You might also like
- Module 1: Code Basics: Part QW WeldingDocument12 pagesModule 1: Code Basics: Part QW WeldingaliNo ratings yet
- 4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsDocument1 page4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsIbrahim shaikNo ratings yet
- AWS D1.1-D1.1M-2015 - Pagina-110Document1 pageAWS D1.1-D1.1M-2015 - Pagina-110Gedalías MartínezNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Qualification of Welding Procedures and WeldersDocument10 pagesQualification of Welding Procedures and WelderstxjiangNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- API 1104 VT TestDocument2 pagesAPI 1104 VT TestRao Javaid IqbalNo ratings yet
- QW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalDocument1 pageQW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalMo ZeroNo ratings yet
- Bend Test AceptenDocument1 pageBend Test AceptenArung IdNo ratings yet
- AWS D1.1 - Acceptance Criteria For RTDocument11 pagesAWS D1.1 - Acceptance Criteria For RTHoras Canman67% (3)
- ASTM A 66 - 87 (Reapproved 1995)Document2 pagesASTM A 66 - 87 (Reapproved 1995)geraldo leoncioNo ratings yet
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- AWS D1.5 Criterios RXDocument6 pagesAWS D1.5 Criterios RXJuan NavaNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument2 pagesSteel Screw Spikes: Standard Specification ForKrishna Sai100% (1)
- Astm A66 07 PDFDocument3 pagesAstm A66 07 PDFJavier Ricardo Romero BohorquezNo ratings yet
- N.004 - ASTM B557 - Standard Methods of Tension Testing Wrought and Cast Aluminum - and Magnesium - Alloy ProductsDocument20 pagesN.004 - ASTM B557 - Standard Methods of Tension Testing Wrought and Cast Aluminum - and Magnesium - Alloy ProductsAdriene SantosNo ratings yet
- A066 Steel Screw Spikes PDFDocument3 pagesA066 Steel Screw Spikes PDFAnonymous 1GK9Hxp5YKNo ratings yet
- Flexural Strength of Soil-Cement Using Simple Beam With Third-Point LoadingDocument3 pagesFlexural Strength of Soil-Cement Using Simple Beam With Third-Point LoadingsamerNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument3 pagesSteel Screw Spikes: Standard Specification ForVivi VargasNo ratings yet
- 3.3 Qualification of Welders, Welding Operators, and Tack WeldersDocument1 page3.3 Qualification of Welders, Welding Operators, and Tack WeldersIbrahim shaikNo ratings yet
- Api 107Document14 pagesApi 107Yersin Hernandez AldanNo ratings yet
- C1604C1604MDocument5 pagesC1604C1604MJorge Luis Arevalo Lopez100% (1)
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument5 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultomNo ratings yet
- b 557m - 02 عينة الشد المستطيلةDocument19 pagesb 557m - 02 عينة الشد المستطيلةMohamad Marwan HamwiNo ratings yet
- Codes and StandardsDocument33 pagesCodes and StandardsMohd AmaniNo ratings yet
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 pagesQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuNo ratings yet
- FW Brochure 12-08 UpdateDocument29 pagesFW Brochure 12-08 UpdateAhmed shabanNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionhavona100% (1)
- BS 709 Destructive TestingDocument17 pagesBS 709 Destructive TestingGabrieleNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- VT Procedure: 1 - PurposeDocument4 pagesVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- Bend Test ProcedureDocument9 pagesBend Test ProcedureRavi pandeyNo ratings yet
- Astm G58Document7 pagesAstm G58pachosilverNo ratings yet
- PCI-MNL-116-99-Structural-QC-Manual - Test Percentage of Welding For PrecastDocument2 pagesPCI-MNL-116-99-Structural-QC-Manual - Test Percentage of Welding For PrecastEng-TaYsEeRNo ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- AWS D1 Visual InspectionDocument2 pagesAWS D1 Visual InspectionBHUSHAN KALENo ratings yet
- Welder Performance Qualification AsmeDocument14 pagesWelder Performance Qualification AsmeAhmad RizkiNo ratings yet
- BS 709Document17 pagesBS 709vuthuy94No ratings yet
