You might also like
- A 53 - A 53m - 01 QtuzltaxDocument4 pagesA 53 - A 53m - 01 QtuzltaxRene HernandezNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure Vesselsrohit kumarNo ratings yet
- Astm A31 1995Document4 pagesAstm A31 1995Jesse ChenNo ratings yet
- A 49 - 95 QTQ5LTK1Document3 pagesA 49 - 95 QTQ5LTK1davNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure Vesselsvikramadithan renugopalNo ratings yet
- A 31 - 14 PDFDocument4 pagesA 31 - 14 PDFKibarNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoNo ratings yet
- A231A231Document4 pagesA231A231MohamedNo ratings yet
- Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsDocument3 pagesHeat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsJuanNo ratings yet
- A451 PDFDocument4 pagesA451 PDFNguyen HaiNo ratings yet
- Astm A 502 - 03Document4 pagesAstm A 502 - 03Ahmad KhreisatNo ratings yet
- A31 Standard Specification For Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesA31 Standard Specification For Steel Rivets and Bars For Rivets, Pressure Vesselsarmando0212-1No ratings yet
- A183 PDFDocument4 pagesA183 PDFalifuat duygu100% (1)
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification Foripkm123No ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsAdán Cogley CantoNo ratings yet
- A49-12 Standard Specification For Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsDocument4 pagesA49-12 Standard Specification For Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint BarsDiego Egoávil MéndezNo ratings yet
- Steel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForErick ERICKNo ratings yet
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDocument4 pagesCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNo ratings yet
- A 322 - 91 R01 - Qtmymi05mviwmqDocument4 pagesA 322 - 91 R01 - Qtmymi05mviwmqAhmad KhreisatNo ratings yet
- A 232 - A 232m - 99 Qtizmi9bmjmytqDocument4 pagesA 232 - A 232m - 99 Qtizmi9bmjmytqRafael GarciaNo ratings yet
- Astm A139 2000Document6 pagesAstm A139 2000Rolando CastilloNo ratings yet
- A 877 - A877mDocument4 pagesA 877 - A877mAon HemmatadNo ratings yet
- A 49 - 01 QTQ5 PDFDocument3 pagesA 49 - 01 QTQ5 PDFHassan FekiNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument5 pagesSteel Bars, Alloy, Standard GradesSamuel PeterNo ratings yet
- Astm A139 - 96Document6 pagesAstm A139 - 96zeki kozaciogluNo ratings yet
- Iron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeDocument4 pagesIron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeGreg YeeNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesSofiaJabadanEspulgarNo ratings yet
- A 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQDocument6 pagesA 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQhans ccNo ratings yet
- A 139 - A 139M - 04 Qtezos9bmtm5tqDocument6 pagesA 139 - A 139M - 04 Qtezos9bmtm5tqfadjarNo ratings yet
- ASTM A276-98bDocument7 pagesASTM A276-98bNadhiraNo ratings yet
- Sa 193&sa 193M PDFDocument18 pagesSa 193&sa 193M PDFGabriel RodríguezNo ratings yet
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocument6 pagesSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKNo ratings yet
- Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument13 pagesAlloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceCarlos Raul Caballero LeonNo ratings yet
- Seamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsDocument3 pagesSeamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsInaamNo ratings yet
- Steel Wire, Cold-Drawn For Mechanical SpringsDocument4 pagesSteel Wire, Cold-Drawn For Mechanical SpringsARAVIND PATILNo ratings yet
- Astm-A3: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument4 pagesAstm-A3: Licensed by Information Handling Services Licensed by Information Handling ServicesTran van VuongNo ratings yet
