ProblemDocument13 pagesDiagnosis Bloom (Chocolate Forensics 101) : The ProblemJulio KinenNo ratings yet
- Adam Lechter: Resident Course in Confectionery TechnologyDocument73 pagesAdam Lechter: Resident Course in Confectionery TechnologyJulio KinenNo ratings yet
- MIT 2.000 Class Understanding Engines & Transmissions: Kristin Schondorf Ford Motor Company Feb 21, 2002Document45 pagesMIT 2.000 Class Understanding Engines & Transmissions: Kristin Schondorf Ford Motor Company Feb 21, 2002Julio KinenNo ratings yet
- Diagnosis-Bloom Chocolate Forensics 101: Thalia HohenthalDocument45 pagesDiagnosis-Bloom Chocolate Forensics 101: Thalia HohenthalJulio KinenNo ratings yet
- Pendulums: Sun Burst Silk Thread Kitchen Clock PendulmsDocument8 pagesPendulums: Sun Burst Silk Thread Kitchen Clock PendulmsJulio KinenNo ratings yet
- Res Course WK 2 CH9 A1 ChocolateDocument125 pagesRes Course WK 2 CH9 A1 ChocolateJulio KinenNo ratings yet
- đáp án -bài tập bvvDocument46 pagesđáp án -bài tập bvvngoanNo ratings yet
- CostingDocument56 pagesCostingEumar FabruadaNo ratings yet
- Gi A2plus U3 Test HigherDocument5 pagesGi A2plus U3 Test HigherAgustina LerchundiNo ratings yet
- Siegel's 1941 All Day MenuDocument5 pagesSiegel's 1941 All Day Menususan6215No ratings yet
- Group Work of Seven Students. Choose Only One CaseDocument3 pagesGroup Work of Seven Students. Choose Only One Casedayana asyraniNo ratings yet
- Parsi CuisineDocument2 pagesParsi CuisineSunil KumarNo ratings yet
- Cake Craft WorldDocument3 pagesCake Craft WorlderkaNo ratings yet
- Phytonutrient Spectrum Comprehensive Guide PDFDocument32 pagesPhytonutrient Spectrum Comprehensive Guide PDFMilica Popovic100% (1)
- Frying Baking and Roasting Berk ZDocument7 pagesFrying Baking and Roasting Berk ZBERLY ALDRO ALFARIDZI -No ratings yet
- Derrida On Eating PDFDocument16 pagesDerrida On Eating PDFJ. A. Masoliver-Aguirre100% (1)
- Name Seed Price Days To Grow Maximum Harvest Base Price Profit/dayDocument13 pagesName Seed Price Days To Grow Maximum Harvest Base Price Profit/dayDanpuricNo ratings yet
- 03 Size Reduction-1 SolidDocument29 pages03 Size Reduction-1 SolidMarioNo ratings yet
- Tet The Celebrated Festival of Vietnams CultureDocument2 pagesTet The Celebrated Festival of Vietnams Culture2357010245No ratings yet
- Baking Tools and Equipment Async Quarter 1 Week 1 TLEDocument2 pagesBaking Tools and Equipment Async Quarter 1 Week 1 TLEJillian EstandarteNo ratings yet
- Canteen MenuDocument3 pagesCanteen MenuAravind ChidambaramNo ratings yet
- COOKERY 10 Module 1Document51 pagesCOOKERY 10 Module 1Kristel Acordon86% (7)
- Apw Cookery 9 Las q3 Week4Document16 pagesApw Cookery 9 Las q3 Week4aj rivera100% (2)
- SOAL Kelas 8 DAN KUNCI PTS2 - BHS ING - KLS 8 - 2021-2022Document13 pagesSOAL Kelas 8 DAN KUNCI PTS2 - BHS ING - KLS 8 - 2021-2022rfkdzr27vkNo ratings yet
- Tefal ActiFry - US PDFDocument52 pagesTefal ActiFry - US PDFdali812000100% (1)
- That'S Off The Hook!: Boneless Beef Eye of Round RoastDocument4 pagesThat'S Off The Hook!: Boneless Beef Eye of Round RoastcommunitymarketsNo ratings yet
- CommecaviarDocument2 pagesCommecaviarTemet NoscheNo ratings yet
- AssignmentDocument3 pagesAssignmentNix CabagnotNo ratings yet
- Chapter-3-Hierarchy Area of Department & KitchenDocument21 pagesChapter-3-Hierarchy Area of Department & Kitchenrs652roshanNo ratings yet
- Broiled Salisbury SteaksDocument29 pagesBroiled Salisbury SteaksCei mendozaNo ratings yet
- (Đề có 3 trang) Thời gian làm bài: 60 phút, không kể thời gian phát đềDocument3 pages(Đề có 3 trang) Thời gian làm bài: 60 phút, không kể thời gian phát đềĐỗ Quang TrungNo ratings yet
- 7 - Solidarity in Diversity - The Bengali CuisineDocument15 pages7 - Solidarity in Diversity - The Bengali CuisineAshwin KaleNo ratings yet
- Bộ Đề Kiểm Tra Theo Unit Tiếng Anh 10 I-learn Smart World (Bài 1-10) (Có Đáp Án 3 Mã Đề)Document205 pagesBộ Đề Kiểm Tra Theo Unit Tiếng Anh 10 I-learn Smart World (Bài 1-10) (Có Đáp Án 3 Mã Đề)Dạy Kèm Quy Nhơn OfficialNo ratings yet