You might also like
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Steel Screw Spikes: Standard Specification ForDocument2 pagesSteel Screw Spikes: Standard Specification ForKrishna Sai100% (1)
- A066 Steel Screw Spikes PDFDocument3 pagesA066 Steel Screw Spikes PDFAnonymous 1GK9Hxp5YKNo ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- Astm A66 07 PDFDocument3 pagesAstm A66 07 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument3 pagesSteel Screw Spikes: Standard Specification ForVivi VargasNo ratings yet
- F541 PDFDocument5 pagesF541 PDFfrengki jmNo ratings yet
- Astm A502 1976Document6 pagesAstm A502 1976dharlanuctcomNo ratings yet
- A 756 - 94 - Qtc1ni05naDocument3 pagesA 756 - 94 - Qtc1ni05naAdrian GonzalezNo ratings yet
- Astm A756 PDFDocument3 pagesAstm A756 PDFCristian OtivoNo ratings yet
- A866Document4 pagesA866Deepak JNo ratings yet
- Steel Track Spikes: Standard Specification ForDocument4 pagesSteel Track Spikes: Standard Specification Forvikramadithan renugopalNo ratings yet
- B 498Document4 pagesB 498Jerry BeanNo ratings yet
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDocument6 pagesSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServicercfNo ratings yet
- Asme 0813.2Document6 pagesAsme 0813.2Servando Lozano RiosNo ratings yet
- Astm A49Document3 pagesAstm A49Johnny WalkerNo ratings yet
- A 252 Â " 98 QTI1MI05OEUXDocument7 pagesA 252 Â " 98 QTI1MI05OEUXCynthia GutierrezNo ratings yet
- A 252 - 98 Qti1mi05oeux PDFDocument7 pagesA 252 - 98 Qti1mi05oeux PDFHatem MomaniNo ratings yet
- Expansion (Pin Test) of Copper and Copper-Alloy Pipe and TubingDocument2 pagesExpansion (Pin Test) of Copper and Copper-Alloy Pipe and TubingmahfuzNo ratings yet
- Vitrified Clay Pipe: Standard Test Methods ForDocument4 pagesVitrified Clay Pipe: Standard Test Methods Fornisha_khanNo ratings yet
- A184 PDFDocument3 pagesA184 PDFluisNo ratings yet
- A485 PDFDocument4 pagesA485 PDFProduction DepartmentNo ratings yet
- A 983 - A 983M - 01 - Qtk4my0wmqDocument5 pagesA 983 - A 983M - 01 - Qtk4my0wmqhoangNo ratings yet
- A 877 - A877mDocument4 pagesA 877 - A877mAon HemmatadNo ratings yet
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioNo ratings yet
- A1062-10 Standard Specification For Steel Castings Sampling PDFDocument2 pagesA1062-10 Standard Specification For Steel Castings Sampling PDFmithileshNo ratings yet
- Astm 252Document7 pagesAstm 252edwinbadajosNo ratings yet
- Astm A47 47MDocument5 pagesAstm A47 47McherrerarNo ratings yet
- B498B498MDocument4 pagesB498B498MAlcides NetoNo ratings yet
- A 204 - A 204M - 93 R99 - Qtiwnc05m1i5oqDocument3 pagesA 204 - A 204M - 93 R99 - Qtiwnc05m1i5oqAdrian GonzalezNo ratings yet
- A 667 - A 667M - 87 R03 Qty2ny9bnjy3tqDocument2 pagesA 667 - A 667M - 87 R03 Qty2ny9bnjy3tqdelta lab sangliNo ratings yet
- Carbon Steel Forgings For Pressure Vessel ComponentsDocument4 pagesCarbon Steel Forgings For Pressure Vessel ComponentsRishabh AroraNo ratings yet
- Sa 231Document5 pagesSa 231ismaelarchilacastilloNo ratings yet
- A31 PDFDocument5 pagesA31 PDFAravind BabuNo ratings yet
- A 990 - 00 Qtk5mc0wma - PDFDocument6 pagesA 990 - 00 Qtk5mc0wma - PDFMung Duong XuanNo ratings yet
- A 705 - A705m - 95 R00 Qtcwns9bnza1tqDocument7 pagesA 705 - A705m - 95 R00 Qtcwns9bnza1tqRuiz D. AntonioNo ratings yet
- ASTM A574-98aDocument7 pagesASTM A574-98aNadhiraNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument3 pagesSteel Screw Spikes: Standard Specification FordjfreditoNo ratings yet
- Astm A574 1998Document7 pagesAstm A574 1998Jesse ChenNo ratings yet
- Zinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Document4 pagesZinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Metoo ChyNo ratings yet
- B 938 - 04 - Cu Be AlloyDocument4 pagesB 938 - 04 - Cu Be Alloyvelu.gNo ratings yet
- A 489 Â " 03 QTQ4OQ - PDFDocument4 pagesA 489 Â " 03 QTQ4OQ - PDFMytzy Godoy TapiaNo ratings yet
- A231A231Document4 pagesA231A231MohamedNo ratings yet
- Astm A983 A983m 01Document2 pagesAstm A983 A983m 01Salvador MazzaNo ratings yet
- ASTM A295-98 (Obsolete)Document2 pagesASTM A295-98 (Obsolete)techietaddyNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceManivasagan VasuNo ratings yet
- SA905Document6 pagesSA905Chenjie ZhuNo ratings yet
- A539 PDFDocument2 pagesA539 PDFAlberto ItzincabNo ratings yet