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForErick ERICKNo ratings yet
- Seamless and Welded Carbon, Ferritic, and Austenitic Alloy Steel Heat-Exchanger Tubes With Integral FinsDocument2 pagesSeamless and Welded Carbon, Ferritic, and Austenitic Alloy Steel Heat-Exchanger Tubes With Integral Finsteban09No ratings yet
- ASTM A295-98 (Obsolete)Document2 pagesASTM A295-98 (Obsolete)techietaddyNo ratings yet
- A 3 - 87 R95 QtmtoddsotuDocument3 pagesA 3 - 87 R95 QtmtoddsotuLucas MlbNo ratings yet
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Document3 pagesSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Thiago Ribeiro da SilvaNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 pagesCastings, Nickel and Nickel Alloy: Standard Specification ForRoland CepedaNo ratings yet
- Hot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument11 pagesHot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceProduction DepartmentNo ratings yet
- Malleable Iron Flanges, Pipe Fittings, and Valve Parts For Railroad, Marine, and Other Heavy Duty Service at Temperatures Up To 650°F (345°C)Document2 pagesMalleable Iron Flanges, Pipe Fittings, and Valve Parts For Railroad, Marine, and Other Heavy Duty Service at Temperatures Up To 650°F (345°C)william_m08No ratings yet
- F541 PDFDocument5 pagesF541 PDFfrengki jmNo ratings yet
- Astm A322-91Document4 pagesAstm A322-91Anıl ZiylanNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForHoem ITNo ratings yet
- A 228 - A 228M - 00 Qtiyoc0wma - PDFDocument4 pagesA 228 - A 228M - 00 Qtiyoc0wma - PDFRafael GarciaNo ratings yet
- Astm A108Document4 pagesAstm A108Emir AkçayNo ratings yet
- A589A589M-06 (2012) Standard Specification For Seamless and Welded Carbon Steel Water - Well PipeDocument5 pagesA589A589M-06 (2012) Standard Specification For Seamless and Welded Carbon Steel Water - Well PipeChuthaNo ratings yet
- A485 PDFDocument4 pagesA485 PDFProduction DepartmentNo ratings yet
- Welded Austenitic Stainless Steel Feedwater Heater Tubes: Standard Specification ForDocument6 pagesWelded Austenitic Stainless Steel Feedwater Heater Tubes: Standard Specification ForsanthakumarNo ratings yet
- Astm A65Document4 pagesAstm A65Marcos Verissimo Juca de PaulaNo ratings yet
- Asme Section Ii A Sa-31Document4 pagesAsme Section Ii A Sa-31ksd2No ratings yet
- A231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring WireDocument4 pagesA231A231M-10 Standard Specification For Chromium-Vanadium Alloy Steel Spring Wiretjt4779No ratings yet
- 15V41 PDFDocument3 pages15V41 PDFharpreet singhNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
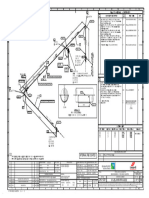
- 61-LEL-WHP-PIP-IS-0232 SHT 2Document1 page61-LEL-WHP-PIP-IS-0232 SHT 2Aravind BabuNo ratings yet
- 02 Generic - Types - Grade1Document34 pages02 Generic - Types - Grade1Aravind BabuNo ratings yet
- 04 Pretreatment - Grade1Document35 pages04 Pretreatment - Grade1Aravind BabuNo ratings yet
- 01 Corrosion - Grade1Document23 pages01 Corrosion - Grade1Aravind BabuNo ratings yet
- Norsok Systems No 4Document1 pageNorsok Systems No 4Aravind BabuNo ratings yet
- Norsok Systems No 2Document1 pageNorsok Systems No 2Aravind BabuNo ratings yet
- Norsok Systems No 3Document1 pageNorsok Systems No 3Aravind BabuNo ratings yet
- Norsok Systems No 1Document4 pagesNorsok Systems No 1Aravind BabuNo ratings yet
- Norsok Systems No 5Document1 pageNorsok Systems No 5Aravind BabuNo ratings yet
- 05 Application - Grade1Document32 pages05 Application - Grade1Aravind BabuNo ratings yet
- 09 Samss 069Document11 pages09 Samss 069Aravind BabuNo ratings yet
- 09 Samss 091Document30 pages09 Samss 091Aravind BabuNo ratings yet