- C1604C1604M PDFDocument5 pagesC1604C1604M PDFGiancarlo CalleNo ratings yet
- Vitrified Clay Pipe: Standard Test Methods ForDocument4 pagesVitrified Clay Pipe: Standard Test Methods Fornisha_khanNo ratings yet
- C 469 PDFDocument5 pagesC 469 PDFTommy Cr100% (3)
- C469Static Modulus of ElasticityDocument4 pagesC469Static Modulus of Elasticityronnie_syncinNo ratings yet
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- WPS Guides For Plug and Slot WeldsDocument4 pagesWPS Guides For Plug and Slot WeldsBrad BorgesNo ratings yet
- BKI Rules For Classification and ConstructionDocument4 pagesBKI Rules For Classification and ConstructionwongyuliongNo ratings yet
- RP 2007-18 App.BDocument24 pagesRP 2007-18 App.BdrailotaNo ratings yet
- Flexion de VigasDocument4 pagesFlexion de VigasAdán Cogley CantoNo ratings yet
- Asme IX BQ Art 11Document5 pagesAsme IX BQ Art 11Maria Alexandra Lange LenzNo ratings yet
- FSEL Concrete Compression Rev 00Document10 pagesFSEL Concrete Compression Rev 00Isaiah Paul SacramentoNo ratings yet
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Document25 pagesUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument4 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- ASTM G14 - 04 (Reapproved 2010)Document6 pagesASTM G14 - 04 (Reapproved 2010)Sofia YuliNo ratings yet
- 2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Document1 page2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Tina MartinezNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Induction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesDocument1 pageInduction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesIbrahim shaikNo ratings yet
- Pipe Bending: Case StudyDocument4 pagesPipe Bending: Case StudyIbrahim shaikNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Pipe & Tube BrochureDocument18 pagesPipe & Tube BrochureIbrahim shaikNo ratings yet
- The Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFDocument36 pagesThe Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFrogersampaiocostaNo ratings yet
- Bc-10 Phase 3 CTR 31: Tamba BVDocument47 pagesBc-10 Phase 3 CTR 31: Tamba BVIbrahim shaikNo ratings yet
- 2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignDocument1 page2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignIbrahim shaikNo ratings yet
- 3.3 Qualification of Welders, Welding Operators, and Tack WeldersDocument1 page3.3 Qualification of Welders, Welding Operators, and Tack WeldersIbrahim shaikNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
- Design 5fDocument1 pageDesign 5fIbrahim shaikNo ratings yet
- Design 5fDocument1 pageDesign 5fIbrahim shaikNo ratings yet
- Joints Edge PreparationDocument4 pagesJoints Edge PreparationIbrahim shaikNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
- Design 4Document1 pageDesign 4Ibrahim shaikNo ratings yet
- ARC WELDING Safely PDFDocument2 pagesARC WELDING Safely PDFdannywdcgmailNo ratings yet
- Design: 2.1 ScopeDocument1 pageDesign: 2.1 ScopeIbrahim shaikNo ratings yet
- 2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Document1 page2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Ibrahim shaikNo ratings yet
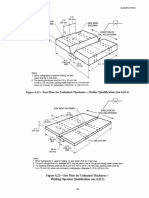
- Figure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Document1 pageFigure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Ibrahim shaikNo ratings yet
- 4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsDocument1 page4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsIbrahim shaikNo ratings yet
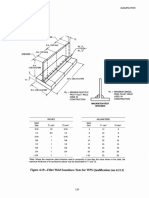
- Figure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Document1 pageFigure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Ibrahim shaikNo ratings yet
- AWS D1.2 at Extent of TestingDocument1 pageAWS D1.2 at Extent of TestingIbrahim shaikNo ratings yet
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- 14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmDocument1 page14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmIbrahim shaikNo ratings yet