- ASTM A502 Steel Structural RivetsDocument6 pagesASTM A502 Steel Structural RivetsKaliita Chavez GarciaNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument5 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultomNo ratings yet
- A 126 - 95 r01 Qteyni05nviwmqDocument3 pagesA 126 - 95 r01 Qteyni05nviwmqfekihassanNo ratings yet
- QTUz OQDocument2 pagesQTUz OQirfanquadriNo ratings yet
- Astm A608Document5 pagesAstm A608EduardoNo ratings yet
- Aluminum Transmission Tower Bolts and Nuts: Standard Specification ForDocument4 pagesAluminum Transmission Tower Bolts and Nuts: Standard Specification ForMARCELO DOS SANTOS BARRETOSNo ratings yet
- ASTM F38 Gaskets CreepDocument8 pagesASTM F38 Gaskets CreepDieguitoOmarMorales100% (1)
- B573Document3 pagesB573rohit kumarNo ratings yet
- Astm A391-A391m-07Document3 pagesAstm A391-A391m-07NadhiraNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicespartacusmanaNo ratings yet
- Mechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationFrom EverandMechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationYvon ChevalierNo ratings yet
- CharanDocument25 pagesCharanCharan KumarNo ratings yet
- Yousif Alotaibi 01 CVDocument3 pagesYousif Alotaibi 01 CVyousefx20No ratings yet
- Reviewer in Hairdressing (From Mastery Test)Document7 pagesReviewer in Hairdressing (From Mastery Test)peanut nutterNo ratings yet
- Roland Sands Design US CatalogDocument56 pagesRoland Sands Design US Catalogsema2210No ratings yet
- Hexadecimal To DecimalDocument7 pagesHexadecimal To DecimalMushfik ArafatNo ratings yet
- California Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsDocument4 pagesCalifornia Bearing Ratio, Evaluation and Estimation: A Study On ComparisonsAmyra MiaNo ratings yet
- Catalogo EpirocDocument7 pagesCatalogo EpirocAngel García0% (1)
- Infopack 2016 enDocument44 pagesInfopack 2016 enAlbertoNo ratings yet
- D Praveen Kumar ChaubeyDocument2 pagesD Praveen Kumar ChaubeyyouvsyouNo ratings yet
- RA 7920 Section 33Document1 pageRA 7920 Section 33Renz Emil ReyesNo ratings yet
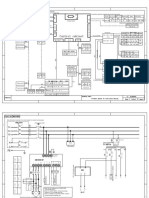
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 pagesWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- 010 Zircoat MDocument3 pages010 Zircoat MvsdeepakchandraNo ratings yet
- A Vocational Training Presentation On: "Computer Numerical Control Machine"Document15 pagesA Vocational Training Presentation On: "Computer Numerical Control Machine"karan2015No ratings yet
- Astm D3212.380331 1Document3 pagesAstm D3212.380331 1anish_am2005No ratings yet
- GAPS Guidelines: Deep Fat FryersDocument4 pagesGAPS Guidelines: Deep Fat FryersAsad KhanNo ratings yet
- INSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurDocument3 pagesINSPECTION-REPORT-OF-RIVER-CHANNEL-IN-BRGY Ponong in Magarao, Camarines SurBerp OnrubiaNo ratings yet
- Harbor GlenDocument31 pagesHarbor GlenElvis Felix fernandesNo ratings yet
- Q45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetDocument8 pagesQ45U Ultrasonic Sensors With Analog Outputs (Short Range) : DatasheetMohammad IsmailNo ratings yet
- Csprog 2 WorkingnaDocument9 pagesCsprog 2 WorkingnaAaron CoroniaNo ratings yet
- Resistor DatasheetDocument10 pagesResistor DatasheetEndradno KurniaNo ratings yet
- Sandvik: 11/2019 PME F Additional Comments For Hydrabolt Option & HH200Document1 pageSandvik: 11/2019 PME F Additional Comments For Hydrabolt Option & HH200Elber Luis Chavez BarriosNo ratings yet
- Digi Centre Operational TechnologyDocument6 pagesDigi Centre Operational Technologymtrego94410% (2)
- Guide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsDocument12 pagesGuide To Using In-Situ Tensile Pull-Off Tests To Evaluate Bond of Concrete Surface MaterialsMauricio Javier León TejadaNo ratings yet
- Elmer TutorialsDocument65 pagesElmer TutorialsmariomatoNo ratings yet
- LSV-08-2 NCPDocument2 pagesLSV-08-2 NCPishtiaqNo ratings yet
- MCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsDocument7 pagesMCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsRaju ThamkeNo ratings yet
- 09 Technical TablesDocument8 pages09 Technical TablesRuban Vijaya SinghNo ratings yet
- Chapter 1 Introduction: U V U U V X y yDocument56 pagesChapter 1 Introduction: U V U U V X y ywithyou100% (1)
- UntitledDocument107 pagesUntitledniko_seppanenNo ratings yet
- Rockwell DynarixDocument39 pagesRockwell DynarixridipisaNo ratings yet