You might also like
- Astm F837M-16Document8 pagesAstm F837M-16arcadioscoNo ratings yet
- ASTM F837M-20Document8 pagesASTM F837M-20Jose2806No ratings yet
- F879MDocument6 pagesF879MmsbarretosNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Darwin DarmawanNo ratings yet
- Stainless Steel Socket Head Cap Screws (Metric) : Standard Specification ForDocument8 pagesStainless Steel Socket Head Cap Screws (Metric) : Standard Specification ForDarwin DarmawanNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument7 pagesStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNo ratings yet
- Stainless Steel Socket-Set Screws: Standard Specification ForDocument5 pagesStainless Steel Socket-Set Screws: Standard Specification FormsbarretosNo ratings yet
- F 880M - 01 - Rjg4me0tmdeDocument5 pagesF 880M - 01 - Rjg4me0tmdeAdrian GonzalezNo ratings yet
- Stainless Steel Socket Head Cap Screws: Standard Specification ForDocument8 pagesStainless Steel Socket Head Cap Screws: Standard Specification ForMarcelo BarretosNo ratings yet
- F 837M - 00 - Rjgzn00tmdaDocument7 pagesF 837M - 00 - Rjgzn00tmdaAlejandro VescovoNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAlejandro ValdesNo ratings yet
- ASTM F138 13aDocument5 pagesASTM F138 13aRiesma TasomaraNo ratings yet
- F 879 - 98 - Rjg3os05oaDocument6 pagesF 879 - 98 - Rjg3os05oaAlejandro VescovoNo ratings yet
- Carbon Steel Eyebolts: Standard Specification ForDocument4 pagesCarbon Steel Eyebolts: Standard Specification ForMiroslav ThôngNo ratings yet
- Astm A574Document7 pagesAstm A574Michael Frereault-LerouxNo ratings yet
- A 240 - A 240M - 16a PDFDocument14 pagesA 240 - A 240M - 16a PDFأسامة وحيد الدين رمضانNo ratings yet
- A574MDocument7 pagesA574MmsbarretosNo ratings yet
- Astm F3125-18Document13 pagesAstm F3125-18HeiderHuertaNo ratings yet
- Astm F3125 - F3125M-19Document13 pagesAstm F3125 - F3125M-19marcoedgNo ratings yet
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebNo ratings yet
- A240_A240M-23aDocument12 pagesA240_A240M-23aEdgar HornusNo ratings yet
- Wa0040.Document14 pagesWa0040.robert nick eusebio teheranNo ratings yet
- Astm A 240 2019Document12 pagesAstm A 240 2019geraldo leoncioNo ratings yet
- Standard Specification For Chromium and Chromium Nickel StainlessDocument12 pagesStandard Specification For Chromium and Chromium Nickel StainlessMecanica Termica, PROCESOSNo ratings yet
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document4 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Angel ChangNo ratings yet
- Astm A325m - 14Document4 pagesAstm A325m - 14thomasalbatros137No ratings yet
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document5 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Rob GridleyNo ratings yet
- ASTM A240-A240M-2016 Chromium and Chromium-Nickel Stainless Steel Plate StripDocument14 pagesASTM A240-A240M-2016 Chromium and Chromium-Nickel Stainless Steel Plate StriphenryNo ratings yet
- A240a240m 16 PDFDocument14 pagesA240a240m 16 PDFIra Roni YudaNo ratings yet
- F2882-12 Standard Specification For Screws, Alloy Steel, Heat Treated, 170 Ksi Minimum Tensile StrengthDocument5 pagesF2882-12 Standard Specification For Screws, Alloy Steel, Heat Treated, 170 Ksi Minimum Tensile StrengthhugoNo ratings yet
- ASTM A240-20aDocument12 pagesASTM A240-20a杜文欽100% (1)
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNo ratings yet
- 27 Astm A995Document5 pages27 Astm A995FYNo ratings yet
- Astm A240 - 15Document13 pagesAstm A240 - 15Nguyễn Xuân TrườngNo ratings yet
- 4.3.11 - Astm F138-13aDocument5 pages4.3.11 - Astm F138-13aEmílio DechenNo ratings yet
- Alloy Steel Socket-Head Cap Screws: Standard Specification ForDocument7 pagesAlloy Steel Socket-Head Cap Screws: Standard Specification ForMARCELO DOS SANTOS BARRETOSNo ratings yet
- Astm A240Document15 pagesAstm A240Luis Fernando Rueda100% (1)
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General Applicationsist93993No ratings yet
- Astm A194 A194m 23Document7 pagesAstm A194 A194m 23Kalanithi GKNo ratings yet
- Astm F139Document5 pagesAstm F139diegomez84No ratings yet
- Astm A240-16Document14 pagesAstm A240-16VIPAN RAINo ratings yet
- F 738M - 00 - Rjczoe0tmdaDocument9 pagesF 738M - 00 - Rjczoe0tmdaAdrian GonzalezNo ratings yet