- 09 Samss 089Document32 pages09 Samss 089Aravind BabuNo ratings yet
- Iso 4998Document12 pagesIso 4998Aravind BabuNo ratings yet
- A36a36m PDFDocument4 pagesA36a36m PDFAravind BabuNo ratings yet
- Iso 565Document8 pagesIso 565Aravind BabuNo ratings yet
- A6a6m PDFDocument67 pagesA6a6m PDFAravind BabuNo ratings yet
- The Book of Works by Pierre de LasenicDocument36 pagesThe Book of Works by Pierre de LasenicAaron100% (5)
- Asc 108Document28 pagesAsc 108WadieKamaliNo ratings yet
- SPS807 270701495 699Document18 pagesSPS807 270701495 699Mostfa RiahiNo ratings yet
- BSA Bantam D1 125 D3 150 D5 175 Instruction Manual 1967 CCDocument32 pagesBSA Bantam D1 125 D3 150 D5 175 Instruction Manual 1967 CCUmar ShamsudinNo ratings yet
- Awc Nds2018 Viewonly 171117Document206 pagesAwc Nds2018 Viewonly 171117dnavarro100% (2)
- M & H Valve: Distributor Price ListDocument36 pagesM & H Valve: Distributor Price Listjuan rodriguezNo ratings yet
- Owner's Manual Talon LC Hydraulic Cargo Hook Kit Airbus Helicopters AS350Document49 pagesOwner's Manual Talon LC Hydraulic Cargo Hook Kit Airbus Helicopters AS350이영모No ratings yet
- GR00005900 13B PDFDocument28 pagesGR00005900 13B PDFToponari MedveNo ratings yet
- SidewallPropeller CatalogDocument40 pagesSidewallPropeller CatalogCarloosNetworkNo ratings yet
- Bayer Material Science Thermoplastic Joining TechniquesDocument38 pagesBayer Material Science Thermoplastic Joining TechniquesdlstoneNo ratings yet
- Afroze Textile Industries (PVT) LTDDocument42 pagesAfroze Textile Industries (PVT) LTDAslamNo ratings yet
- Machine Design Unit 2Document172 pagesMachine Design Unit 2RAJAT RAJNo ratings yet
- Aluminium Bonding and Special Assemblies: 1. Screw and Bolt Fastenings 116 2. Machine Rivets 118Document14 pagesAluminium Bonding and Special Assemblies: 1. Screw and Bolt Fastenings 116 2. Machine Rivets 118zsmithNo ratings yet
- Riveted Joints TheoryDocument18 pagesRiveted Joints TheoryAvinash PrabhavathyNo ratings yet
- Elval Colour "Fabrication Manual For Etalbond"Document56 pagesElval Colour "Fabrication Manual For Etalbond"Jaime Manuel CavazosNo ratings yet
- CE2352 DSS 2 Marks With AnswerDocument33 pagesCE2352 DSS 2 Marks With Answerkavithamartin28No ratings yet
- InsulationDocument24 pagesInsulationermusatNo ratings yet
- Aluminum Case - Offshore Box AL 640Document6 pagesAluminum Case - Offshore Box AL 640Alu-Logic Ltd.No ratings yet
- Asme B18.1.2 2001Document3 pagesAsme B18.1.2 2001Jesse ChenNo ratings yet
- A - Roofing Installation - Method StatementDocument7 pagesA - Roofing Installation - Method Statementarnold jagapeNo ratings yet
- Corvette Body Complete Manual 3823KBDocument41 pagesCorvette Body Complete Manual 3823KBCoolbreeze1224100% (1)
- Investigation of The Novel Two Step Flat Clinching Process To Achieve Double Sided Flat Surfaces On Engineering StructuresDocument16 pagesInvestigation of The Novel Two Step Flat Clinching Process To Achieve Double Sided Flat Surfaces On Engineering StructuresEdmilson LimaNo ratings yet
- Maintenance PracticesDocument4 pagesMaintenance PracticesazadairNo ratings yet
- Aircraft Structure Practical ReportDocument7 pagesAircraft Structure Practical ReportSyamira ZakariaNo ratings yet
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- 00 Me SPC 0004 ADocument18 pages00 Me SPC 0004 Aandmar2011No ratings yet
- Aviation Mechanic Handbook Quick LookDocument18 pagesAviation Mechanic Handbook Quick Lookelmfp777467650% (4)
- Aircraft Tools - ToolsDocument3 pagesAircraft Tools - ToolsJulien CameraNo ratings yet
- Work Based Sapmle CivilDocument7 pagesWork Based Sapmle CivilAchyut TimilsinaNo ratings yet
- Himani Report 2Document20 pagesHimani Report 2Ram Kumar UttamNo ratings yet