- Ergonomic Notations: Guide ForDocument76 pagesErgonomic Notations: Guide ForIbrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- FAB-QMF-60 (Outsources Process Audit Report)Document6 pagesFAB-QMF-60 (Outsources Process Audit Report)Ibrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- ManifestDocument4 pagesManifestRicardo GomesNo ratings yet
- Nocchi Pentair Pompe VLRDocument14 pagesNocchi Pentair Pompe VLRThomas MyszkaNo ratings yet
- Business Events in Oracle Applications - A Sample ImplementationDocument6 pagesBusiness Events in Oracle Applications - A Sample ImplementationAshish HarbhajankaNo ratings yet
- Module M-07: EquipmentDocument1 pageModule M-07: EquipmentRobles DreschNo ratings yet
- PrivateDocument774 pagesPrivateazoz alseanNo ratings yet
- Dyna 2000iDocument6 pagesDyna 2000iAmerico GuzmanNo ratings yet
- Cgma ProgramsDocument22 pagesCgma ProgramsKunal RanaNo ratings yet
- ESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesDocument44 pagesESA-ESTL-TM-0065 01 - New Cage Designs - Ball Riding CagesAnonymous lEX5U51wOANo ratings yet
- How To Mix Vocals - The Definitive Guide (15 Steps) 4 PDFDocument50 pagesHow To Mix Vocals - The Definitive Guide (15 Steps) 4 PDFLucas eduardoNo ratings yet
- CTAN160 - 4-20ma Current Loop ControlDocument3 pagesCTAN160 - 4-20ma Current Loop ControlSam eagle goodNo ratings yet
- GreenBiz Baseline Survey 2023Document6 pagesGreenBiz Baseline Survey 2023Maina KanyottuNo ratings yet
- Lecture 2Document98 pagesLecture 2pushpendra singhNo ratings yet
- Sample Integration MS 1 Level Seq 1Document3 pagesSample Integration MS 1 Level Seq 1sol heimNo ratings yet
- A Sophisticated Secured Smart Metering SystemDocument8 pagesA Sophisticated Secured Smart Metering SystemTesterNo ratings yet
- 21 Cryptos Magazine April 2018 OpDocument94 pages21 Cryptos Magazine April 2018 OpOnur Onuk100% (2)
- Introduction To Classification - PPT Slides 1Document62 pagesIntroduction To Classification - PPT Slides 1Saurabh PratapNo ratings yet
- Item StockDocument50 pagesItem StockRizki AmrullahNo ratings yet
- Ebook - IELTS WT1 (2021)Document14 pagesEbook - IELTS WT1 (2021)Trần Lê Uyên PhươngNo ratings yet
- Learning Management System (Lms Moodle)Document14 pagesLearning Management System (Lms Moodle)FantaNo ratings yet
- Upload A Document For Free Download Access.: Select Files From Your Computer or Choose Other Ways To Upload BelowDocument2 pagesUpload A Document For Free Download Access.: Select Files From Your Computer or Choose Other Ways To Upload BelowMasoud MonjeziNo ratings yet
- Computer ArchitectureDocument21 pagesComputer ArchitectureAsad JavedNo ratings yet
- Cpu286 Instruction ManualDocument24 pagesCpu286 Instruction ManualGilberto FigueroaNo ratings yet
- Tekapur Pistolska Mega 65 Zimska enDocument2 pagesTekapur Pistolska Mega 65 Zimska enEzeval GráficaNo ratings yet
- Installation Instructions For RCM Eccentric Adjustable Idler Set Subaru EJ20/22/25Document4 pagesInstallation Instructions For RCM Eccentric Adjustable Idler Set Subaru EJ20/22/25николай дехтярNo ratings yet
- FT ExadropDocument2 pagesFT ExadropABRAHAM MANUEL MEDINA LEYTONNo ratings yet
- Unit 5 Vocabulary Basic 1 Match 1-10 With A-J To Make Innovations and InventionsDocument6 pagesUnit 5 Vocabulary Basic 1 Match 1-10 With A-J To Make Innovations and InventionsCristina Garcia50% (2)
- Sophos Application Whitelisting: Advanced Server Protection Made SimpleDocument6 pagesSophos Application Whitelisting: Advanced Server Protection Made SimplemaniccheNo ratings yet
- Care Home Laundry Process 2Document1 pageCare Home Laundry Process 2Uma PremeshNo ratings yet
- Unit 9 - Lesson D: Identity Theft: Touchstone 2nd Edition - Language Summary - Level 3Document2 pagesUnit 9 - Lesson D: Identity Theft: Touchstone 2nd Edition - Language Summary - Level 3Janeth GuerreroNo ratings yet
- Suasana Sekolah Bari Raya-Score and PartsDocument17 pagesSuasana Sekolah Bari Raya-Score and PartsoAeonNo ratings yet