- Astm A574-17Document7 pagesAstm A574-17HongHaiDuongNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNo ratings yet
- Astm A574Document7 pagesAstm A574박준용No ratings yet
- Astm A395-1999 (2018)Document8 pagesAstm A395-1999 (2018)senthil selvarajNo ratings yet
- ASTM F139-08 Standard Specification For Wrought 18chromium 14nickel 2.5molybdenum Stainless Steel Sheet and Strip For Surgical ImplantesDocument4 pagesASTM F139-08 Standard Specification For Wrought 18chromium 14nickel 2.5molybdenum Stainless Steel Sheet and Strip For Surgical ImplantesJoãoNo ratings yet
- Astm A 240-18Document12 pagesAstm A 240-18Giann' Andreh'xd100% (2)
- Astm A 479Document8 pagesAstm A 479Arun CP100% (2)
- Astm A394 PDFDocument6 pagesAstm A394 PDFedue slip100% (1)
- Standard Specification For High Strength Structural Bolts and AssembliesDocument14 pagesStandard Specification For High Strength Structural Bolts and AssembliesDeepu mohanNo ratings yet
- A325M-14 Standard Specification For Structural Bolts, Steel, Heat Treated 830 MPa Minimum Tensile Strength (Metric)Document8 pagesA325M-14 Standard Specification For Structural Bolts, Steel, Heat Treated 830 MPa Minimum Tensile Strength (Metric)Carlos Guillermo Somoza AlvarengaNo ratings yet
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForDocument4 pagesSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification Forsantiago gonzalezNo ratings yet
- Norma AstmDocument7 pagesNorma AstmMabel RomanNo ratings yet
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- Titanium-6Aluminum-4Vanadium Alloy Castings For Surgical Implants (UNS R56406)Document5 pagesTitanium-6Aluminum-4Vanadium Alloy Castings For Surgical Implants (UNS R56406)marcio de rossiNo ratings yet
- Alloy Steel Socket-Head Cap Screws (Metric) : Standard Specification ForDocument7 pagesAlloy Steel Socket-Head Cap Screws (Metric) : Standard Specification ForMytzy Godoy TapiaNo ratings yet
- Mechanical Vibration and Shock Analysis, Specification DevelopmentFrom EverandMechanical Vibration and Shock Analysis, Specification DevelopmentNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Induction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesDocument1 pageInduction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesIbrahim shaikNo ratings yet
- Pipe & Tube BrochureDocument18 pagesPipe & Tube BrochureIbrahim shaikNo ratings yet
- Bc-10 Phase 3 CTR 31: Tamba BVDocument47 pagesBc-10 Phase 3 CTR 31: Tamba BVIbrahim shaikNo ratings yet
- Pipe Bending: Case StudyDocument4 pagesPipe Bending: Case StudyIbrahim shaikNo ratings yet
- The Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFDocument36 pagesThe Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFrogersampaiocostaNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
- Design 5fDocument1 pageDesign 5fIbrahim shaikNo ratings yet
- 3.3 Qualification of Welders, Welding Operators, and Tack WeldersDocument1 page3.3 Qualification of Welders, Welding Operators, and Tack WeldersIbrahim shaikNo ratings yet
- Universal WPS for pipe to plate fillet weldingDocument1 pageUniversal WPS for pipe to plate fillet weldingIbrahim shaikNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- Design 4Document1 pageDesign 4Ibrahim shaikNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
- Design: 2.1 ScopeDocument1 pageDesign: 2.1 ScopeIbrahim shaikNo ratings yet
- Design 5fDocument1 pageDesign 5fIbrahim shaikNo ratings yet
- 2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Document1 page2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Ibrahim shaikNo ratings yet
- AWS 01.1 Welding Standard Fillet Weld QualificationDocument1 pageAWS 01.1 Welding Standard Fillet Weld QualificationIbrahim shaikNo ratings yet
- Joints Edge PreparationDocument4 pagesJoints Edge PreparationIbrahim shaikNo ratings yet
- 2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignDocument1 page2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignIbrahim shaikNo ratings yet
- 4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsDocument1 page4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsIbrahim shaikNo ratings yet
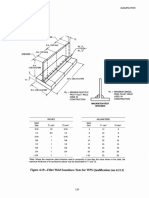
- Figure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Document1 pageFigure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Ibrahim shaikNo ratings yet
- 4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsDocument1 page4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsIbrahim shaikNo ratings yet
- 14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmDocument1 page14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmIbrahim shaikNo ratings yet
- ARC WELDING Safely PDFDocument2 pagesARC WELDING Safely PDFdannywdcgmailNo ratings yet
- AWS D1.2 at Extent of TestingDocument1 pageAWS D1.2 at Extent of TestingIbrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- Ergonomic Notations: Guide ForDocument76 pagesErgonomic Notations: Guide ForIbrahim shaikNo ratings yet
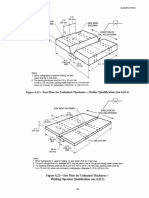
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- ISO Audit ReportDocument6 pagesISO Audit ReportIbrahim shaikNo ratings yet
- Asme y 14.5.1M-1994 (En) - 2004Document92 pagesAsme y 14.5.1M-1994 (En) - 2004Robert Marsella100% (4)
- VLSI Digital Design Issues: Clock Skew, Distribution, Jitter and Power OptimizationDocument94 pagesVLSI Digital Design Issues: Clock Skew, Distribution, Jitter and Power Optimizationraghava06No ratings yet
- PDFDocument228 pagesPDFGayan Madushan KandethanthriNo ratings yet
- Pos FormatDocument6 pagesPos FormatChelmarie CuracheaNo ratings yet
- BES 314 FINAL QUIZ TAKE HOMEDocument2 pagesBES 314 FINAL QUIZ TAKE HOMEahmad ryan0% (1)
- 2.2 Separation of Mixtures - 0Document25 pages2.2 Separation of Mixtures - 0Arch Chellis OrongNo ratings yet
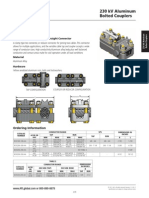
- 230kV Aluminum Bolted Cable Couplers PDFDocument5 pages230kV Aluminum Bolted Cable Couplers PDFCarloNo ratings yet
- 5 DC GridsDocument75 pages5 DC GridsNamiraNo ratings yet
- ZXONE 8300&8500&8700 Acceptance Test Guide - R1.7Document152 pagesZXONE 8300&8500&8700 Acceptance Test Guide - R1.7Felipe Ignacio Lopez GordilloNo ratings yet
- Steel SpecificationsDocument18 pagesSteel SpecificationssurenderbuddhaNo ratings yet
- Torque Team V-Belt: Installation GuideDocument2 pagesTorque Team V-Belt: Installation GuideMary Huaylla ANo ratings yet
- Manual Viscosimetro Fungilab Viscolead ONE enDocument49 pagesManual Viscosimetro Fungilab Viscolead ONE enWilfrank BadilloNo ratings yet
- Inorganic ChemistryDocument3 pagesInorganic ChemistryLong ENo ratings yet
- Project Group 10Document26 pagesProject Group 10amitgourav9No ratings yet
- Takex PB-IN-50HF Data SheetDocument2 pagesTakex PB-IN-50HF Data SheetJMAC SupplyNo ratings yet
- FND GFM 13725098Document133 pagesFND GFM 13725098sanjayprakash1979No ratings yet
- Offer For 48V 700AH Li-Ion Battery PDFDocument1 pageOffer For 48V 700AH Li-Ion Battery PDFJosé MoralesNo ratings yet
- 4FE-28Y-40P With FHU+60Document17 pages4FE-28Y-40P With FHU+60tedychrNo ratings yet
- Valve Actuator Selection GuideDocument3 pagesValve Actuator Selection GuideBramJanssen76100% (1)
- Exp. No. 6 Zener Diode V - I CharacteristicsDocument6 pagesExp. No. 6 Zener Diode V - I CharacteristicsAyush Kumar SinghNo ratings yet
- Thomson Clutches Brakes CatalogDocument152 pagesThomson Clutches Brakes CatalogElectromateNo ratings yet
- Process Transmitter Model UPT-20, With Pressure Port Model UPT-21, With Flush DiaphragmDocument14 pagesProcess Transmitter Model UPT-20, With Pressure Port Model UPT-21, With Flush DiaphragmchauNo ratings yet
- Form 3 Angles subtended at arc circumference are equalDocument2 pagesForm 3 Angles subtended at arc circumference are equalRita Lau50% (4)
- Astm D5333Document3 pagesAstm D5333dghadiaNo ratings yet
- Conceptual design of a twin-engine turboprop passenger aircraftDocument104 pagesConceptual design of a twin-engine turboprop passenger aircraftfebry mulyaNo ratings yet
- Environmental friendly, energy saving LED well luminaireDocument9 pagesEnvironmental friendly, energy saving LED well luminaireAbhishek KumarNo ratings yet
- Acudyne 1000 - Brochure - FormulaciónDocument12 pagesAcudyne 1000 - Brochure - FormulaciónWendy González Luna100% (1)
- BETA TALKS 2 JUNI 2021 Selected by Extraterrestrials William Tompkins - 2Document31 pagesBETA TALKS 2 JUNI 2021 Selected by Extraterrestrials William Tompkins - 2AnugerahSentotSudonoNo ratings yet
- Q4 Science Chapter 7 ForcesDocument13 pagesQ4 Science Chapter 7 ForcesHF ManigbasNo ratings yet
- Chapter 2 Differentiation Maths ModulDocument67 pagesChapter 2 Differentiation Maths ModulMuhammad NurzuqmiNo ratings yet